")
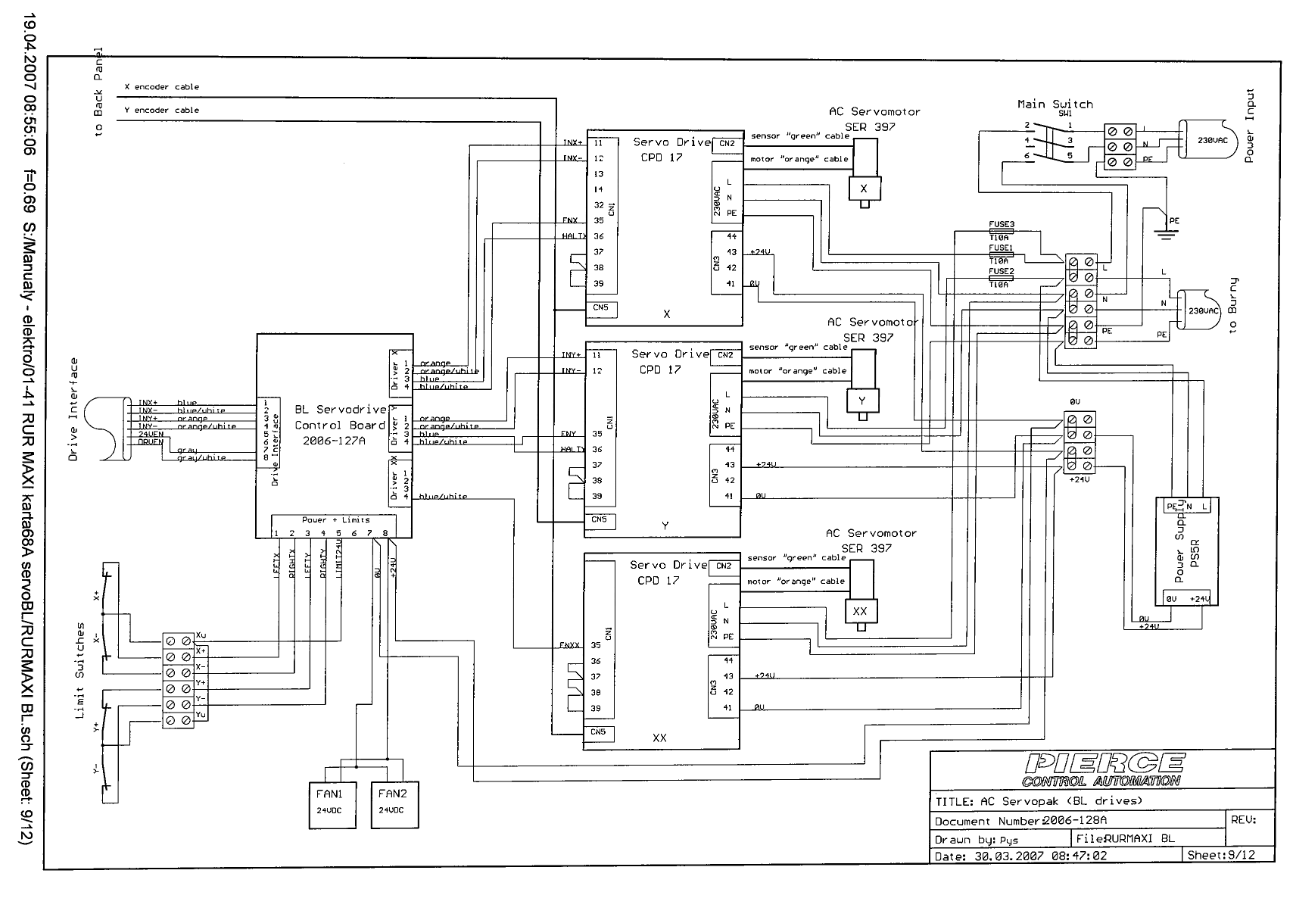
No to by wynikało, że same sterowniki silników mogą pracować w różnych trybach i da się na nich zrobić różne konfiguracje, także taką jaka się marzy autorowi wątku.
Natomiast to co jest oznaczone na schemacie jako "Control Board" obsługuje tylko cyfrowe sygnały kroku.
Czyli dałoby się obecną konfigurację rozpiąć, wywalić "Control Board", i wszystko skonfigurować inaczej, ale to by wymagało przeprogramowania sterowników.
Pytanie czy to ma sens.