



Witam!!!
Pracuję obecnie na starej Correa z tnc 426. Czasem mam do planowania koło / czop. Problem polega na tym, że muszę to robić od zewnątrz do środka po promieniach. Identycznie jak zachowuje się cykl 5. Niestety to sterowanie nie posiada odpowiedniego cyklu do tego. Próbowałem pisać z palca np. LBL call 50/50 lub Q jump. W obu tych przypadkach maszyna się zatrzymuje przy przeczytaniu LBL aby wykonać kolejne powtórzenie pozostawiając widoczne wcięcia. Brakuje mi pomysłów. Może ktoś coś zaproponować? Skoro działa cykl 5 bez postoju to odwrotność jego musi być możliwa ale niestety nie mam pojęcia jak to zapisać w maszynie. Powiedzmy, że koło ma średnicę 600mm a głowicy bede używał D80. Z góry dziękuję za pomoc.
Pozdrawiam!!!!!
Frezowanie koła od zewnątrz do środka tnc426
Problem z zatrzymywaniem


-
 ser1ous
ser1ous
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 110
- Rejestracja: 01 mar 2017, 20:03
- Lokalizacja: Karnak
Re: Frezowanie koła od zewnątrz do środka tnc426
Masz tu tak na szybko zrobiony:
planowanie średnicy 600 mm, głowica 80 mm, przejścia co 60 mm
to jeszcze wymaga dopracowania, żeby było bardziej "uniwersalne"
planowanie średnicy 600 mm, głowica 80 mm, przejścia co 60 mm
to jeszcze wymaga dopracowania, żeby było bardziej "uniwersalne"
")
-
majo5555
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 7
- Posty: 109
- Rejestracja: 26 paź 2015, 18:01
- Lokalizacja: Kielce
Re: Frezowanie koła od zewnątrz do środka tnc426
Dzięki za odpowiedź ale jak pisałem przy funkcji Q jump (jeśli "równy, nierówny, większy i mniejszy") maszyna się zatrzymuje. Testowałem to i niestety tak to u mnie wygląda. Ma ktoś może jeszcze jakieś pomysły. Poza funkcją "jeśli" czy call LBL?
P. S. rzepraszam za wprowadzenie w błąd z opisem "jump". Na zmianę pracuje na HH, Fanuc i Sinumerik. Z czasem wszystko się miesza
rzepraszam za wprowadzenie w błąd z opisem "jump". Na zmianę pracuje na HH, Fanuc i Sinumerik. Z czasem wszystko się miesza 
P. S.
-
 Krzycho_Wporzo
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
-
majo5555
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 7
- Posty: 109
- Rejestracja: 26 paź 2015, 18:01
- Lokalizacja: Kielce
Re: Frezowanie koła od zewnątrz do środka tnc426
Dzięki wielkie ale na fanuc i Sinumerik masówka leci. Więc takich rzeczy tam nie robimy. Heniek naprawy i prototypy. Programowanie parametryczne nie sprawia mi problemu oprócz właśnie tego przykładu. Dziękuję wszystkim zainteresowanym pomocą dla mojej skromnej osoby. Jeśli ktoś ma jeszcze jakiś pomysł proszę o wpis.
A może ktoś wie jak edytować cykl? Tzn : tak żeby widzieć jego parametry obilczeniowe. Wtedy zobaczę na jakiej zasadzie działa ten stary słynny cykl 5 i odwrócę kolejność
A może ktoś wie jak edytować cykl? Tzn : tak żeby widzieć jego parametry obilczeniowe. Wtedy zobaczę na jakiej zasadzie działa ten stary słynny cykl 5 i odwrócę kolejność
-
rafa30
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 197
- Rejestracja: 19 lut 2014, 23:41
- Lokalizacja: hyt
Re: Frezowanie koła od zewnątrz do środka tnc426
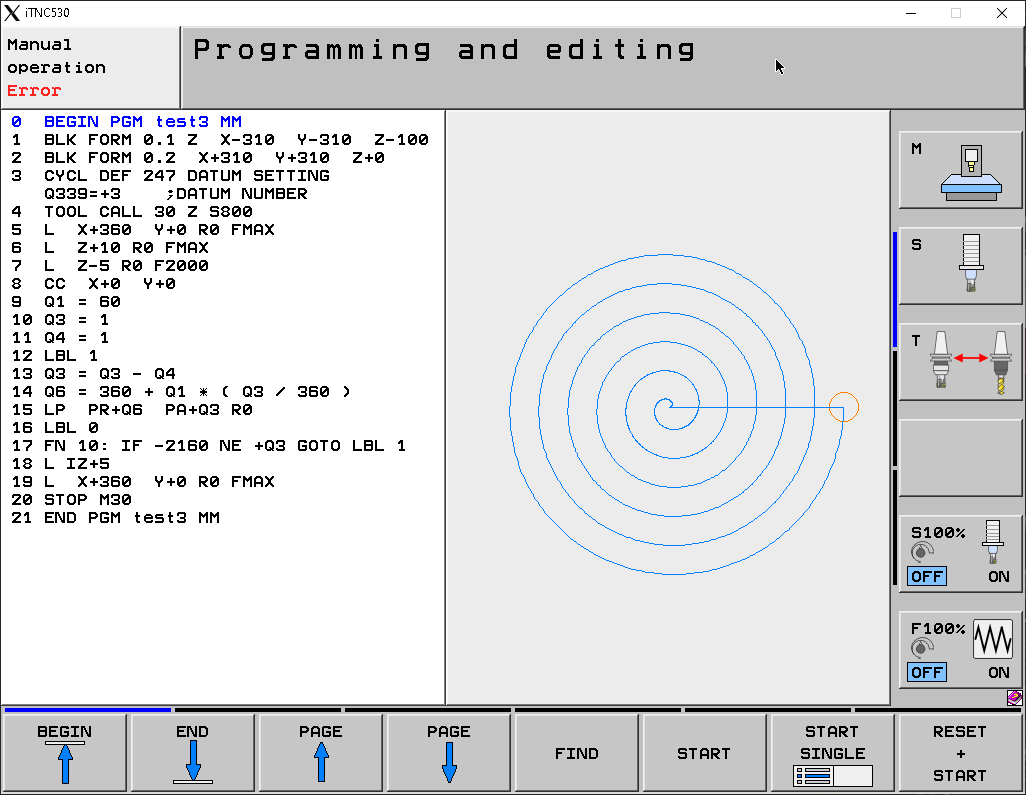
Witam mam taki program mojego autorstwa jest przydatny i naprawde dobry idzie na każdym HH
0 BEGIN PGM SPIRALA ARHIMEDESA-WYSEPKA MM
1 BLK FORM 0.1 Z X-210 Y-210 Z-21
2 BLK FORM 0.2 X+210 Y+210 Z+0
3 TOOL CALL 10 Z S3000
4 FN 0: Q5 =+20;GLEBOKOSC FREZOWANIA
5 FN 0: Q6 =+10;ILOSC POWT.
6 FN 4: Q5 =+Q5 DIV +Q6
7 FN 0: Q55 =+Q5
8 L Z+100 R0 FMAX M3
9 L X+0 Y+0 R0 FMAX
9 L Y+Q4 R0 F 3000
10 L Z+5 R0 FMAX
11 CALL LBL 1
12 L Z+100 R0 FMAX M
12 L X+0 Y+0 R0 F MAX M30
13 LBL 1
14 FN 0: Q10 =+3;ILOSC PRZEJSC PO SPIRALI
15 FN 0: Q4 =+200;PROMIEN STARTU
16 FN 1: Q4 =+Q4 + +Q108;KOMPENSACJA PROMIENIA NA ZEWN.
17 FN 0: Q2 =-100;ILE MA ZEBRAC
18 FN 3: Q10 =+Q10 * +2
19 FN 4: Q2 =+Q2 DIV +Q10
20 CC X+0 Y+0
21 L Y+Q4 X+0 R0 F1000
22 L Z-Q5 R0 F1000
23 CP IPA+360 DR+ F1000
24 CALL LBL 2
25 FN 1: Q5 =+Q5 + +Q55
26 FN 1: Q6 =+Q6 + -1
27 FN 11: IF +Q6 GT +0 GOTO LBL 1
28 LBL 0
29 LBL 2
30 CC X+0 Y-Q2
31 CP IPA+180 DR+ F1000
32 CC X+0 Y+0
33 CP IPA+180 DR+
34 FN 2: Q10 =+Q10 - +2
35 FN 10: IF +Q10 NE +0 GOTO LBL 2
36 CC X+0 Y+0
37 C IX+0 IY+0 DR+
38 CT X+0 Y+Q4
40 LBL 0
41 END PGM SPIRALA ARHIMEDESA-WYSEPKA MM
Dodane 3 minuty 48 sekundy:
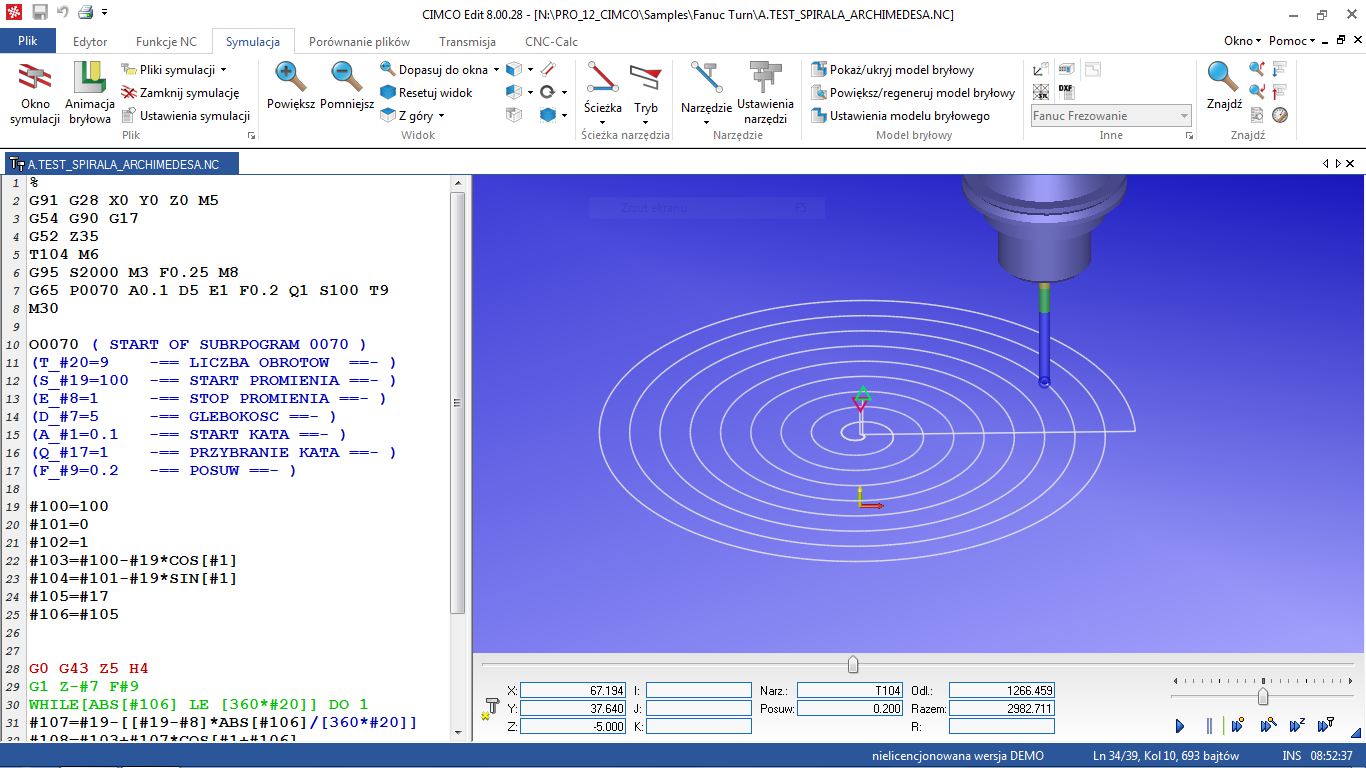
Otwórz sobie w symulatorze Cimco lub HH i zobaczysz o co w nim chodzi opisałem ci najwazniejsze Q parametry które zmieniasz
0 BEGIN PGM SPIRALA ARHIMEDESA-WYSEPKA MM
1 BLK FORM 0.1 Z X-210 Y-210 Z-21
2 BLK FORM 0.2 X+210 Y+210 Z+0
3 TOOL CALL 10 Z S3000
4 FN 0: Q5 =+20;GLEBOKOSC FREZOWANIA
5 FN 0: Q6 =+10;ILOSC POWT.
6 FN 4: Q5 =+Q5 DIV +Q6
7 FN 0: Q55 =+Q5
8 L Z+100 R0 FMAX M3
9 L X+0 Y+0 R0 FMAX
9 L Y+Q4 R0 F 3000
10 L Z+5 R0 FMAX
11 CALL LBL 1
12 L Z+100 R0 FMAX M
12 L X+0 Y+0 R0 F MAX M30
13 LBL 1
14 FN 0: Q10 =+3;ILOSC PRZEJSC PO SPIRALI
15 FN 0: Q4 =+200;PROMIEN STARTU
16 FN 1: Q4 =+Q4 + +Q108;KOMPENSACJA PROMIENIA NA ZEWN.
17 FN 0: Q2 =-100;ILE MA ZEBRAC
18 FN 3: Q10 =+Q10 * +2
19 FN 4: Q2 =+Q2 DIV +Q10
20 CC X+0 Y+0
21 L Y+Q4 X+0 R0 F1000
22 L Z-Q5 R0 F1000
23 CP IPA+360 DR+ F1000
24 CALL LBL 2
25 FN 1: Q5 =+Q5 + +Q55
26 FN 1: Q6 =+Q6 + -1
27 FN 11: IF +Q6 GT +0 GOTO LBL 1
28 LBL 0
29 LBL 2
30 CC X+0 Y-Q2
31 CP IPA+180 DR+ F1000
32 CC X+0 Y+0
33 CP IPA+180 DR+
34 FN 2: Q10 =+Q10 - +2
35 FN 10: IF +Q10 NE +0 GOTO LBL 2
36 CC X+0 Y+0
37 C IX+0 IY+0 DR+
38 CT X+0 Y+Q4
40 LBL 0
41 END PGM SPIRALA ARHIMEDESA-WYSEPKA MM
Dodane 3 minuty 48 sekundy:
Otwórz sobie w symulatorze Cimco lub HH i zobaczysz o co w nim chodzi opisałem ci najwazniejsze Q parametry które zmieniasz
-
majo5555
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 7
- Posty: 109
- Rejestracja: 26 paź 2015, 18:01
- Lokalizacja: Kielce
Re: Frezowanie koła od zewnątrz do środka tnc426
Jeszcze raz dziękuję ale jak pisałem funkcje "jeśli" (if) czy call LBL powodują zatrzymanie na moment maszyny. Parametryczne (Q) programowanie to nie problem. Muszę jakoś ominąć te "stopy". Co ciekawe wszystko co pisane jest z palca powoduje zatrzymania przy przejściach na promieniach. W cyklach nie ma to miejsca. M120 nieaktywne lub w ogóle go nie ma. Tolerancja w MP przy promieniach ustawiona na 0.02 jak dobrze pamiętam. Cykl 32 (o ile się nie myle) ustawiony na 0.1. Coś kojarzę jeszcze jakaś starszą funkcję M którą wyparło M120. Pamięta ktoś?






