





Zbudowalem juz w swoim zyciu frezarke CNC ktora juz kilka lat sprawuje sie swietnie i spelnila moje oczekiwania. Teraz przyszedl czas na grubszy projekt. Zalozenia projektu na poczatku byly dosyc proste. Mialem tokarke TYTAN 750 i planowalem dorzucic srube kulowa na os Z i na os X, dorzucic po silniczku, i prosty sterownik pod macha3 i jakos to by szlo ( tak zakladalem). Ale po doglebnym przeanalizowaniu tematu stwierdzilem ze taki amatorski "projekt zycia" musi wejsc z pompa... Wiec zalozylem taki plan:
Sterownik ESS Smothstepper z programem Mach4
Wymiana silnika wrzeciona z 1.1kW DC na 1kW servomotor
Silniki osi - 12Nm w zamknietej petli na os Z i 6Nm w zamknietej petli na os X
Sruba kulowa fi20 ze skokiem 4mm na os Z i fi12 skok 4mm ma os X
Imak szybkowymienny z baza narzedzi
Stol z wanna na wiory, chlodzeniem i odplywem
Zamykana kabina z drzwiami przesuwnymi.
Zalozenia projektowe zakladaly mozliwosc toczenia ze stala predkoscia skrawania, gwintowanie, napedzane narzedzia w osi X oraz Z, wiercenie w osi tokarki z oprawki na imaku. Konik sluzylby tylko do prdparcia elementu.
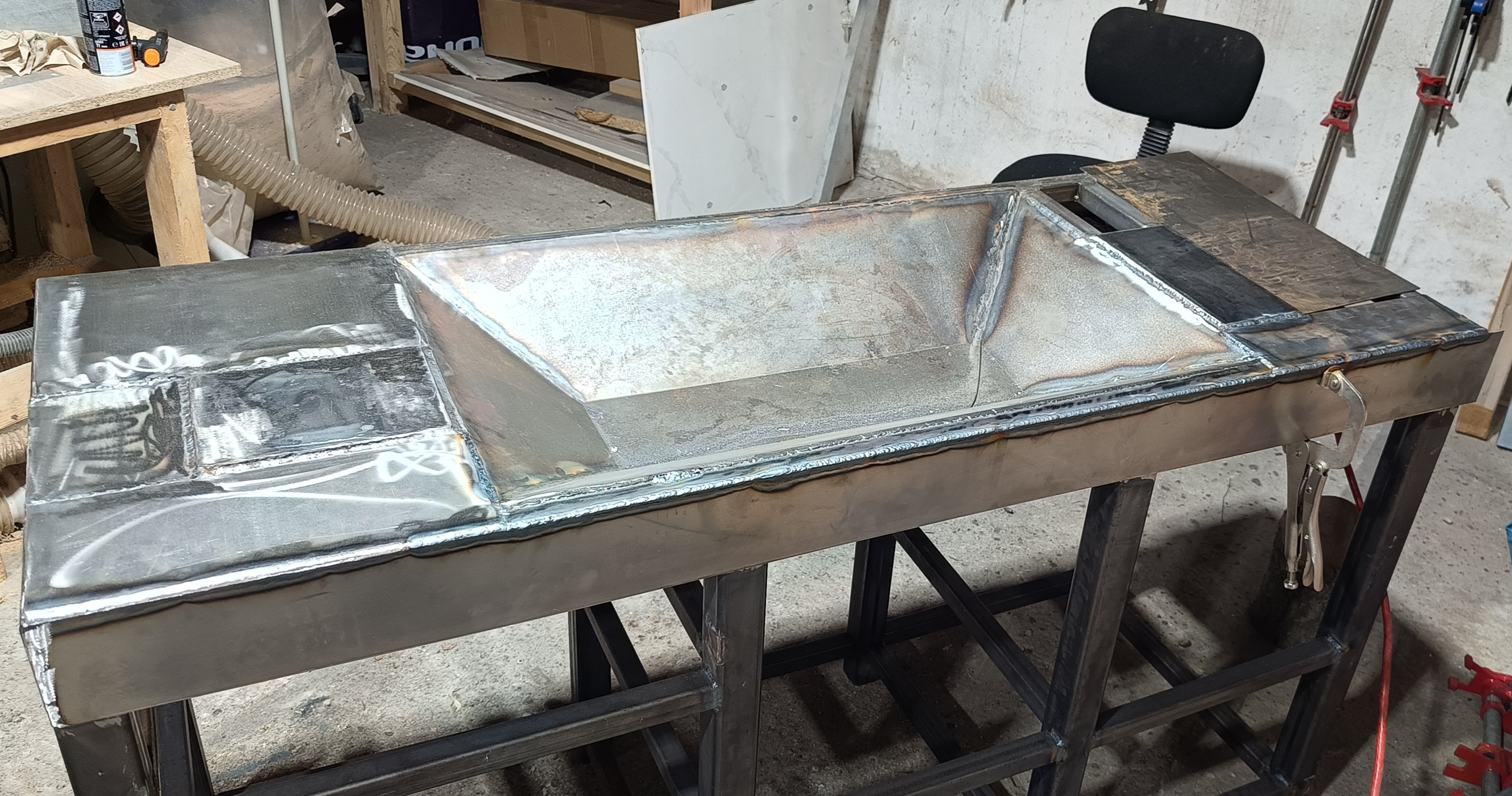
Zaczalem od budowy stolu. Zbudowany zostal z profili 30x30 i 50x50. Wyprofilowana zostala wanna na wiory i odplyw chlodziwa oraz przestrzen na szuflady narzedziowe, zbiornik na chlodziwo, skrzynke ze sterowaniem oraz dodatkowe polki. Czesc pod tokarke ukonczylem, szuflady oraz polki czekaja na dokonczenie w bardzo bliskiej przyszlosci.
Tokarka zostala rozebrana na czesni pierwsze, loze zostalo przymierzone do stolu a otwory montazowe zgrane z lozem.

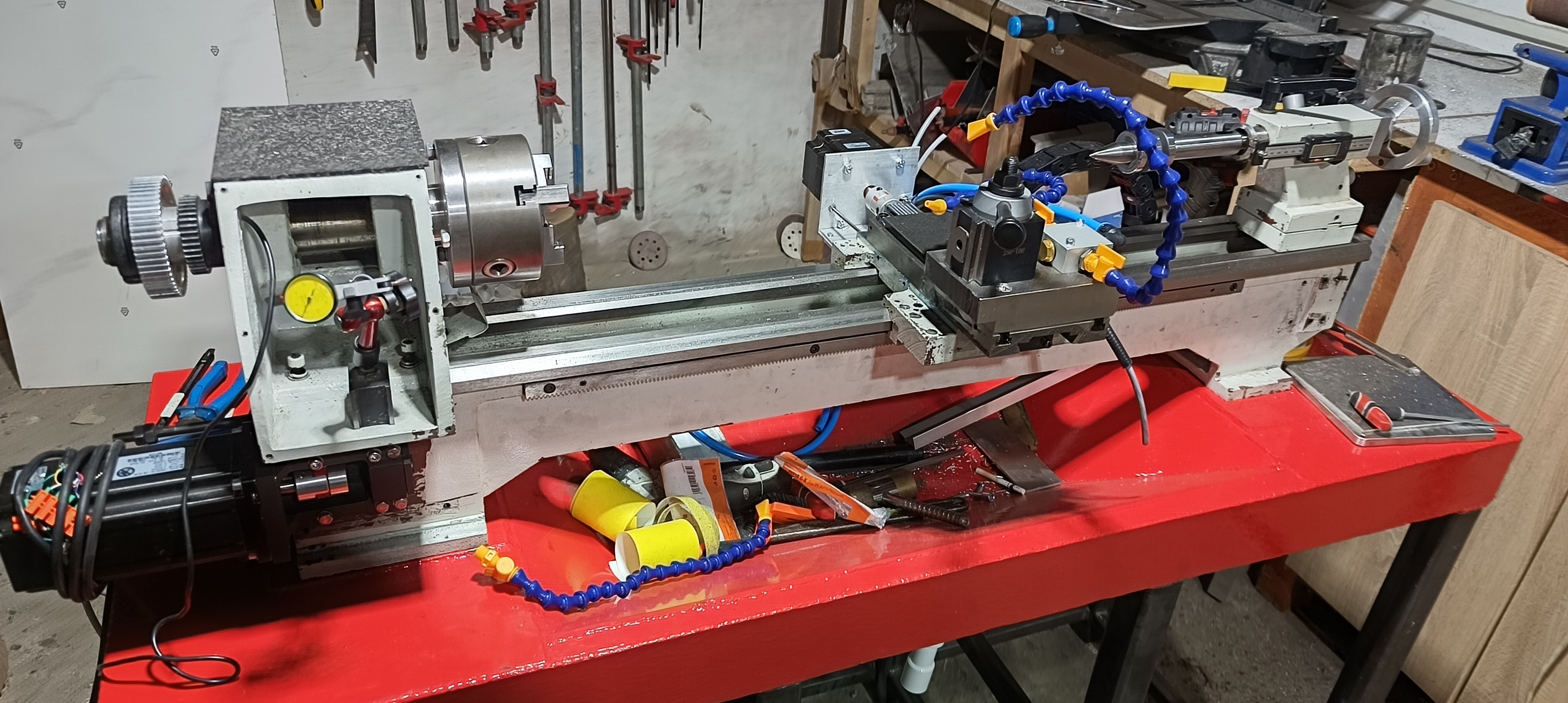
Gore pomalowalem na czerwono i zabralem sie za montaz calosci i elektroniki

Niestety nie dokumentowalem przebiegu prac, co z perspektywy czasu bylo bledem bo moglbym tu zrobic swietny poradnik jak wykonac przerobke tego konkretnego popularnego modelu bez glowienia sie i kombinowania .
Mam kilka filmow z testow ale za duze sa zeby wrzucic na forum. Dla chetnych chetnie wrzuce gdzies na jakis serwis .
Co na dzien dzisiejszy zostalo zrobione?
Maszyna zostala czesciowo zlozona i uruchomiona. Mozna na niej toczyc i gwintowac. Super sprawa bylo zamontowanie serwomotoru w przelozeniu 1:1 gdyz ze sterownika servo wyciagnalem bezposrednio sygnal enkodera i nie musialem kombinowac z montazem dodatkowych enkoderow na wrzecionie. Silnik 1kW jest wystarczajacy i nawet wiertlo fi20 ogarnie przy spokojnym wierceniu. Dokupilem w miedzyczasie bezprzewodowa wedke z pokretlem i mam tez sterowanie reczne. Stala predkosc skrawania dziala tez przy sterowaniu recznym, a wrzeciono automatycznie zwalnia albo przyspiesza w miare zblizania sie badz oddalania narzedziem od osi tokarki. Imak szybkowymienny pod noze 16x16 ma 14 oprawek na narzedzia i baze narzedzi w programie wiec zmiana narzedzia to czysta przyjemnosc . Jesli uda mi sie wrzucic na yt filmiki to zrobie edycje posta i zalacze. Pozdrawiam
Dodane 37 minuty 59 sekundy:
Wybaczcie odpowiedz pod wlasnym postem ale nie moge edytowac posta a wrzucilem filmiki z testow.
https://youtu.be/VwkpchtBqXs?si=T6phdrmG_1dczQej
Test stalej predkosci skrawania
https://youtu.be/1N2ZGaieuk4?si=8B68fC963CTmCuf1
Oraz test z toczenia gwintu
https://youtu.be/odD6YwcR6TM?feature=shared
Niestety pierwsza proba toczenia gwintu byla porazka gdyz mialem wtedy przelozenie na napedzie wrzeciona 1.5:1 a sygnal index pochodzil z silnika a nie wrzeciona. Gdy zmienilem przelozenie 1:1 wszystko bylo poprawnie i gwinty wychodza pieknie. W planach jest zrobienie obudowy z drzwiami przesuwnymi i mam nadzieje ze do nowego roku wyrobie sie ze wszystkim. Pozdrawiam



")






