



Stal C45


-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Stal C45
Na długości 195?- musisz mieć badzo dobrą frezarkę, super imadło (i do tego wielkie) i delikatnie lizac, to może się udać. Nieopłacalne rydzyko.
Można?
Morzna!!!
Morzna!!!
-
Cris992
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 149
- Rejestracja: 25 lut 2019, 21:54
Re: Stal C45
To raczej nie jest problem samego materiału, a sposobu mocowania. No chyba, że zbierasz 30% blachy to wtedy zawsze się odkształci. Tak jak napisał steryd jest to nieopłacalne chyba, że masz b. dobrą maszynę i stół próżniowy - na imadłach zawsze różnie może wyjść.
Kiedyś kazano mi na frezarce zrobić blachę 2200x760 z tolerancją do 0.1mm na grubości - wyszła kupa, tak jak się spodziewałem.
Kiedyś kazano mi na frezarce zrobić blachę 2200x760 z tolerancją do 0.1mm na grubości - wyszła kupa, tak jak się spodziewałem.
-
Arias2
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 605
- Rejestracja: 29 lip 2007, 10:49
- Lokalizacja: wieluń-eslov
Re: Stal C45
No to i ja się wypowiem, Jak masz dobry proces obróbki to zrobisz to bez problemu nawet w imadle.
Wszystko zależy ile masz naddatku na splanowanie.
Masz masę otworów które możesz wykorzystać do przykręcenia do przyrządu np śrubami M6 i planować z każdej strony.
Sam robię min 3 razy w roku płyty z kwasówki gdzie najmniejsza to 800x800x18, a największa 1800x600x18 wszystkie grubość w tolerancji +-0.05 i płaskości do 0.1 po całości. Uzyskanie tego nie jest problemem.
Wszystko zależy ile masz naddatku na splanowanie.
Masz masę otworów które możesz wykorzystać do przykręcenia do przyrządu np śrubami M6 i planować z każdej strony.
Sam robię min 3 razy w roku płyty z kwasówki gdzie najmniejsza to 800x800x18, a największa 1800x600x18 wszystkie grubość w tolerancji +-0.05 i płaskości do 0.1 po całości. Uzyskanie tego nie jest problemem.
-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Re: Stal C45
Ostatnio robiłem stalowe S355 mniejsze blaszki rzędu 50x100x15 z wymaganiem równoległości 0,05 i od razu
założyłem proces frezowania końcowego z mocowaniem na stole magnetycznym. I znam teoretyków, którzy twierdzą, że spokojnie da się uzyskać na frezarce setkę równoległości. Nie przykładałem się jakoś specjalnie, bo założyłem, że się zmieszczę, ale na samym wejściu i zejściu głowicy z materiału potrafi uciec ponad setka z wymiaru i jest skos. Wygięcie z naprężeń pomijam przy tych gabarytach. Natomiast wczoraj robiłem klocek aluminiowy 50x50x50 ale w imadle i po zdjęciu sięgając pasametrem w każdy punkt tego kwadratu gdzie ostatnie 50 było robione w imadle z dobicia na płaską szlifowaną płytkę (a nie podkładki) to w 0,04 zmieściłem się na styk. Chętnie przeczytam jaką techniką kolega Arias uzyskuje bezproblemowo te równoleglości jeśli nie ma możliwości przymocowania płyty śrubami. Bo wtedy technologia jest decydująca - w końcu arkusze blach alumniowych (bez otworów) też się frezuje ale odchyłka płaskości jest często grubo ponad 0,1.
-
Arias2
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 605
- Rejestracja: 29 lip 2007, 10:49
- Lokalizacja: wieluń-eslov
Re: Stal C45
CFA pisze:...
Fakt że z takimi małymi detalami mam sporadycznie do czynienia, bo tego typu kostki służą mi raczej jako podkładki pod mocowanie, ale
robiąc w imadle wybieram takie strony obróbki gdzie można zrobić na gotowo 5 z 6 stron (mam na myśli planowanie i uzyskanie wymiarów).
Ostania strona to tylko kwestia siły ścisku i umiejętnego dobicia do podstawek od spody na tyle dużych żeby można było zmierzyć.
Większe elementy jeśli nie mają otworów pod coś (z czym się jeszcze nie spotkałem że płyty powyżej 500x500 są bez otworów, a wymagana jest jakaś grubość) to albo są wycinane z arkusza z dodatkami na mocowanie tzw: uszy, lub jeśli jest to możliwe są zamawiane wymiary gotowe. Gotowce są zazwyczaj z aluminium gdzie tolerancja wymiarowa mieści się w 0.02mm i jest płaskość też po całości (Ale to chyba wiecie)
Zaraz pewnie ktoś napisze że to się nie opłaca i lepiej sobie to darować. Wszystko się opłaca tylko trzeba dobrze gadać z klientem. A jak dobry klient to nie robi się tylko jednego detalu tylko są zamówienia gdzie na jednych się zarabia sporo a na innych traci, ale w ogólnym rozliczeniu wychodzi się na plus.
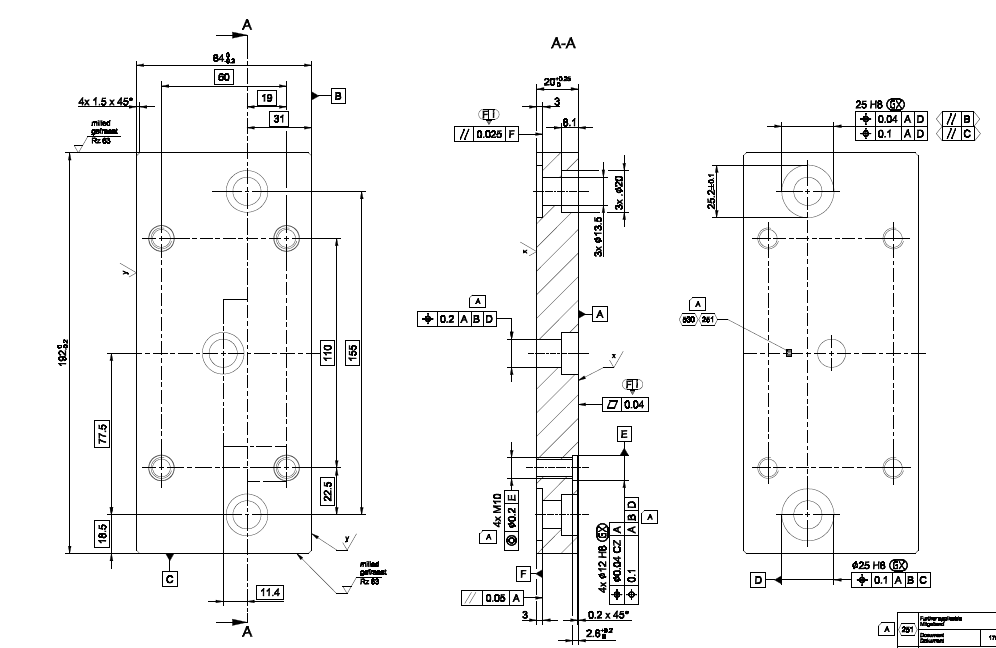
CO do konkretnej technologii to podaj przykład z rysunkiem to powiem jak bym to zrobił.
-
CFA
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Re: Stal C45
Arias2 pisze: ↑19 cze 2021, 11:02CFA pisze:...
Ostania strona to tylko kwestia siły ścisku i umiejętnego dobicia do podstawek od spody na tyle dużych żeby można było zmierzyć.
Większe elementy jeśli nie mają otworów pod coś (z czym się jeszcze nie spotkałem że płyty powyżej 500x500 są bez otworów, a wymagana jest jakaś grubość) to albo są wycinane z arkusza z dodatkami na mocowanie tzw: uszy, lub jeśli jest to możliwe są zamawiane wymiary gotowe. Gotowce są zazwyczaj z aluminium gdzie tolerancja wymiarowa mieści się w 0.02mm i jest płaskość też po całości (Ale to chyba wiecie)
No właśnie to ostatnie mocowanie do odfrezowania jest najistotniejsze jeśli grubość jest w detalu do uzyskania.
Jeśli masz otwory do przyciągnięcia płyty, to jest łatwiej - szczególnie jeśli chodzi o wymiar, ale nie byłbym taki odważny jeśli chodzi o płaskość. Bo co z tego jak przemierzysz całą płytę i wymiarowo siedzi w 2-3 setkach ale odmocowana i położona na granitowym stole kolebie się jak zeschły liść. Gotowce z aluminium mają płaskość rzędu sporo ponad 0,1 na metrze kwadratowym- z reguły jest lepiej ale jak Ci się trafi skośny arkusz akurat gdy potrzebujesz płaskości, to może być problem. Ostatnio płyta alu (precyzyjna, frezowana) uciekała 5 setek na odcinku 200mm.
Ja nie robię takich grzmotów, możesz podrzucić i pokazać, to o czym wspomniałeś 800x800x18
ale pewnie tam otwory miałeś. Możesz napisać kto tę płaskość kontrolował i czym.
-
jasiu...
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 6112
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Re: Stal C45
I tu jest błąd, imadło musisz wykluczyć przy tej obróbce. Masz cztery gwintowane otwory M10, możesz je wykorzystać, a pod nie podstawić tulejki. Moim zdaniem wyjdzie w mikronach. A w imadło sobie wkręć płytę pomocniczą, do której przymocujesz płytkę.
-
Arias2
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 605
- Rejestracja: 29 lip 2007, 10:49
- Lokalizacja: wieluń-eslov
Re: Stal C45
CFA pisze:Ja nie robię takich grzmotów, możesz podrzucić i pokazać, to o czym wspomniałeś 800x800x18
ale pewnie tam otwory miałeś. Możesz napisać kto tę płaskość kontrolował i czym.
Niema problemu, tylko że obecnie będą to tylko rysunki, bo ostatnia partia skończyła się w okolicach początku maja. Fakt otworów jest jak w dobrym serze.
Kontrola? mamy na zakładzie kontrolę jakości, ale pierwsza kontrola to na maszynie przed zrobieniem otworów. Po splanowaniu pomiar sondą przed i po odkręceniu. Jak są otwory to jest prościej bo można zmierzyć szczelinomierzem.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Stal C45
Ja nigdy nie miałem problemów.
Formatki frezowali na manualu , szlifierz wyprowadził powierzchnie , kąty i mogłem zapierdzielać dalej z obróbką.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki






