



Zero maszynowe
-
 TOP67
TOP67
- Lider FORUM (min. 2000)
")
- Posty w temacie: 14
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Zero maszynowe
Ja używam Candle 1.2, który ma zmienne. Dzięki temu sam wczytuje offset narzędzia do TLO.


-
 tuxcnc
tuxcnc
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 18
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Zero maszynowe
Ja na razie dodałem przycisk użytkownika z następującym programem :
Kod: Zaznacz cały
G53 G0 Z-1
G53 G0 X-300
G91
G38.2 Z-30 F200
G0 Z1
G38.2 Z-2 F100
G92 Z-10
G0 Z10
G90 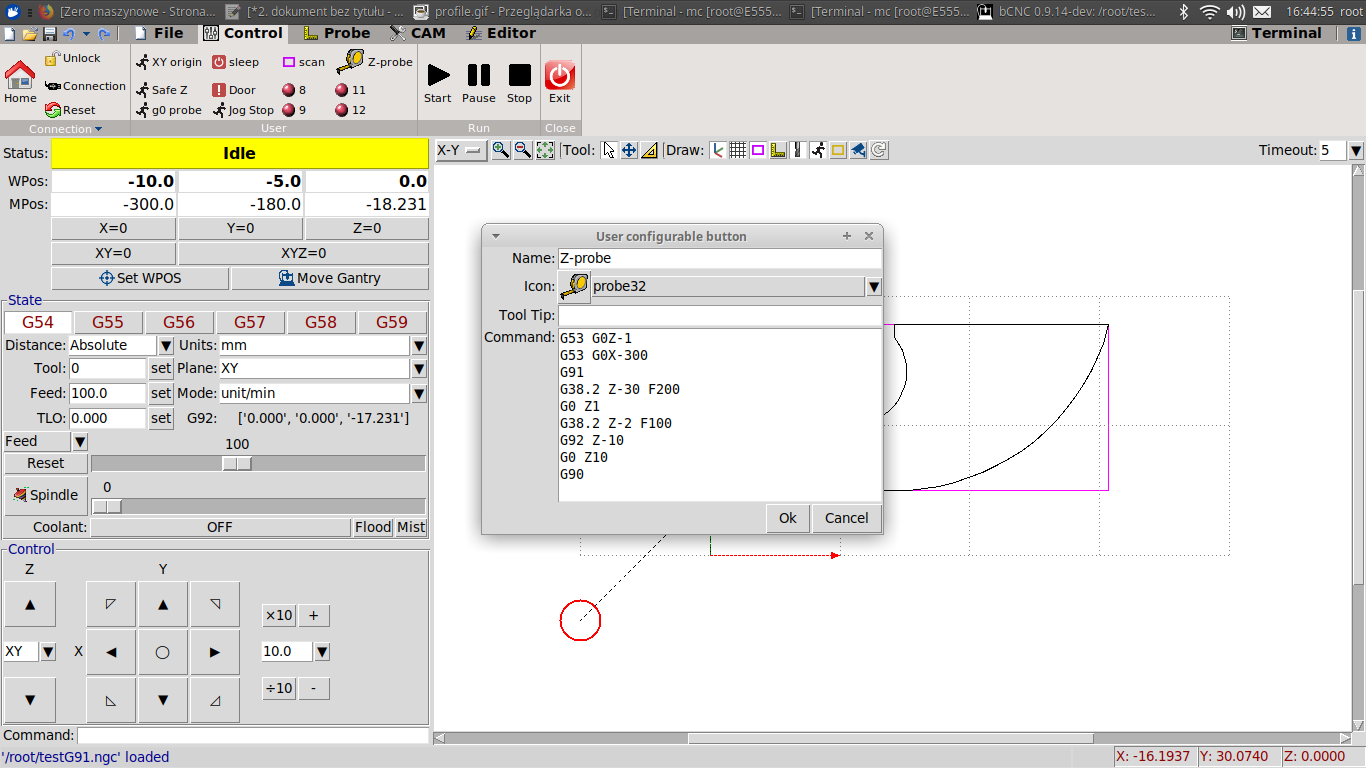
Nie wiem czy będzie tak docelowo, można ten sam efekt uzyskać innym kodem.
Offsety lubią gryźć się ze sobą, kiedyś to przerabiałem przy ustawianiu układu współrzędnych kamerą.
-
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 14
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Zero maszynowe
To jest typowy kod do ustawiania bazy na materiale. Zerujesz wtedy współrzędne pracy. Jak zmienisz narzędzie, to będziesz drugi raz bazował materiał? A jeśli miejsce bazowania już jest sfrezowane? Chyba, że wszystkie narzędzia masz identycznej długości i potrafisz je zawsze identycznie zamocować.
-
tuxcnc
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 18
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Zero maszynowe
Coś Ci się kompletnie pomerdało.TOP67 pisze: ↑08 lis 2020, 17:09To jest typowy kod do ustawiania bazy na materiale. Zerujesz wtedy współrzędne pracy. Jak zmienisz narzędzie, to będziesz drugi raz bazował materiał? A jeśli miejsce bazowania już jest sfrezowane? Chyba, że wszystkie narzędzia masz identycznej długości i potrafisz je zawsze identycznie zamocować.
G53 G0 Z-1 ; ucieczka znad materiału
G53 G0 X-300 ; najazd nad czujnik narzędzia
G91 ; współrzędne przyrostowe
G38.2 Z-30 F200 ; szybki pomiar narzędzia
G0 Z1 ; milimetr w górę
G38.2 Z-2 F100 ; powolny pomiar narzędzia
G92 Z-10 ; narzędzie na czujniku, bieżąca pozycja w zetce ustawiona na Z=-10
G0 Z10 ; narzędzie 10 mm w górę
G90 ; współrzędne absolutne
To przecież widziałeś
-
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 14
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Zero maszynowe
W ten sposób zbazowałeś czujnik. A z tego co pamiętam, jest on zamontowany gdzieś tam z boku. Jak to się ma do materiału?
Tak się robi, stawiając czujnik na materiale, żeby ustawić jego wysokość.
Dodane 25 minuty 17 sekundy:
Wyobraź sobie prostą pracę wycinaną z prostokątnego kawałka materiału. Zwykle w programie CAM wskazuje się jeden z jego górnych rogów jako bazę. Pierwszą operacją jest zwykle planowanie, co niszczy powierzchnię odniesienia. Jeśli w kolejnych operacjach trzeba zmienić narzędzie, to prawie na pewno będzie ono na innej wysokości. Można zbazować się do splanowanej powierzchni, ale to wymaga wygenerowania nowego kodu. Czasami w toku kolejnych operacji górna powierzchnia nie nadaje się już do kolejnego bazowania, bo nie da się na niej postawić czujnika.
Można się oczywiście bazować do powierzchni stolika czy nawet tego czujnika. Ale trzeba to jakoś wskazać w programie CAM. Trzeba zmierzyć wysokość materiału, imadła czy podkładek. A jeśli masz materiał już splanowany, tylko do wykończenia, to nie jesteś tego w stanie zrobić dokładnie.
Poza tym baza na dole rodzi ryzyko dzwonów. W programach często pozycja bezpieczna jest zdefiniowana np. jako Z10. Jeśli chcesz przejechać nad materiałem, to ile wpiszesz? +10, +20, +100? Za każdym razem inna wartość.
A u mnie działa to w ten sposób.
1. Zakładam pierwsze narzędzie i jadę nad czujnik długości narzędzia. Jego długość zapisuję przez G43.
2. Kładę czujnik na materiale i bazuję. Zero robocze ustawia się na górnej powierzchni materiału. Wszystkie wartości ujemne oznaczają pracę w materiale, dodatnie nie. I to właśnie dlatego nie pracuje się na dodatnich koordynatach.
3. Jeśli zmieniam narzędzie, wykonuję tylko punkt 1. Nie zmienia mi to współrzędnych roboczych. Co więcej, nawet w razie dzwonu czy zaniku zasilania, mogę kontynuować pracę bez bazowania (o ile nie ruszył się materiał).
Tak się robi, stawiając czujnik na materiale, żeby ustawić jego wysokość.
Dodane 25 minuty 17 sekundy:
Wyobraź sobie prostą pracę wycinaną z prostokątnego kawałka materiału. Zwykle w programie CAM wskazuje się jeden z jego górnych rogów jako bazę. Pierwszą operacją jest zwykle planowanie, co niszczy powierzchnię odniesienia. Jeśli w kolejnych operacjach trzeba zmienić narzędzie, to prawie na pewno będzie ono na innej wysokości. Można zbazować się do splanowanej powierzchni, ale to wymaga wygenerowania nowego kodu. Czasami w toku kolejnych operacji górna powierzchnia nie nadaje się już do kolejnego bazowania, bo nie da się na niej postawić czujnika.
Można się oczywiście bazować do powierzchni stolika czy nawet tego czujnika. Ale trzeba to jakoś wskazać w programie CAM. Trzeba zmierzyć wysokość materiału, imadła czy podkładek. A jeśli masz materiał już splanowany, tylko do wykończenia, to nie jesteś tego w stanie zrobić dokładnie.
Poza tym baza na dole rodzi ryzyko dzwonów. W programach często pozycja bezpieczna jest zdefiniowana np. jako Z10. Jeśli chcesz przejechać nad materiałem, to ile wpiszesz? +10, +20, +100? Za każdym razem inna wartość.
A u mnie działa to w ten sposób.
1. Zakładam pierwsze narzędzie i jadę nad czujnik długości narzędzia. Jego długość zapisuję przez G43.
2. Kładę czujnik na materiale i bazuję. Zero robocze ustawia się na górnej powierzchni materiału. Wszystkie wartości ujemne oznaczają pracę w materiale, dodatnie nie. I to właśnie dlatego nie pracuje się na dodatnich koordynatach.
3. Jeśli zmieniam narzędzie, wykonuję tylko punkt 1. Nie zmienia mi to współrzędnych roboczych. Co więcej, nawet w razie dzwonu czy zaniku zasilania, mogę kontynuować pracę bez bazowania (o ile nie ruszył się materiał).
-
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 14
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Zero maszynowe
Dlatego piszę i uprzedzam.
GRBL nie ma wsparcia dla zmiany narzędzia. Ale obsługuje G43.
Z-probe służy tu do bazowania materiału, a nie pomiaru narzędzia. Użyte w kodzie G92 przecież przenosi układ współrzędnych. Co to ma wspólnego z narzędziem?
Oczywiście bazując materiał narzędziem, uwzględnia się jego długość. Ale z tego co pamiętam, chcesz zamocować czujnik na osi Z, co nie uwzględni długości narzędzia.
GRBL nie ma wsparcia dla zmiany narzędzia. Ale obsługuje G43.
Z-probe służy tu do bazowania materiału, a nie pomiaru narzędzia. Użyte w kodzie G92 przecież przenosi układ współrzędnych. Co to ma wspólnego z narzędziem?
Oczywiście bazując materiał narzędziem, uwzględnia się jego długość. Ale z tego co pamiętam, chcesz zamocować czujnik na osi Z, co nie uwzględni długości narzędzia.
-
tuxcnc
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 18
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Zero maszynowe
Muszę Cię zaskoczyć.TOP67 pisze: ↑08 lis 2020, 19:12Dlatego piszę i uprzedzam.
GRBL nie ma wsparcia dla zmiany narzędzia. Ale obsługuje G43.
Z-probe służy tu do bazowania materiału, a nie pomiaru narzędzia. Użyte w kodzie G92 przecież przenosi układ współrzędnych. Co to ma wspólnego z narzędziem?
Oczywiście bazując materiał narzędziem, uwzględnia się jego długość. Ale z tego co pamiętam, chcesz zamocować czujnik na osi Z, co nie uwzględni długości narzędzia.
Co prawda GRBL z nieznanej przyczyny nie obsługuje M6, ale właśnie się dowiedziałem, że bCNC jak najbardziej i to w sposób jakiego oczekiwałem. https://github.com/vlachoudis/bCNC/wiki/Tool-Change
A z tym czujnikiem na osi Z to był zupełnie inny temat.
W GRBL/bCNC faktycznie trzeba mierzyć materiał z narzędziem, ale tylko raz, na początku, to i na papierek można.
-
jasiekk7
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 303
- Rejestracja: 31 lip 2011, 15:03
- Lokalizacja: Żywiec
Re: Zero maszynowe
Zwykle zero daje sie na stole (może rzadziej przy obróbce w imadle, zwłaszcza jak mamy juz detal obrobiony). W innym wypadku mozna mieć stół nieźle pociety i powiercony... A po drugie to nie rozumiem co za problem z zerem maszyny (jest nadawane przez producenta). Przecież chyba nikt nie robi obrobki bez przywołania offsetów.






