



")
jest potrzeba obniżenia czoła czujnika długości narzędzia, tylko pogubiłem się jak to wykonać.
Maszyna ma ATC i makro M6 (makro na podstawie przykładu z "PikoCNC Macro manual").
W moim M6 mam CT_HEIGHT=24.488;
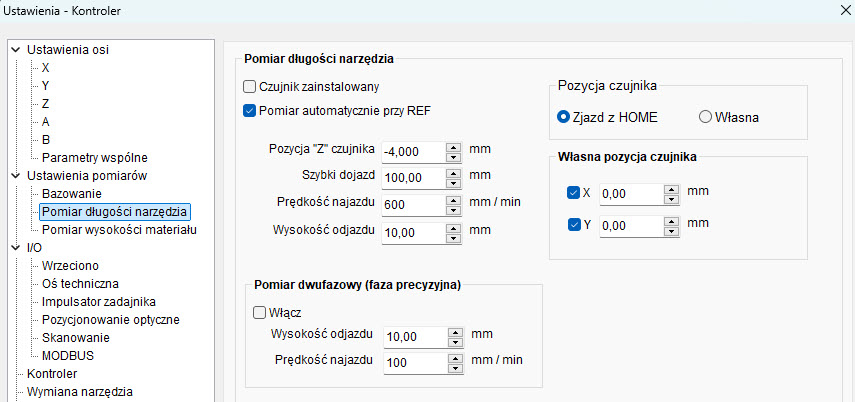
rozumiem, że zmienna CT_HEIGHT w M6 nadpisuje wartość w kontrolerze, gdyż aktulanie w polu "Pozycja "Z" czujnika = -4
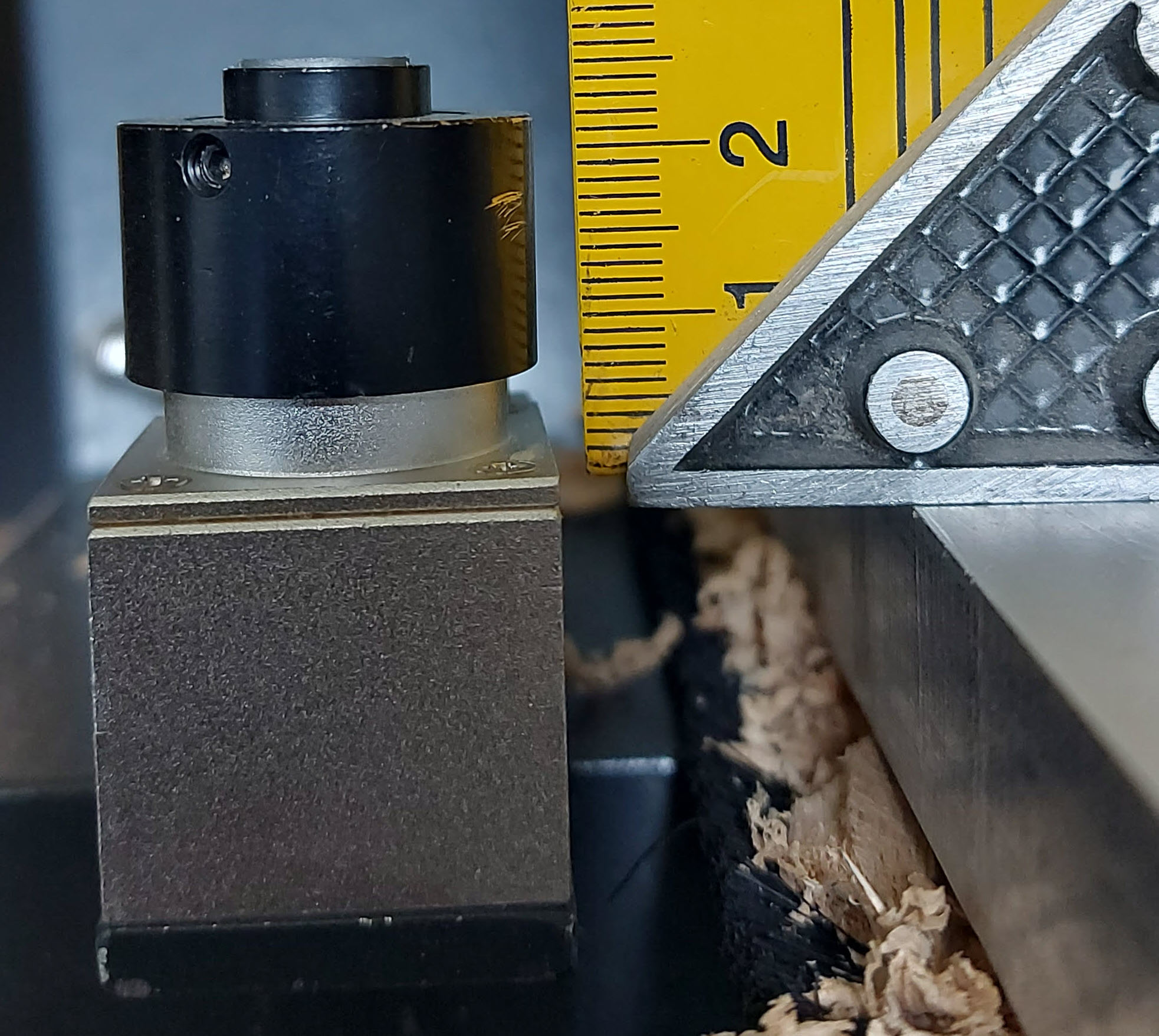
to -4 nijak się ma do porcedury pomiaru pozycji „Z” czujnika długości narzędzia z REF_Z_manual.pdf ("P6 = APZ - zmierzona odległość"), gdyż jak pomieżyłem to 83,5 (APZ/g53) - 55,2 (zmierzona odległość po wyjęciu stożka między czujnikiem i najniższym punktem wrzeciona) = 28,3.
Kilka pytań:
1. czy CT_HEIGHT nadpisuje ustawienia w kontrolerze ""Pozycja "Z" czujnika" ?
2. jak powinna być wyznaczona wysokość CT_HEIGHT ? zgodnie z manualem "REF_Z_manual.pdf" czyli P6 = APZ - zmierzona odległość?
3. skąd u mnie mogą pochodzić rozbieżności w poniższych 2 wartościach aż o 4mm?
CT_HEIGHT=24.488;
83,5 (g53) - 55,2 (zmierzona odległość) = 28,3
4. czy jak obniżę czujnik o równe 20mm i zmienię w M6 CT_HEIGHT z 24.488 na 4.488 (ignorując inne ustawiena w menu "Kontroler") to czy to wystarczy by nie zepsuc czegoś innego?
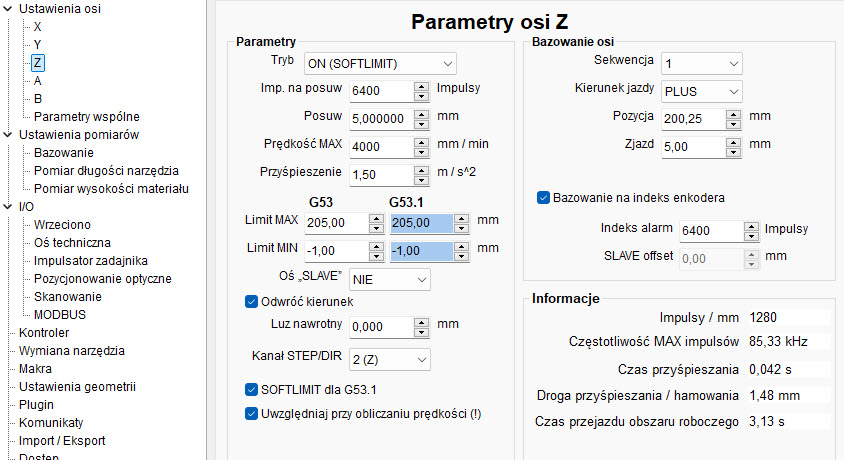
na wszelki wypadek wklejam ustawienia osi Z
z góry dziękuję za pomoc.


")

")







