




")
Zasadniczo to potrzebowałem prostego suba do gwintowania.
G76 oferuje możliwość zdefiniowania wielu parametrów, w czym łatwo się pogubić, a ja chciałem tylko podać średnicę nominalną, skok i długość (reszta ustawień domyślna).
Ponieważ tokarki nie trzymam w domu, więc zaistniała konieczność znalezienia dobrego symulatora (wbrew temu, co tu niektórzy twierdzą, symulator to nie jest LinuxCNC uruchomiony na maszynie wirtualnej, tylko taka konfiguracja w której jest symulowany (udawany) nieistniejący fizycznie sprzęt (np. enkoder wrzeciona, bez którego G76 nie ruszy z miejsca)).
Przeszukując dysk znalazłem folder linuxcnc/sample-configs/sim/gmoccapy/lathe_configs a w nim moją uwagę zwrócił plik lathe_macros.ini
Ponieważ zaciekawiło mnie co to za cholera ten macros, więc postanowiłem go uruchomić.
Gmoccapy zaczął pluć komunikatami błędu, z których wynikało, że jakieś zmienne są ponownie zadeklarowane. Cholera wie o co chodziło, ale skończyło się na tym, że wywaliłem w cholerę trefny plik gmoccapy_lathe.pref (to jest plik konfiguracji gmoccapy i jak go nie ma, to jest tworzony nowy z domyślnymi parametrami). Po tym zabiegu LinuxCNC uruchomił się.
Samo makro do gwintowania okazało się spieprzone (wszystkie przejścia na tej samej głębokości), innych póki co nie sprawdzałem.
Spojrzałem na daty plików i okazało się, że październik 2023, więc pomyślałem że może są nowe, poprawione wersje.
Ściągnąłem najnowsze źródła LinuxCNC z Githuba i zacząłem szukać.
No cóż, burdel totalny.
W configs/sim/gmoccapy/lathe_configs jest ten stary, niedziałający plik, w nc_files/macros/lathe nowszy i chyba działający, a w nc_files jeszcze jeden i zupełnie inny...
Z kolei w nc_files/macros/lathe jest starsza wersja LatheMacro.svg (odpowiadającego za wyświetlone obrazki) i nie należy go nigdzie kopiować...
Fajnie to wygląda:
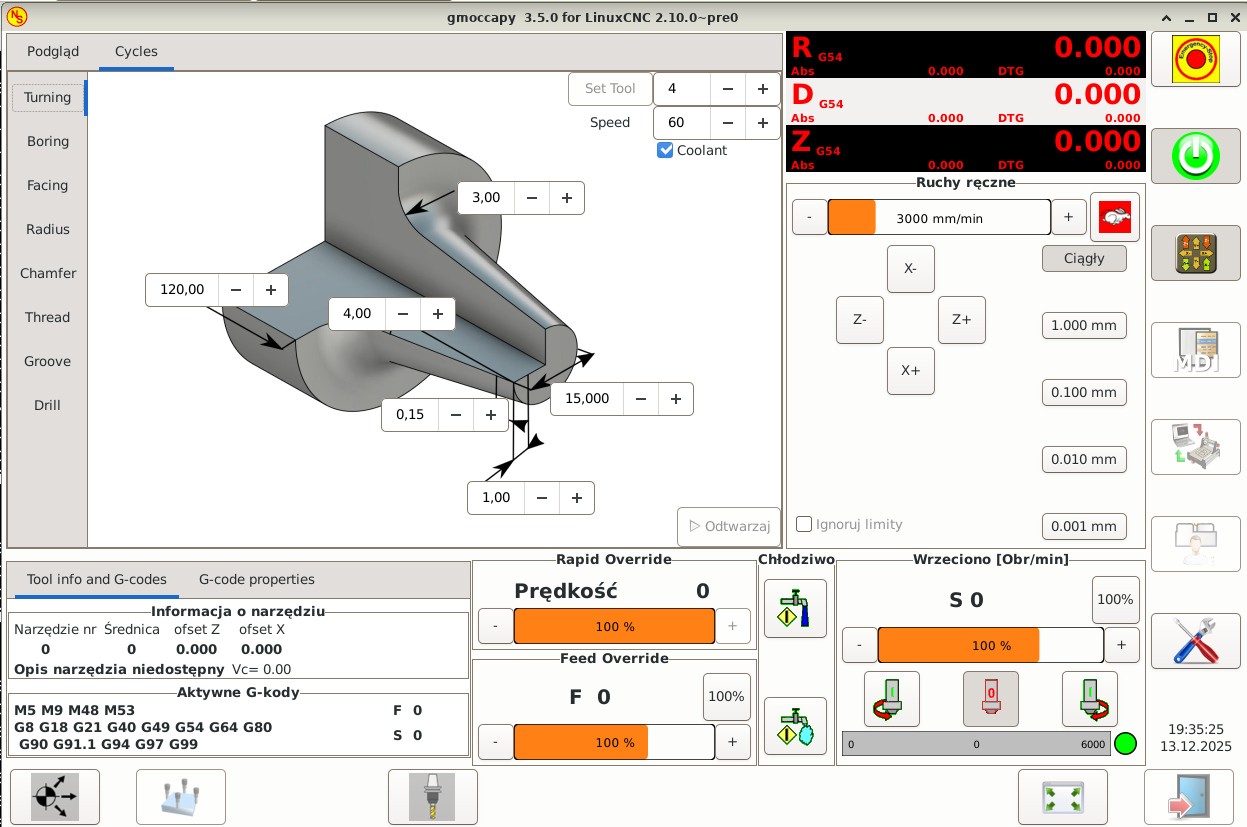
Dodanie własnych makr jest możliwe, choć do łatwych nie należy.
Trzeba oprócz napisania suba dodać do LatheMacro.svg warstwę z własną grafiką i potem podłubać w pliku lathemacro.ui - sporo roboty i trzeba się na tym znać.
Niestety, amatorzy muzealnego oprogramowania mogą zapomnieć. To jest zabawka dla posiadaczy aktualnego LinuxCNC...
Dodane 7 minuty 27 sekundy:
Zapomniałem dodać, że w tych nowszych plikach jest coś takiego :
(MSG, Unpause To start Threading Macro)
m0
Niby wszystko w porządku, tylko pojęcia nie mam jak zrobić "unpause", bo odpowiedzialny za to klawisz w tym trybie nie jest wyświetlany....
Na razie zakomentowałem te linie, co z tym docelowo zrobić pomyślę później...
Dodane 1 godzina 53 minuty 28 sekundy:
Dzisiaj to już mi się nie chce, ale na pewno te suby trzeba będzie dopieścić.
Przykładowo gwintowanie.
Nie ma nic złego w gwintowaniu na s200, nie ma nic złego w toczeniu na g95 F0.1, ale g95 F0.1 s200 to jest masakra (20 mm/min)...


")






