




")
custom_postgui.hal
Kod: Zaznacz cały
# Tutaj dodaj swoje polecenia HAL
# Polecenia w tym pliku są wykonywane po uruchomieniu AXIS GUI (włączając panel PyVCP)
# **** Konfiguracja wyświetlania prędkości wrzeciona w pyVCP - START ****
# **** Używam AKTUALNEJ prędkości wrzeciona z enkodera
# **** spindle-velocity-feedback-rps bounces around so we filter it with lowpass
# **** spindle-velocity-feedback-rps is signed so we use absolute component to remove sign
# **** prędkość AKTUALNA jest w RPS a nie w RPM więc musimy ją zeskalować.
setp scale.0.gain 60
setp lowpass.0.gain 0.010000
net spindle-velocity-feedback-rps => lowpass.0.in
net spindle-fb-filtered-rps lowpass.0.out => abs.0.in
net spindle-fb-filtered-abs-rps abs.0.out => scale.0.in
net spindle-fb-filtered-abs-rpm scale.0.out => pyvcp.spindle-speed
# **** set up spindle at speed indicator ****
net spindle-cmd-rps-abs => near.0.in1
net spindle-velocity-feedback-rps => near.0.in2
net spindle-at-speed <= near.0.out
setp near.0.scale 1.500000
net spindle-at-speed => pyvcp.spindle-at-speed-ledHal
Kod: Zaznacz cały
# Generated by stepconf 1.1 at Thu Aug 27 16:24:43 2020
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hal_parport cfg="0 out"
setp parport.0.reset-time 5000
loadrt stepgen step_type=0,0
loadrt encoder num_chan=1
loadrt abs count=1
loadrt scale count=1
loadrt lowpass count=1
loadrt near
loadrt pwmgen output_type=1
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf encoder.update-counters base-thread
addf pwmgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf encoder.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf stepgen.update-freq servo-thread
addf pwmgen.update servo-thread
addf abs.0 servo-thread
addf scale.0 servo-thread
addf lowpass.0 servo-thread
addf near.0 servo-thread
net spindle-cmd-rpm => pwmgen.0.value
net spindle-on <= motion.spindle-on => pwmgen.0.enable
net spindle-pwm <= pwmgen.0.pwm
setp pwmgen.0.pwm-freq 100.0
setp pwmgen.0.scale 1166.66666667
setp pwmgen.0.offset 0.114285714286
setp pwmgen.0.dither-pwm true
net spindle-cmd-rpm <= motion.spindle-speed-out
net spindle-cmd-rpm-abs <= motion.spindle-speed-out-abs
net spindle-cmd-rps <= motion.spindle-speed-out-rps
net spindle-cmd-rps-abs <= motion.spindle-speed-out-rps-abs
net spindle-at-speed => motion.spindle-at-speed
net spindle-cw <= motion.spindle-forward
setp encoder.0.position-scale 144.000000
net spindle-position encoder.0.position => motion.spindle-revs
net spindle-velocity-feedback-rps encoder.0.velocity => motion.spindle-speed-in
net spindle-index-enable encoder.0.index-enable <=> motion.spindle-index-enable
net spindle-phase-a encoder.0.phase-A
net spindle-phase-b encoder.0.phase-B
net spindle-index encoder.0.phase-Z
net estop-out => parport.0.pin-01-out
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
net xdir => parport.0.pin-03-out
net ystep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net ydir => parport.0.pin-05-out
net zstep => parport.0.pin-06-out
setp parport.0.pin-06-out-reset 1
net zdir => parport.0.pin-07-out
net astep => parport.0.pin-08-out
setp parport.0.pin-08-out-reset 1
net adir => parport.0.pin-09-out
net spindle-cw => parport.0.pin-14-out
net spindle-pwm => parport.0.pin-16-out
net xenable => parport.0.pin-17-out
net spindle-phase-a <= parport.0.pin-11-in
net spindle-phase-b <= parport.0.pin-12-in-not
net spindle-index <= parport.0.pin-13-in
setp stepgen.0.position-scale [AXIS_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 35000
setp stepgen.0.dirsetup 35000
setp stepgen.0.maxaccel [AXIS_0]STEPGEN_MAXACCEL
net xpos-cmd axis.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => axis.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable axis.0.amp-enable-out => stepgen.0.enable
setp stepgen.1.position-scale [AXIS_2]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 35000
setp stepgen.1.dirsetup 35000
setp stepgen.1.maxaccel [AXIS_2]STEPGEN_MAXACCEL
net zpos-cmd axis.2.motor-pos-cmd => stepgen.1.position-cmd
net zpos-fb stepgen.1.position-fb => axis.2.motor-pos-fb
net zstep <= stepgen.1.step
net zdir <= stepgen.1.dir
net zenable axis.2.amp-enable-out => stepgen.1.enable
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-preparedKod: Zaznacz cały
<?xml version='1.0' encoding='UTF-8'?>
<pyvcp>
<vbox>
<relief>RIDGE</relief>
<bd>6</bd>
<label>
<text>"Spindle Speed:"</text>
<font>("Helvetica",20)</font>
</label>
<bar>
<halpin>"spindle-speed"</halpin>
<max_>3000</max_>
</bar>
<label>
<text>"Spindle-At-Speed:"</text>
<font>("Helvetica",20)</font>
</label>
<hbox>
<label>
<text>" "</text>
<font>("Helvetica",20)</font>
</label>
<led>
<halpin>"spindle-at-speed-led"</halpin>
<size>30</size>
<on_color>"green"</on_color>
<off_color>"red"</off_color>
</led>
</hbox>
</vbox>
</pyvcp>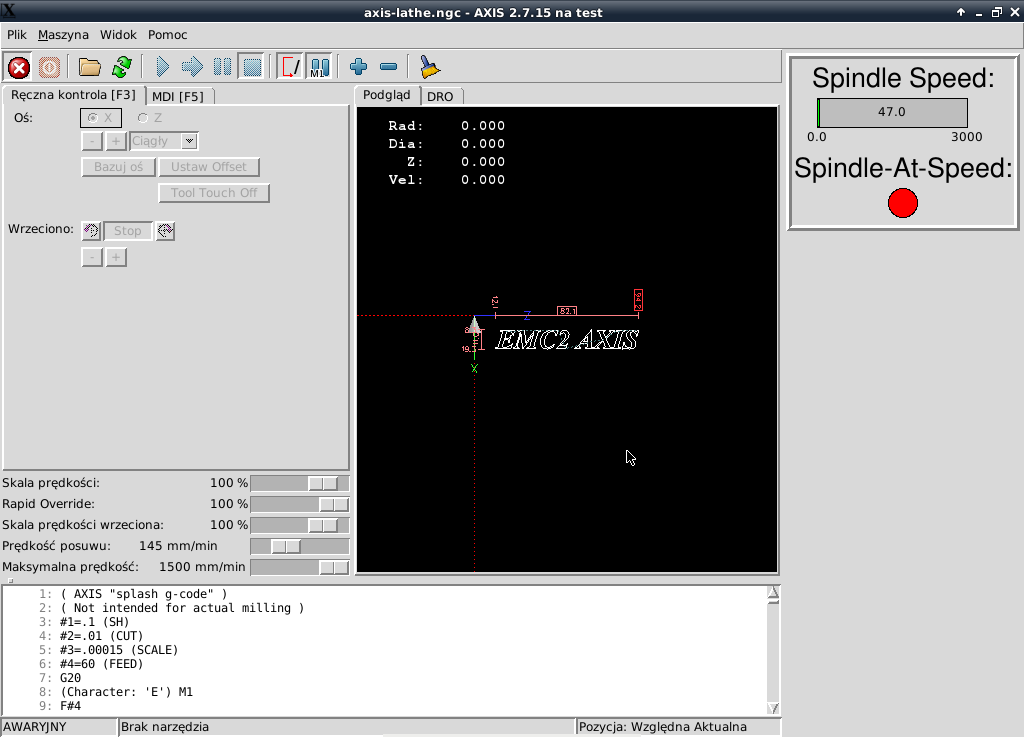


")
")

")






