



https://imgur.com/a/sbZuwvE
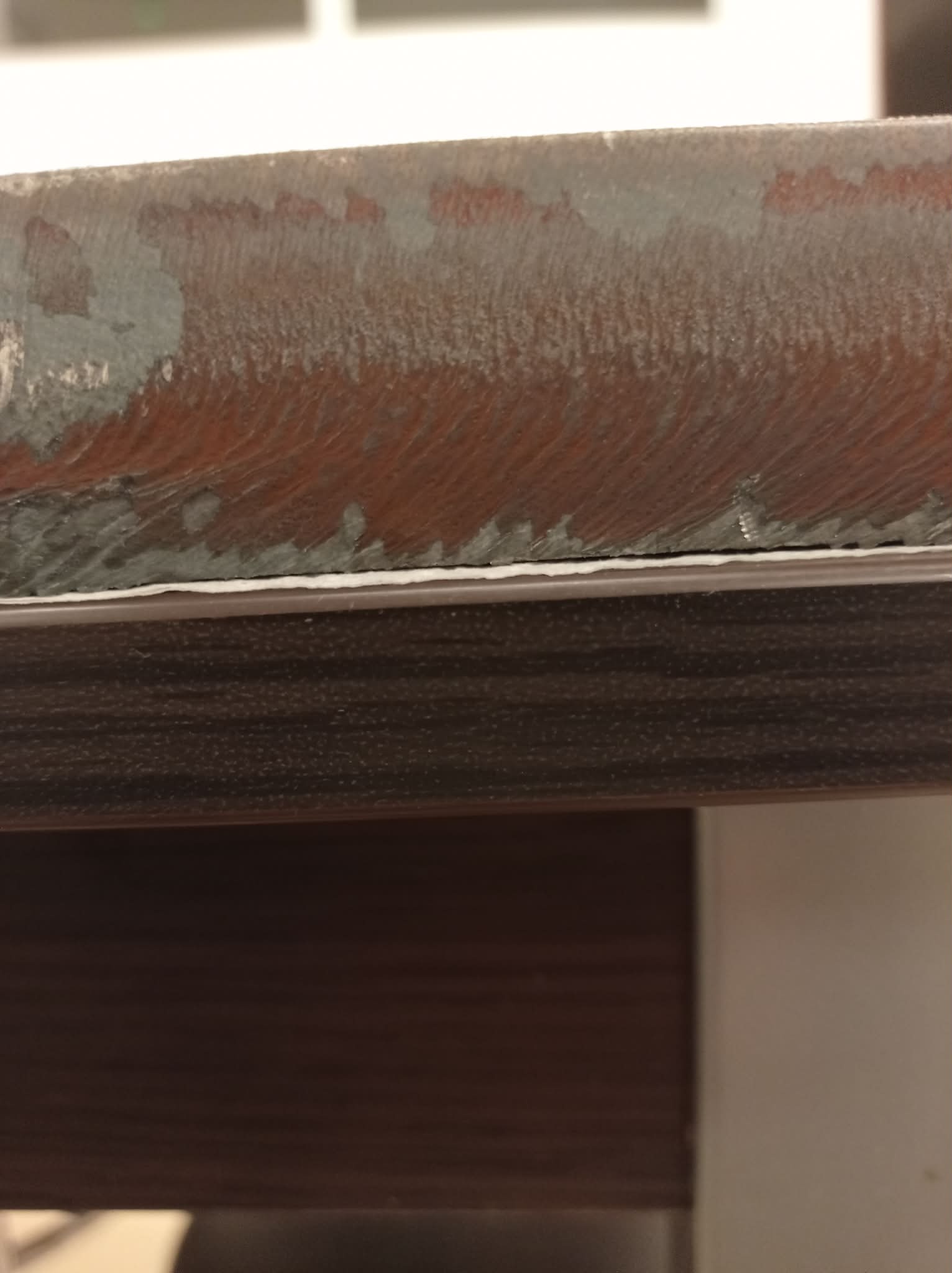
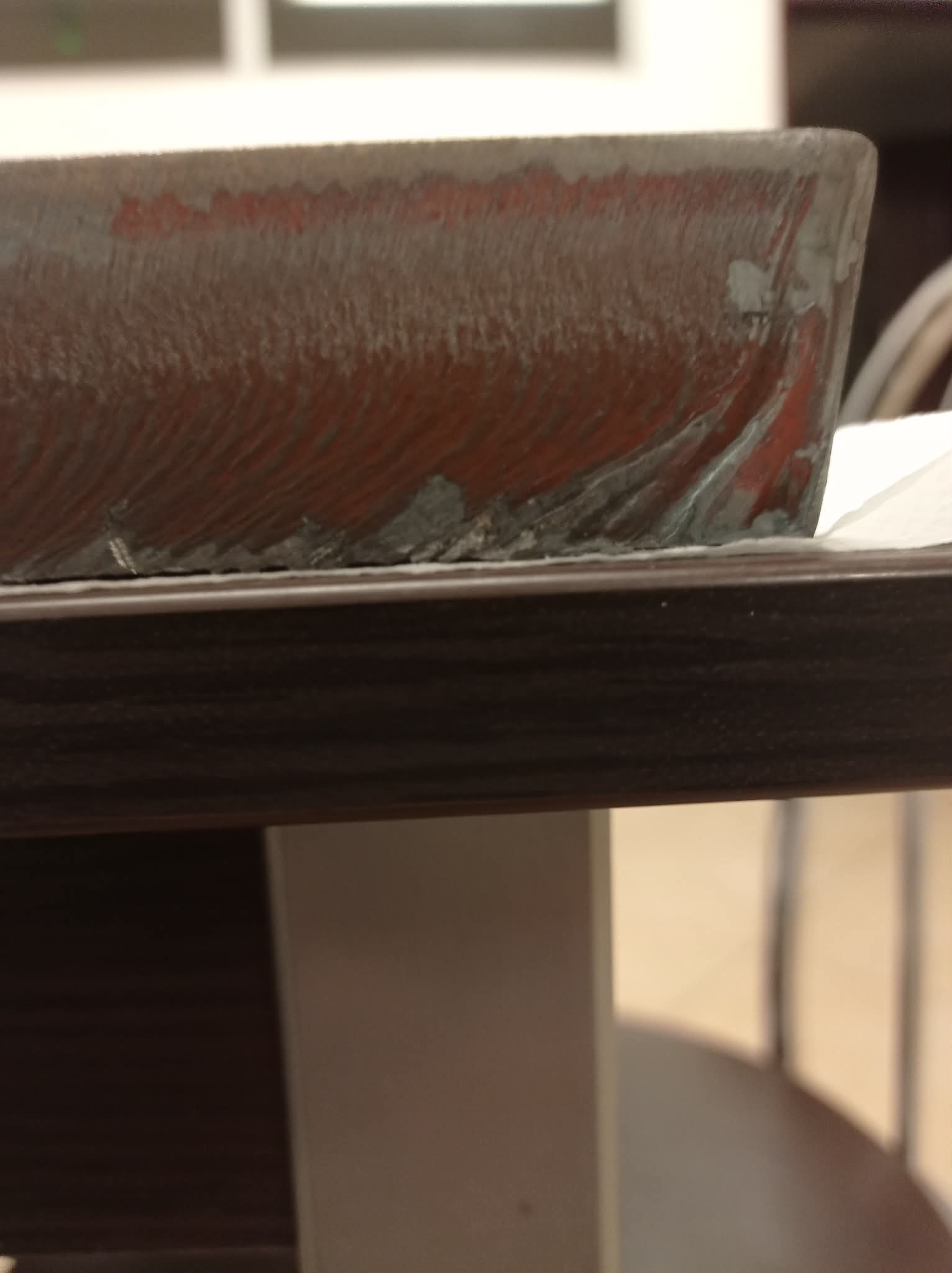
Witam. Problem to bardzo słabe cięcia nawet na założonych nowych materiałach eksploatacyjnych - dysza plus elektroda. Inne części eksploatacyjne nie są nowe lecz nie wykazują też oznak zużycia czy uszkodzenia. Sprawdzane na oryginałach i zamiennikach od różnych dostawców. Zmniejszenie prędkości nic nie pomaga. Ledwo co przecina materiał, a od spodu bardzo gruba wypływka, może nie na całym konturze. Można zauważyć, że łuk ma problem z penetrowaniem materiału po całej grubości, bo pod spodem pojawia się duży grzyb. Czasami następuje nagła zdecydowana poprawa po jakimś czasie "wymęczenia" się takim cięciem lub po demontażu i ponownym zamontowaniu tych samych części eksploatacyjnych albo założeniu kolejnego nowego kompletu, ale to raz pomoże, a raz nie. Zastanawiam się jakbym mógł inaczej zamontować części eksploatacyjne skoro montuje się je zawsze w ten sam sposób i nie da się tego zrobić inaczej, a czasem demontaż i ponowny montaż pomaga. Źródło na wyświetlaczu pokazuje ciśnienie jakie jest zadane. Czy po tych zdjęciach da się określić gdzie dokładnie może tkwić problem ? Wadliwe dysze, elektrody raczej wykluczam, bo problem pojawia się zbyt często, mniej więcej nieco poniżej połowy pracy maszyny ogółem. Tniemy tylko jedną i tą samą grubość materiału przez cały czas.
Kiepskie cięcie na nowych częściach














-
 cnccad
cnccad
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
Re: Kiepskie cięcie na nowych częściach
kilka przyczyn.
Ale najpierw kolego ...
1. jakie źródło ?
2. jaki palnik ?
3. jaki gaz ?
4. Jakie parametry ?
a potem spróbujemy pociągnąć temat dalej.
Ale najpierw kolego ...
1. jakie źródło ?
2. jaki palnik ?
3. jaki gaz ?
4. Jakie parametry ?
a potem spróbujemy pociągnąć temat dalej.
Pozdrawiam robaczki kolorowe :)
-
lukasz89
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 3
- Posty: 266
- Rejestracja: 20 lis 2015, 18:40
- Lokalizacja: Tajpej
Re: Kiepskie cięcie na nowych częściach
Odkręciłem i poluzowałem co nieco osłonę dyszy. Zwiększyło to przestrzeń pomiędzy otworem w dyszy, a otworem w osłonie. Nie wiem co to zrobiło, ale zaczęło normalnie ciąć i jakość też się mocno poprawiła chociaż zawsze strona przeciwległa jest lepsza lub gorsza od tej drugiej i nie wiem z czego to wynika, ale podobno jest to normalne, nawet jeśli wszystkie krawędzie ogólnie są w bardzo dobrej jakości. Na laserze światłowodowym nie jest inaczej. Podobnie z sypiącymi się iskrami - w jednym kierunku występują, a w przeciwnym ich nie ma lub jest ich mniej. Przy Hyperhermie ktoś już pisał, że tak się dzieje, szczególnie na grubszych płytach. Będę to jeszcze testował. Jeśli zbyt dużo odkręcę osłonę to pojawia się błąd o niestabilnym i/lub niskim ciśnieniu gazu. Osłonę muszę mocować na trytytkę lub taśmą oklejać do nasadki palnika, bo nawet odrobinę odkręcona luźno lata.






