



Witam, mam problem a mianowicie po obraniu strategii obróbki numer 2 po przybraniu w osi Z np 1mm maszyna zmienia kierunek obróbki. Jest sposób aby głowica cały czas planowała współbieżnie a nie jak to robi cykl że o każde zagłębienie zmienia tor obróbki.
Dziękuję z góry za odp.
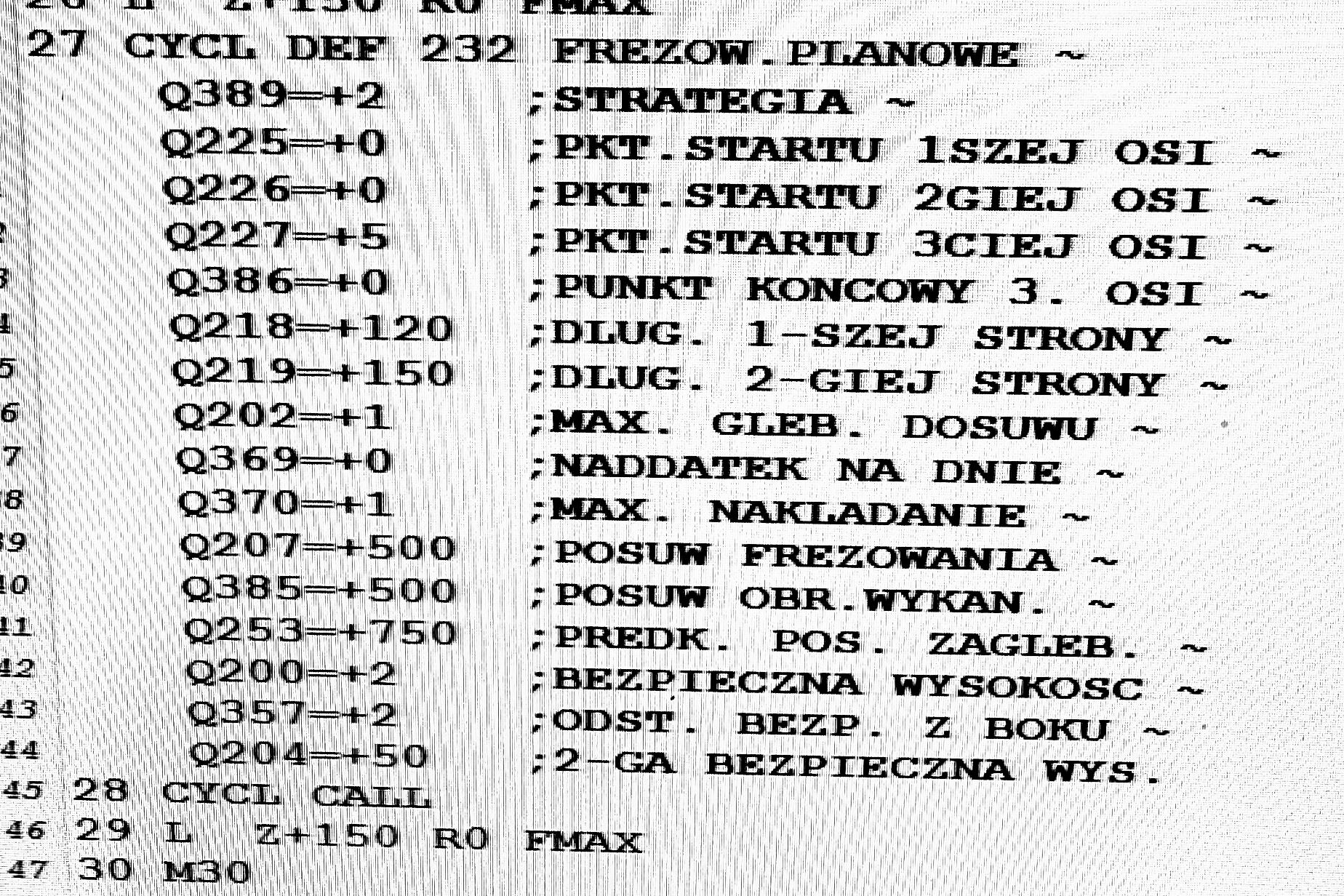
Cykl 232


-
majo5555
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 109
- Rejestracja: 26 paź 2015, 18:01
- Lokalizacja: Kielce
Re: Cykl 232
Strategia obróbki (0/1/2) Q389: określić, jak TNC
ma obrabiać powierzchnię:
0: obrabiać meandrowo, boczne wcięcie z posuwem
pozycjonowania poza obrabianą powierzchnią
1: obrabiać meandrowo, boczne wcięcie z posuwem
frezowania w obrębie obrabianej powierzchni
2: obrabiać wierszami, powrót oraz boczne wcięcie z
posuwem pozycjonowania
Jak widać (nie stoję przy maszynie więc nie mam 100% pewności) maszyna musi wyjeżdżać przy tym cyklu w górę aby wierszowala w jednym kierunku. Więc jeśli wyjeżdża Ci w górę i obrabia w różnych kierunkach musisz zmienić strategię. Chociaż to bardzo dziwne bo Q389=2 powinno działać w jednym kierunku. Jak możesz to wrzuć fotkę programu.
ma obrabiać powierzchnię:
0: obrabiać meandrowo, boczne wcięcie z posuwem
pozycjonowania poza obrabianą powierzchnią
1: obrabiać meandrowo, boczne wcięcie z posuwem
frezowania w obrębie obrabianej powierzchni
2: obrabiać wierszami, powrót oraz boczne wcięcie z
posuwem pozycjonowania
Jak widać (nie stoję przy maszynie więc nie mam 100% pewności) maszyna musi wyjeżdżać przy tym cyklu w górę aby wierszowala w jednym kierunku. Więc jeśli wyjeżdża Ci w górę i obrabia w różnych kierunkach musisz zmienić strategię. Chociaż to bardzo dziwne bo Q389=2 powinno działać w jednym kierunku. Jak możesz to wrzuć fotkę programu.
-
Sechusk
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 1
- Rejestracja: 09 paź 2024, 18:27
Re: Cykl 232
Ja również mam pytanie czy w tym cyklu jest możliwość ustawić tak żeby każde planowanie zaczynało się od x y 0 ?
Obecnie mam strategie 2
Pkt startu 1.2.3 osi na 0
Punkt końcowy 3 osi np 5mm
Długość 1 ......
Długość 2 ......
Max zagłębianie +1
Czyli 5 przejść po 1mm.
Pierwsze przejście 1mm zaczyna ok od x y 0 jak skończy na końcu płyty dodaje kolejny 1mm i wraca do początku płyty do x y 0 czyli przeciwbieżnie a mi to nie pasuje chciałbym żeby każdy dodany milimetr był dodawany od x y 0 czy jest taka możliwość ustawienia tego w tym cyklu ?
Obecnie mam strategie 2
Pkt startu 1.2.3 osi na 0
Punkt końcowy 3 osi np 5mm
Długość 1 ......
Długość 2 ......
Max zagłębianie +1
Czyli 5 przejść po 1mm.
Pierwsze przejście 1mm zaczyna ok od x y 0 jak skończy na końcu płyty dodaje kolejny 1mm i wraca do początku płyty do x y 0 czyli przeciwbieżnie a mi to nie pasuje chciałbym żeby każdy dodany milimetr był dodawany od x y 0 czy jest taka możliwość ustawienia tego w tym cyklu ?
-
strahodekox
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 114
- Rejestracja: 27 cze 2014, 10:23
- Lokalizacja: Warszawa
Re: Cykl 232
Nie można tego zmienić bezpośrednio w cylu 232, ale pytanie w jakim celu chcesz to robić skoro planowanie w ruchu "powrotnym" jest dokładnie tym samym planowaniem co w pierwszą stronę tylko jakby w rotacji 180st. Poza tym ruch planowania w strategii 2 jest sam w sobie jakby "przeciwbieżny" i widać do dobrze na symulacji przy zwiększonej głębokości skrawania.
HEHEHELMANS




