Dzień dobry,
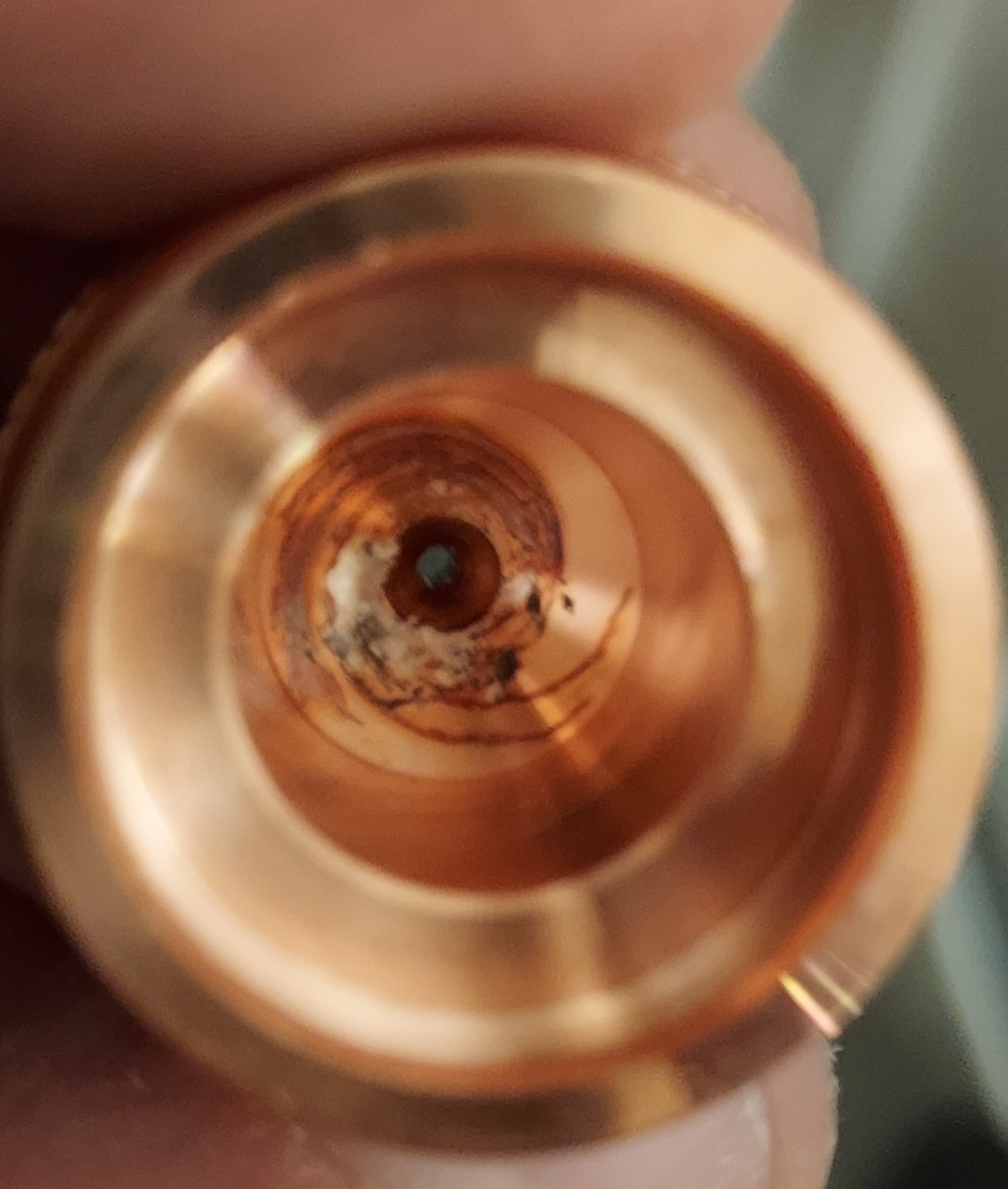
Czasami źródłem niewłaściwej krawędzi jest sam agregat plazmowy - warto sprawdzić ciśnienia gazów na zasilaniu agregatu. W przypadku SmartFocusa powinna być ustawione od 10 do 12 barów na reduktorach przybutlowych, (najlepiej około 11 barów), Jedynie wodór od 11 do 12. Znaczenie ma czystość gazów również powietrza jeżeli jest dostarczane z kompresora a stan osuszacza nie jest zadowalający i wilgoć przedostaje się do instalacji agregatu plazmowego.
Nie widać tego na zdjęciach, ale czasami słaba jest jakość jednej albo dwóch krawędzi. Jeżeli tak jest pomocne w zdiagnozowaniu tej przyczyny może być obrócenie całego palnika o 90 stopni w uchwycie i sprawdzenie czy ząbkowanie nie przeniosło się na inne krawędzie.
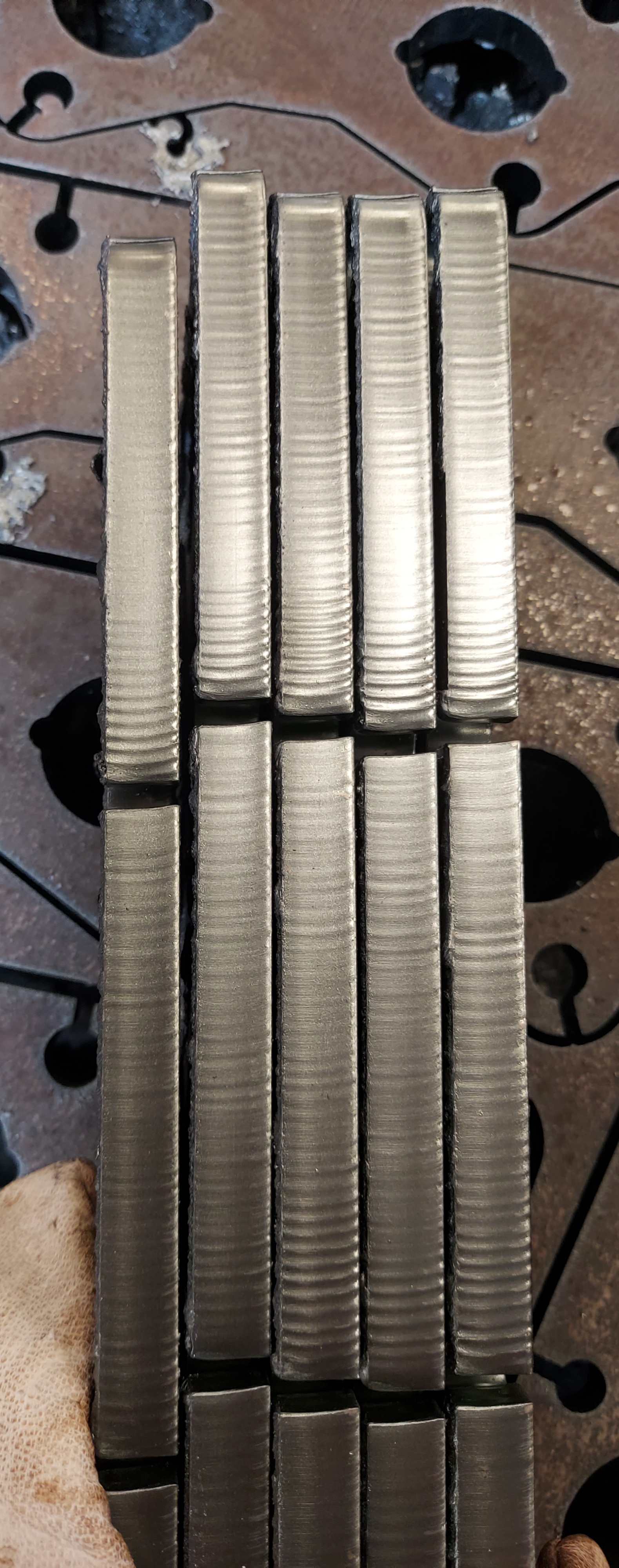
Jednak w tym przypadku- detalu widocznego na zdjęciu- wygląda, że jest duży wpływ drgań maszyny- widać większe ząbki na początku ciętej krawędzi po czym ulegają zmniejszeniu. Wstępnie można sprawdzić czy drgania maszyny są wyczuwalne po przyłożeniu ręki do portalu lub suportu lub najlepiej czujnika drgań.
Po roku pracy maszyny warto sprawdzić stan układu jezdni maszyny.
Pojawiającą się szlakę po cięciu można próbować zredukować prędkością cięcia oraz wysokością palnika nad materiałem. Po wgraniu parametrów z bazy sterownika maszyny, nadal jest możliwość płynnej regulacji prędkości i należy to robić w zależności od właściwości tej szlaki. Początkowo prędkość powinna być ustawiona na 100% następnie należy ją regulować.
Jeżeli trudno jest ją usunąć to najwyraźniej prędkość jest za duża, natomiast gdy łatwo odchodzi - miejscami nawet pod palcami- wtedy może prędkość być za mała i należy ją zmienić potencjometrem F.
Przy pojawiającej się szlace znaczenie ma też jakość ciętej blachy, ale tego nie wiemy.

Podobnie wysokość palnika nad materiałem w czasie cięcia jest zadana z bazy pod warunkiem poprawnej kalibracji czujnika, ale też jest możliwość korekcji potencjometrem S,T. W tej technologii powinno być ok 2,5 mm odstępu podczas cięcia i można ją sprawdzić wzrokowo z użyciem maski spawalniczej i ewentualnie przeregulować.
 Przypominam również, że w czasie trwania okresu gwarancyjnego firma Eckert oferuje nieodpłatne wsparcie serwisu. W razie dodatkowych pytań zapraszamy do kontaktu bezpośredniego:
Przypominam również, że w czasie trwania okresu gwarancyjnego firma Eckert oferuje nieodpłatne wsparcie serwisu. W razie dodatkowych pytań zapraszamy do kontaktu bezpośredniego:
Dział serwisu
tel: +48 66 077 11 05
tel: +48 76 819 71 00
email:
[email protected]









")
")






