




Mógłby ktoś pomóc w wyjaśnieniu błędu?
Kod: Zaznacz cały
($Mill)
($Millimeters)
($AddRegPart 10)
()
%eqw21
G54 X0 Y0 Z0
N01 G91 G40 G71
N05 M06 T01 M03 M08 S3183
N10 G91 X0 Y0 Z10
N15 G00 X10 Y10
N20 G00 X0 Y0 Z-11 F636,62
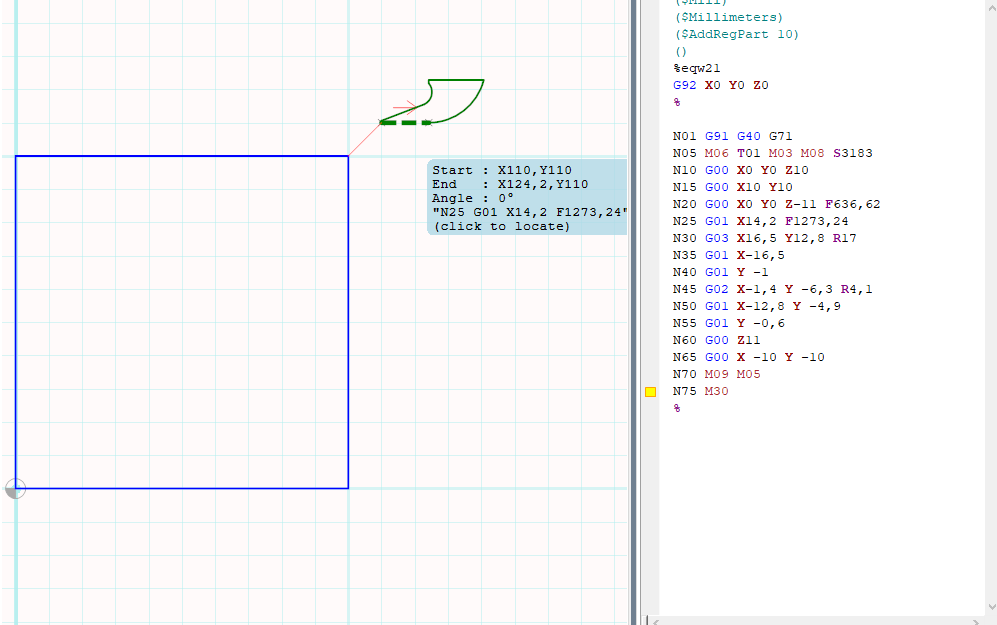
N25 G01 X14,2 F1273,24
N30 G03 X16,5 Y12,8 R17
N35 G01 X-16,5
N40 G01 Y -1
N45 G02 X-1,4 Y -6,3 R4,1
N50 G01 X-12,8 Y -4,9
N55 G01 Y -0,6
N60 G00 Z11
N65 G00 X -10 Y -10
N70 M09 M05
N75 M30
%


")









