")
https://kachurovskiy.com/lathecode/
Że program jest bardzo prosty, to od razu widać, że fajny też, natomiast że spieprzony jest już ukryte, ale łatwo do tego dojdziemy.
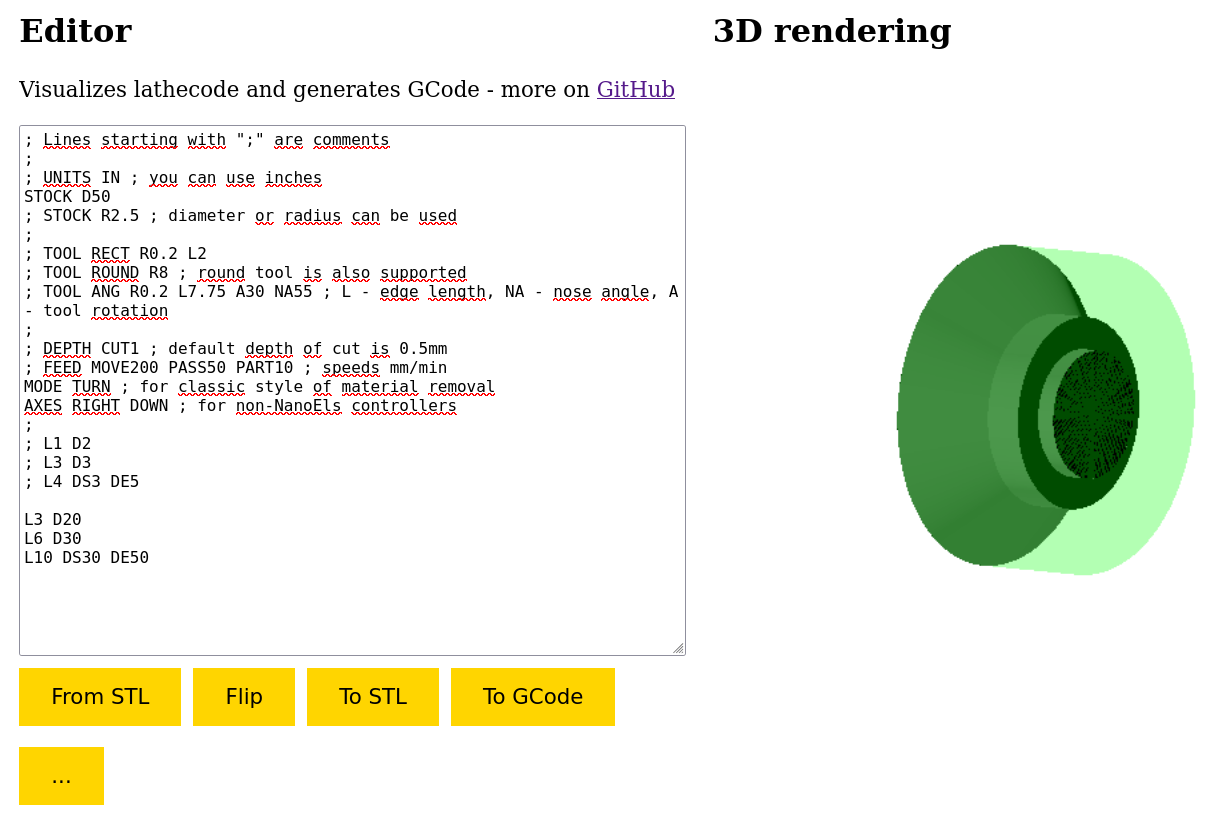
Istotą działania programu jest wygenerowanie g-kodu z bardzo prostego skryptu, na przykład:
Kod: Zaznacz cały
STOCK D5
L1 D2
L3 D3
L4 DS3 DE5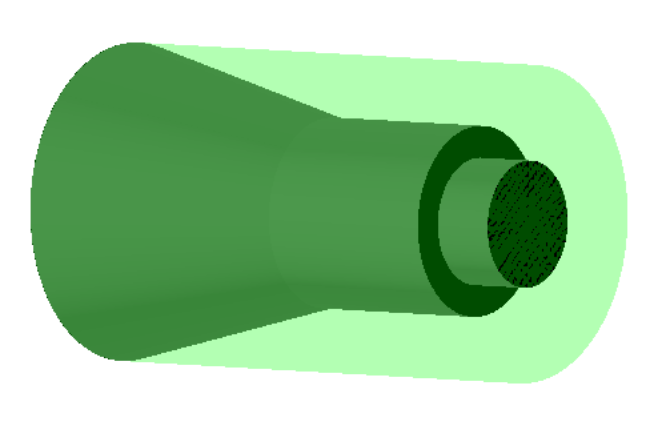
Do wielu operacji typu "czop pod łożysko" taki program w zupełności wystarczy, jest totalnie za darmo, a jego nauka zajmie kilka minut...
Są jeszcze inne polecenia, bardzo użyteczne, ale nie będę ich opisywał, bo autor zrobił to bardzo dobrze.
https://github.com/kachurovskiy/lathecode/tree/main/src
Jest tam też kod źródłowy, co jest bardzo istotne, ale o tym później.
Tyle pochwał, przejdźmy do wad.
Program jest napisany pod specyficzną maszynę ze specyficznym sterowaniem, w czym formalnie nie ma niczego złego, ale autor dał też możliwość wygenerowania kodu na inne sterowania, co właśnie spieprzył i to totalnie.
Jego maszyna, z zupełnie nieznanych powodów, ma odwrócone osie, co da się naprawić poleceniem AXES RIGHT DOWN, ale ono co prawda osie odwraca, ale początek obróbki nadal ustawia w "minus X", co jest gwarancją pięknego dzwona...
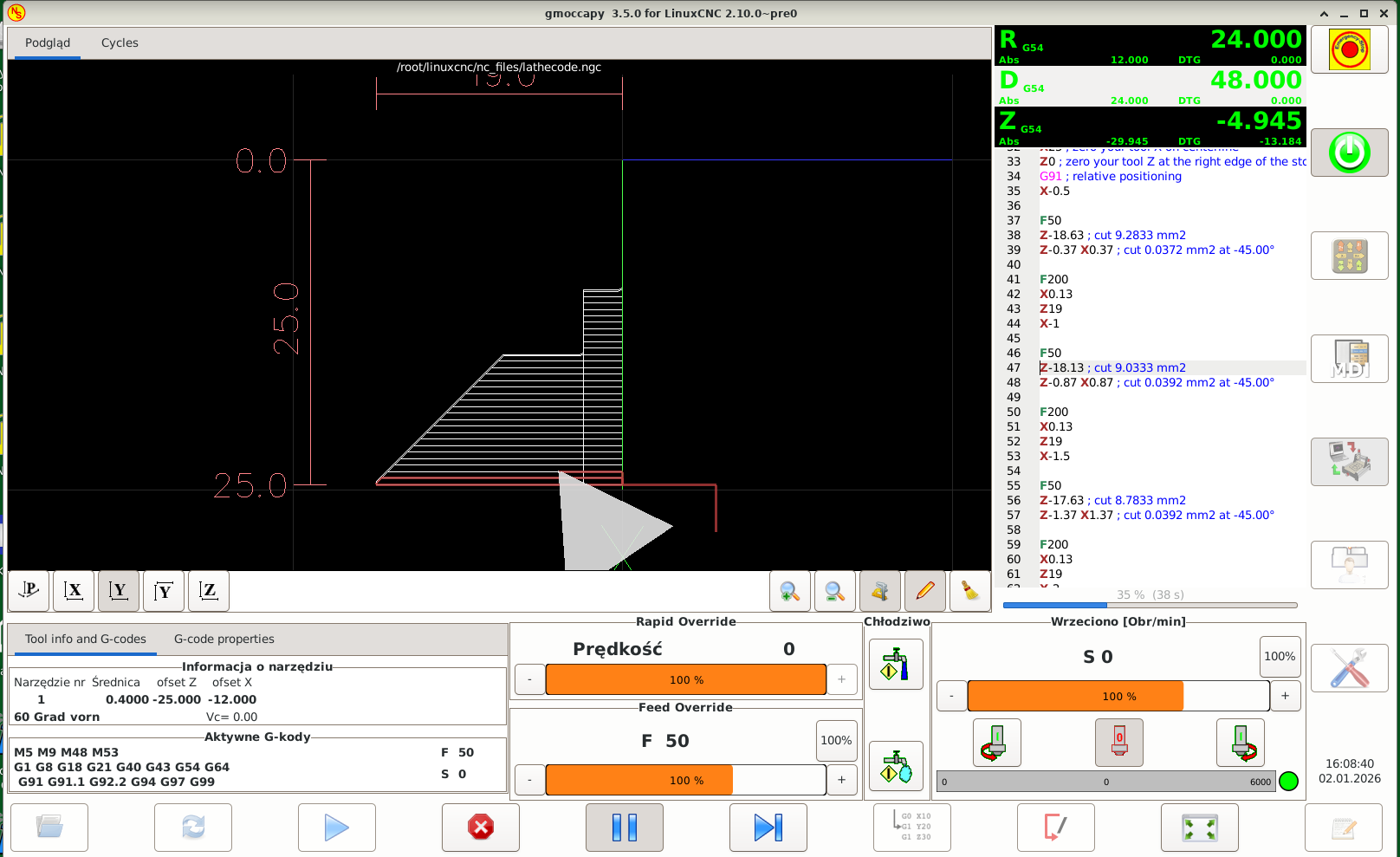
Dodatkowo, sterowanie użyte przez autora nie obsługuje kodów G0 i G1, więc w wygenerowanym kodzie ich nie ma. LinuxCNC wywali błąd i nie ruszy, ale spodziewam się, że w innym sterowaniu może być jeszcze gorzej i może na przykład wykonać cały program na G0...
Autor ewidentnie tak jest zapatrzony w swoje dzieła, że reszty świata poza nimi nie widzi.
Tak więc musimy w gotowym programie wykonać kilka, na szczęście dość prostych zmian.
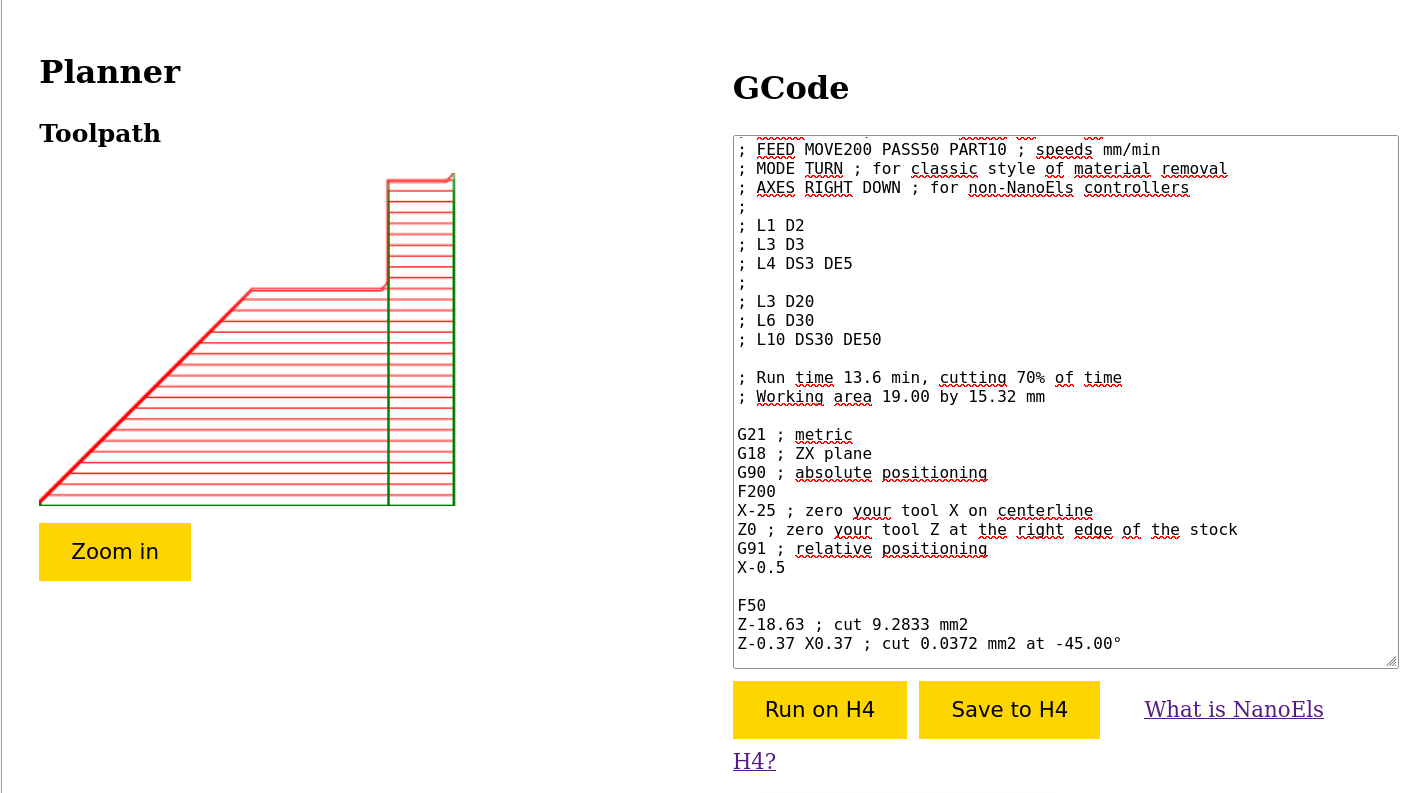
Oto przykładowy fragment wygenerowanego g-kodu:
Kod: Zaznacz cały
G21 ; metric
G18 ; ZX plane
G90 ; absolute positioning
F200
X-2.5 ; zero your tool X on centerlineTrochę to upierdliwe, ale jak widać nic szczególnie trudnego. (Można użyć do tego skryptu, jeśli ktoś potrafi.)
Tak zmieniony program powinien dać się uruchomić na każdym normalnym sterowaniu i nie robić żadnych niespodzianek.
Wróćmy do https://github.com/kachurovskiy/lathecode/tree/main/src.
Jest tam opublikowany kod źródłowy, który (jak twierdzi autor, bo ja nie sprawdzałem) da się skompilować do strony HTML, którą można otworzyć lokalnie, w (przynajmniej teoretycznie) dowolnej przeglądarce. O ile to faktycznie zadziała, to można usunąć błędy o których pisałem.