Steryd pisze:rez HSS odpowiednio duży i wjechać jak wiertłem.
Albo wiertło trepanacyjne i to samo.
aby wyciąć żądany otwór lub jego część na skraju profilu za pomocą wiertarki i frezu trepanacyjnego można sobie zrobić taki prosty przyrządzik który nie pozwoli na "myszkowanie" frezu na boki i zejście z osi zanim się wetnie w profil (wrzeciona wiertarek kolumnowych mają nieraz spore luzy).
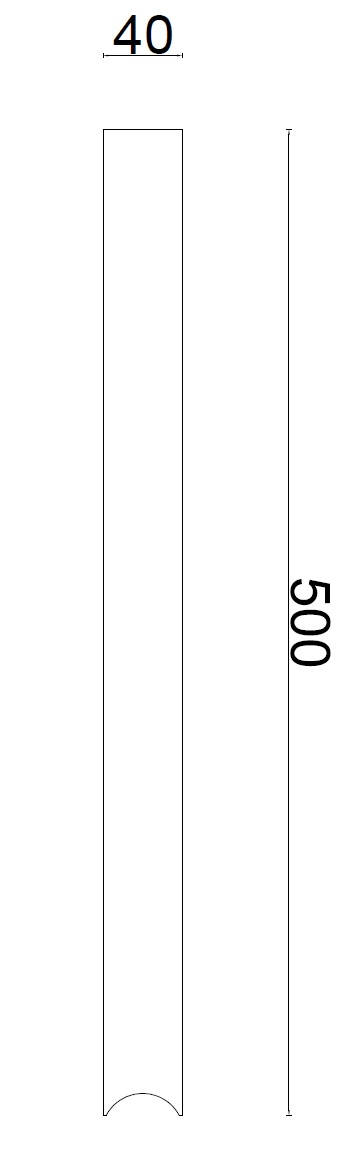
Wykonany jest z odpowiedniej szerokości (dla obrabianych profili) ceownika, wewnątrz którego znajdują się dwie listwy - ustalająca oś obrabianego profilu względem osi otworu(dla różnych wymiarów profili), np lewa, i druga, np prawa dociskająca profil. Obie ustawiane(dociskane) śrubami. .
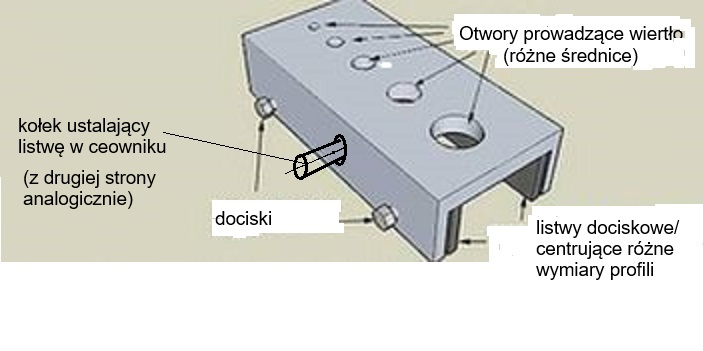
Kołki ustalające wkręcone w listwy dociskowe, przechodzące przez dopasowane otwory w bokach ceownika nie pozwalają im wypaść z ceownika przy zmianie detalu. A jednocześnie, jeśli ma być nawiercane wiele identycznych detali(profili), to by nie ustawiać każdego z osobna, można w jedną listwę, np w lewą ustalającą oś profilu, od wewnętrznej strony wkręcić w odpowiedniej odległości od końca kołek dystansowy, który będzie ustawiał/ustalał koniec obrabianego profilu względem osi otworu, a kołek ustalający listwę nie pozwoli jej przesuwać się wzdłuż ceownika trzymając wymiar oś otworu wiertła-kołek dystansowy.
Oczywiście jeśli interesuje nas tylko jedna średnica wiertła/frezu, to wystarczy tylko jeden otwór w ceowniku(ewentualnie większy otwór w ceowniku i wymienne wkładki na różne średnice wiertła)...







")


")

")







