



G41 G42
-
Tumultuous
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 1
- Rejestracja: 24 lip 2025, 04:04
-
jasiekk7
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 303
- Rejestracja: 31 lip 2011, 15:03
- Lokalizacja: Żywiec
Re: G41 G42
Ciężko, żeby ktoś na forum wytłumaczył lepiej niż autor artykułu specjalnie po to napisanego, a tych jest jednak sporo.
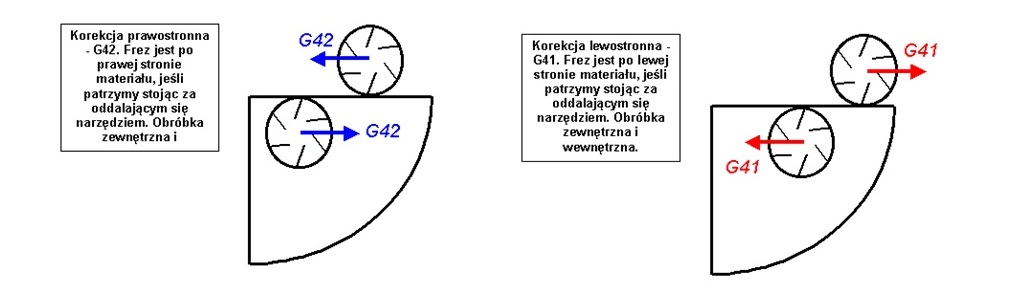
Z grubsza programowanie polega na wpisywaniu koordynat konturu przedmiotu obrabianego. Frezujesz prostokąt 50x100. Ale skąd maszyna ma wiedzieć, czy frez ma iść po wewnętrznej stronie czy po zewnętrzne? To trzeba jej powiedzieć czy ma "jechać" po lewej czy po prawej stronie (oczywiście musisz wcześniej wiedzieć w którą stronę "puszczasz" frez, czy zgodnie z ruchem wskazówek czy przeciwnie).
Sprawdź to:
http://przemocnc.pl/2019/10/31/37-g40-g ... rezowanie/
Z grubsza programowanie polega na wpisywaniu koordynat konturu przedmiotu obrabianego. Frezujesz prostokąt 50x100. Ale skąd maszyna ma wiedzieć, czy frez ma iść po wewnętrznej stronie czy po zewnętrzne? To trzeba jej powiedzieć czy ma "jechać" po lewej czy po prawej stronie (oczywiście musisz wcześniej wiedzieć w którą stronę "puszczasz" frez, czy zgodnie z ruchem wskazówek czy przeciwnie).
Sprawdź to:
http://przemocnc.pl/2019/10/31/37-g40-g ... rezowanie/
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: G41 G42
Przecież to jest skrzyżowanie totalnych bzdur i truizmami, czyli w sumie tekst kompletnie bezużyteczny.jasiekk7 pisze: ↑08 wrz 2025, 13:34Sprawdź to:
http://przemocnc.pl/2019/10/31/37-g40-g ... rezowanie/
Istotą G41/G42 jest prowadzenie narzędzia o promień obok programowanej ścieżki, co robi maszyna i nie ma potrzeby w to wnikać.
Natomiast rzeczą istotną i powszechnie pomijaną jest wejście w korekcję i wyjście z korekcji.
Szczególnie wejście powoduje problemy, bo jest obowiązkowe (frez nie może być jednocześnie na ścieżce i obok niej), oraz musi być wystarczającej długości. Dlatego też bzdurą jest twierdzenie, że jak jest korekcja, to można użyć freza dowolnej średnicy. Zawsze można użyć cieńszego, nie zawsze grubszego.

-
 kozak12
kozak12
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 438
- Rejestracja: 22 cze 2013, 16:49
- Lokalizacja: mazowsze
Re: G41 G42
Tux jak zwykle jak Filip z konopii .tuxcnc pisze: ↑08 wrz 2025, 19:59Przecież to jest skrzyżowanie totalnych bzdur i truizmami, czyli w sumie tekst kompletnie bezużyteczny.jasiekk7 pisze: ↑08 wrz 2025, 13:34Sprawdź to:
http://przemocnc.pl/2019/10/31/37-g40-g ... rezowanie/
Istotą G41/G42 jest prowadzenie narzędzia o promień obok programowanej ścieżki, co robi maszyna i nie ma potrzeby w to wnikać.
Specjalista od teorii.
Istotą kompensacji jest robienie elementów z zadana tolerancja bez potrzeby ciaglego zmieniana programu.
Co do kompensacji to zależy od konkretnej maszyny . Jedne radzą sobie z nią lepiej inne gorzej . Ja po długich bokach doszedłem do tego że moja maszyna nie radzi sobie z g41 natomiast g 42 działa jak należy. Korekta lewo i prawostronna w zależności od kierunku obróbki.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: G41 G42
Zaraz się podniesie dziki wrzask, że tux jest cham, bo znowu komuś nawsadzał od debili...
A co niby mam zrobić, kiedy G41 i G42 to jest dokładnie to samo, tyle że albo po prawej, albo po lewej...
-
kozak12
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 438
- Rejestracja: 22 cze 2013, 16:49
- Lokalizacja: mazowsze
Re: G41 G42
Żeby bylo dokładnie to samo to by działało.
Niestety tak nie jest. Czemu nie wiem. Może jakieś parametry nie pozwala.
Dużo zależy od rodzaju sterowania.
a o nim autor postu nic nie napisał.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: G41 G42
Kod: Zaznacz cały
G10 L1 P1 R3
M6 T1
S1000 F1000
G0 Z30
X0 Y0
Z0
G41
G1 Y6
Y12
G40 Y18
G42 Y12
Y6
G40 Y0
G0 Z30
M30-
kozak12
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 438
- Rejestracja: 22 cze 2013, 16:49
- Lokalizacja: mazowsze
Re: G41 G42
Przykład z Linuxtuxcnc pisze: ↑08 wrz 2025, 21:07Kod: Zaznacz cały
G10 L1 P1 R3 M6 T1 S1000 F1000 G0 Z30 X0 Y0 Z0 G41 G1 Y6 Y12 G40 Y18 G42 Y12 Y6 G40 Y0 G0 Z30 M30
Weź ten przykład na innym sterowniku






