")
Otóż dawno nie wycinałem niczego laserem, bo nie miałem takiej potrzeby, więc zapomniałem też jakich ustawień do jakiego materiału używałem. Nie jestem w stanie powiedzieć też czy podobne rzeczy zdarzały się wcześniej, ale aż takie cuda to na pewno miałem po raz pierwszy.
Laser to chińskie CO2 40W, taki najtańszy "do pieczątek" ze sterowaniem zmienionym na GRBL. Dawniej było starsze, ostatnio zmieniłem na wersję 1.1g.
Kilka dni temu zmarnowałem trochę pleksi, powiedzmy mniej niż arkusz A4, więc chlastać się nie będę, ale byłem tym bardzo zaskoczony. Otóż miejscami nie docinało na wylot. Puściłem program cztery razy i w sumie było tak samo - w jednym miejscu na wylot, gdzie indziej do połowy, chociaż przecież cztery razy pół to więcej niż jeden.
Ponieważ robota miała bardzo niski priorytet, więc sobie odpuściłem, pozostawiając rozwiązanie na przyszłość...
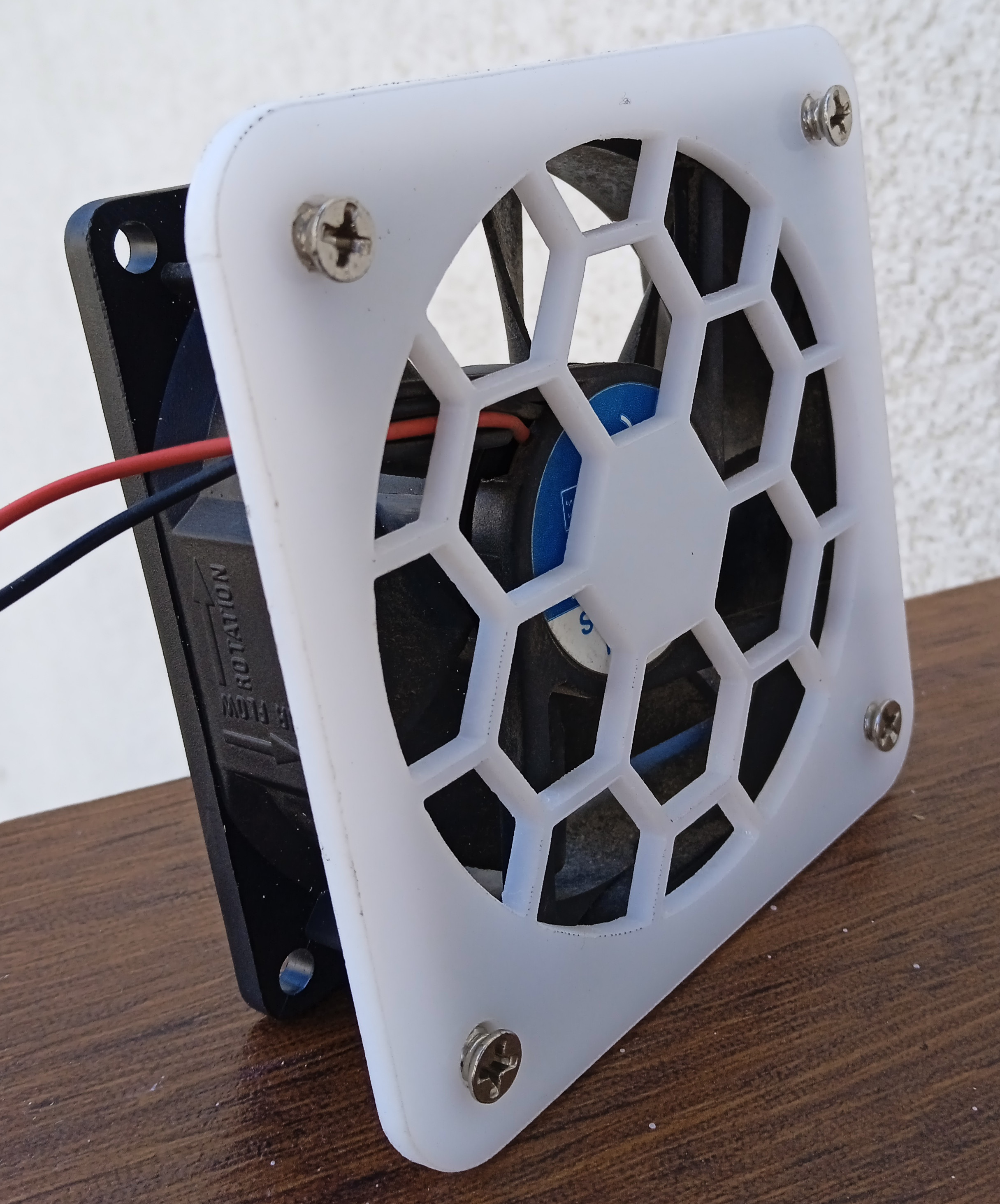
Dzisiaj jednak potrzebna mi była maskownica do wentylatora (standardowy 80mm z zasilacza komputerowego) i jej brak wstrzymywał projekt o najwyższym priorytecie, po prostu zamontować ją później byłoby bardzo pracochłonne albo ryzykowne, bo by trzeba było bebeszyć skrzynkę z elektroniki, albo ryzykować przewiercenie falownika...
Znalazłem w necie coś co mi się spodobało, ale projekt był fatalnie spieprzony i musiałem wszystko narysować od nowa.
W takich sytuacjach lubię dla pewności wyciąć szablon z kartonu i przymierzyć czy pasuje...
No i tutaj zrobił się kompletny cyrk...
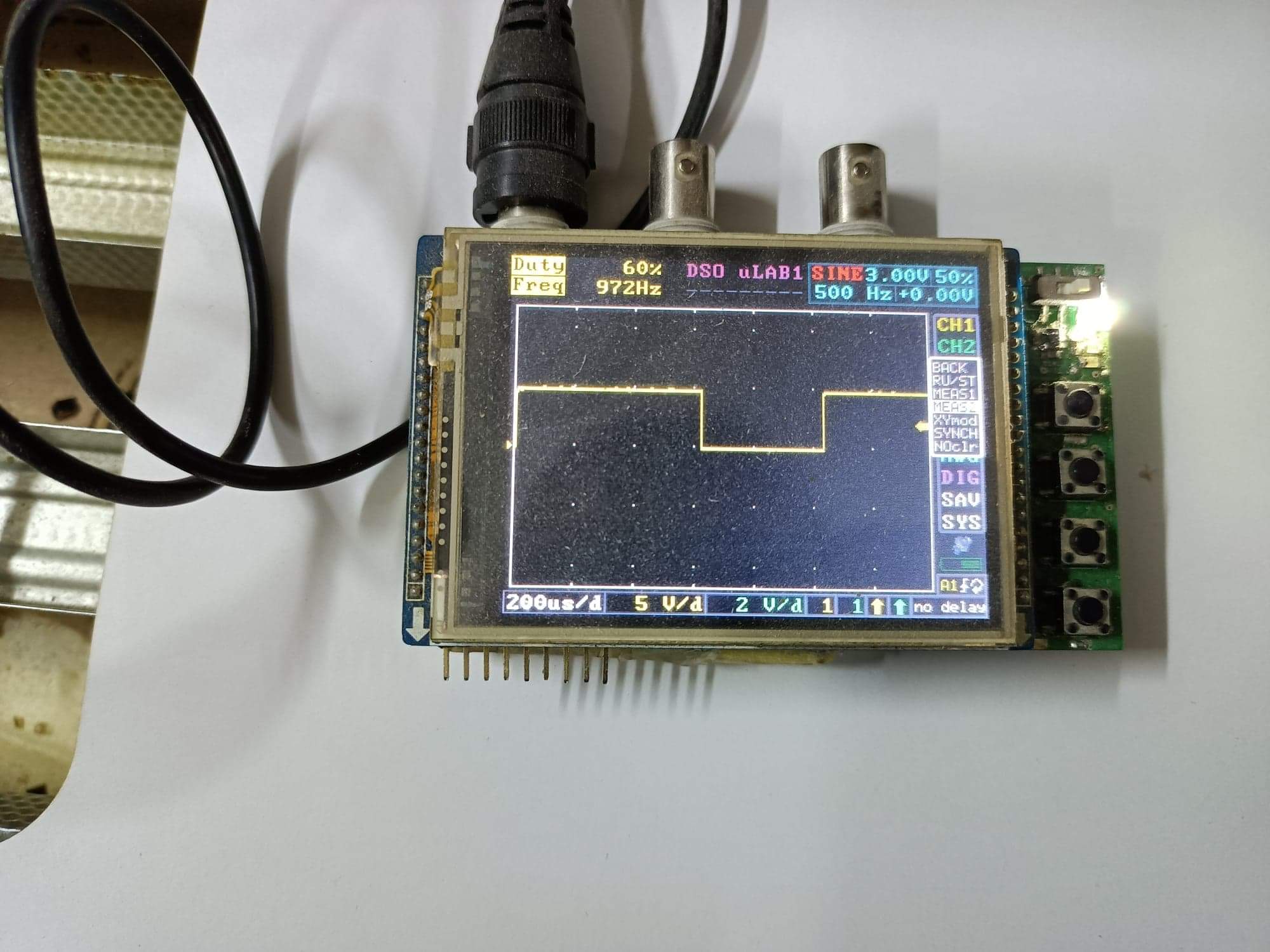
W dxf2gcode ustawiłem F2000 i S600, (mam własny postprocesor, który zamienia posuw w zetce na moc lasera), co powinno być wartościami dobrymi dla kartonu 130g...
Wyszło takie cudo:
Jak widać, najpierw cięło właściwie, znaczy się na wylot, ale wraz z postępem pracy coraz gorzej, zasilacz zaczął rzęzić, a moc spadała, choć w g-kodzie nie było ku temu podstaw...
Myślałem że trafi mnie szlag...
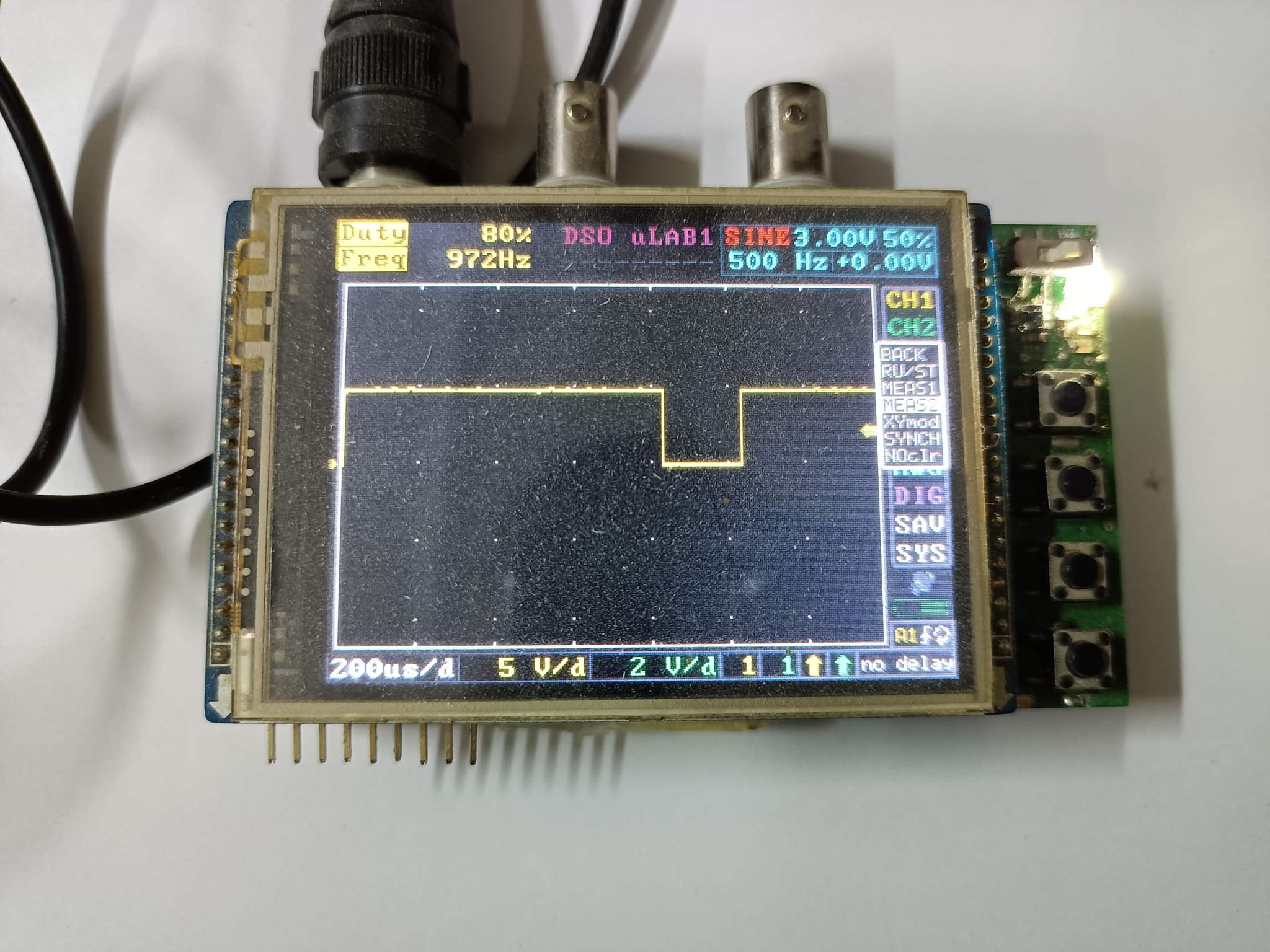
Zmieniłem F600 na F800, co niby nie powinno być wielką różnicą (F1000=100%) i stał się cud - laser zaczął działać jak powinien i dostałem potrzebny mi szablon...
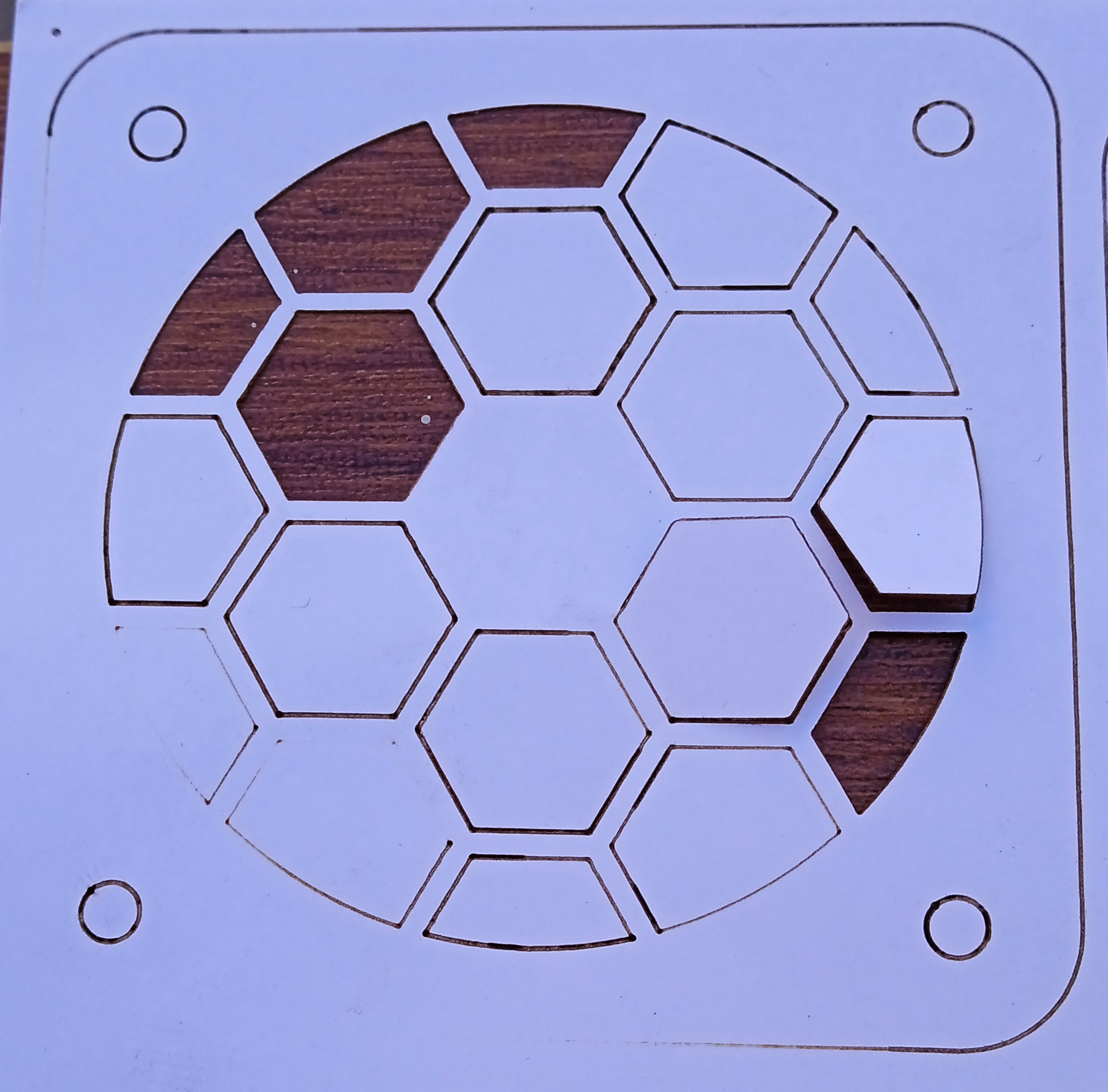
Po zmianie F2000 na F100 pięknie wyciął maskownicę z mlecznej pleksi ≠3 mm:
Wszystko było wycięte idealnie i dało się rozdzielić bez żadnych narzędzi...
No i teraz pytanie:
Czy ktoś się już spotkał z takimi trefnymi parametrami?
Wygląda jakby GRBL gryzł się z zasilaczem, może częstotliwość PWM jest niewłaściwa?
Projekt maskownicy może się komuś przyda, to przy okazji udostępniam:


")