



Witam wszystkich bardzo serdecznie,
dziś to ja potrzebuje pomocy, a problem jest następujący :
Podczas programowania na osi A ( dla długich śrub / gwintów itp. ) nakręcam duży kąt absolutny np. 7200 stopni
i aby odkręcić i powrócić muszę kręcić te 7200 st. z powrotem...
Na HH mam taką funkcję M94 i odwija tylko do pełnego obrotu i przestawia zegar na A=0 ...
Dlaczego nie mogę tego znaleźć w całej instrukcji
Może ktoś już miał taki problem.... i zna proste rozwiązanie
z góry dziękuję za pomoc !
FANUC 21iM Sterowanie osią A
-
 easy2002
easy2002
Autor tematu - Moderator
-
ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1997
- Rejestracja: 27 lis 2004, 19:40
- Lokalizacja: Gniew
- Kontakt:
FANUC 21iM Sterowanie osią A
... z poważaniem ....pozdrawiam --- Doceń to że, poświęciłem Ci trochę czasu !!! wciśnij "pomógł" to nic nie kosztuje  ---
---
Moja pierwsza i druga maszynka a trzecia w fazie testu http://www.cnc.info.pl/viewtopic.php?t=2281
Moja pierwsza i druga maszynka a trzecia w fazie testu http://www.cnc.info.pl/viewtopic.php?t=2281


-
wojtek10916
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
-
easy2002
Autor tematu - Moderator
-
ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1997
- Rejestracja: 27 lis 2004, 19:40
- Lokalizacja: Gniew
- Kontakt:
Re: FANUC 21iM Sterowanie osią A
Witam serdecznie,
dziękuje za odpowiedź
G28 G91 A0.0 powoduje powrót do punktu odniesienia osi czyli jak nakręcone mam 7200 to 20 obrotów ...
Oto moje ustawienia ( nie ukrywam iż podejrzewałem że niema M-funkcji tylko trzeba przestawić parametr ale.. )
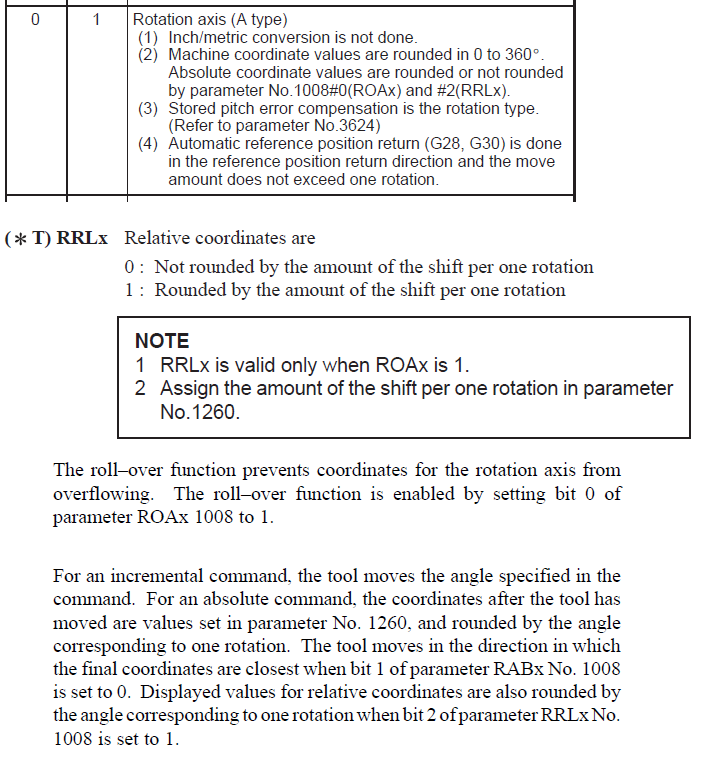
I własnie to ale , jak wynika z instrukcji jak przestawię parametr 1008 to otrzymam oś od 0-360 i tak wokoło
A może to być problem podczas programowania gdyż ja potrzebuję określić długość nawiniętej linii i czasami wychodzi mi kąt A-3456,056 st. i tak tu musi być i muszę to synchronizować z osią X z osią A
Obawiam się iż przy odliczaniu 0-360 będzie problem ...
Ale nie do końca rozumiem parametru 1260 ...
Poniżej kopia obu parametrów
N01006 A1 P 00100000 A2 P 00000000 A3 P 00000000 A4 P 00000000
N01008 A1 P 00000000 A2 P 00000000 A3 P 00000000 A4 P 00000000
N01260 A1 P 0 A2 P 0 A3 P 0 A4 P 0
dziękuje za odpowiedź
G28 G91 A0.0 powoduje powrót do punktu odniesienia osi czyli jak nakręcone mam 7200 to 20 obrotów ...
Oto moje ustawienia ( nie ukrywam iż podejrzewałem że niema M-funkcji tylko trzeba przestawić parametr ale.. )
I własnie to ale , jak wynika z instrukcji jak przestawię parametr 1008 to otrzymam oś od 0-360 i tak wokoło
A może to być problem podczas programowania gdyż ja potrzebuję określić długość nawiniętej linii i czasami wychodzi mi kąt A-3456,056 st. i tak tu musi być i muszę to synchronizować z osią X z osią A
Obawiam się iż przy odliczaniu 0-360 będzie problem ...
Ale nie do końca rozumiem parametru 1260 ...
Poniżej kopia obu parametrów
N01006 A1 P 00100000 A2 P 00000000 A3 P 00000000 A4 P 00000000
N01008 A1 P 00000000 A2 P 00000000 A3 P 00000000 A4 P 00000000
N01260 A1 P 0 A2 P 0 A3 P 0 A4 P 0
... z poważaniem ....pozdrawiam --- Doceń to że, poświęciłem Ci trochę czasu !!! wciśnij "pomógł" to nic nie kosztuje ---
Moja pierwsza i druga maszynka a trzecia w fazie testu http://www.cnc.info.pl/viewtopic.php?t=2281
Moja pierwsza i druga maszynka a trzecia w fazie testu http://www.cnc.info.pl/viewtopic.php?t=2281
-
gozdd
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 837
- Rejestracja: 02 gru 2013, 19:21
- Lokalizacja: Częstochowa
Re: FANUC 21iM Sterowanie osią A
easy2002 pisze:Ale nie do końca rozumiem parametru 1260 ...
Całkiem sprytne rozwiązanie to jest.
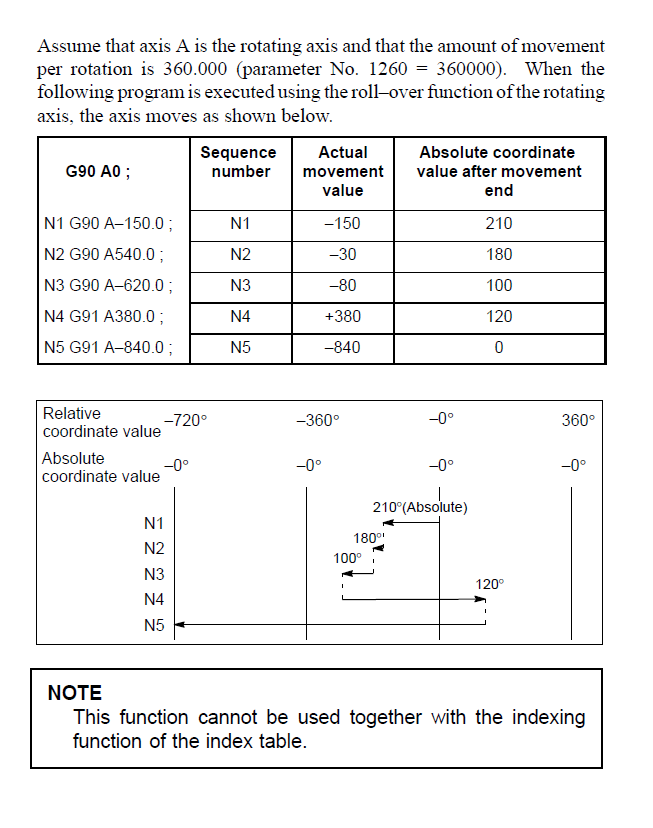
Przy G90:
Jesteś na 0, programujesz -380°, to oś obróci się tylko o -20° - tak, aby finalnie znaleźć się w tej pozycji, którą zaprogramowałeś.
Dalej dajesz 420°, to oś obróci się o 60° względem poprzedniej pozycji, czyli na pozycje absolutną 40°.
Przy G91:
Jedzie dokładnie tyle obrotów, ile zaprogramujesz. Dasz jest 3600°, to zrobi 10 obrotów.
Generalnie przy G90 olewa ilość obrotów, bierze pod uwagę tylko pozycje końcową. Przy G91 jedzie tyle obrotów, ile zaprogramujesz.
-
easy2002
Autor tematu - Moderator
-
ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1997
- Rejestracja: 27 lis 2004, 19:40
- Lokalizacja: Gniew
- Kontakt:
Re: FANUC 21iM Sterowanie osią A
No tak ale ja wszystkie programy mam już napisane na G90
I teraz zmiana parametru będzie się wiązała z poprawą programów i podprogramów
Szukam tylko takiego rozwiązania aby w danym momencie odkręcić na A=0 ( poprzez najmniejszą drogę )
i Tak mam na HH
Ok szukam dalej i kombinuje dalej ...
Może jeszcze inne parametry lub funkcje oprócz tych które już wcześniej znalazłem ...
poczekam na inne pomysły ...
I teraz zmiana parametru będzie się wiązała z poprawą programów i podprogramów
Szukam tylko takiego rozwiązania aby w danym momencie odkręcić na A=0 ( poprzez najmniejszą drogę )
i Tak mam na HH
Ok szukam dalej i kombinuje dalej ...
Może jeszcze inne parametry lub funkcje oprócz tych które już wcześniej znalazłem ...
poczekam na inne pomysły ...
... z poważaniem ....pozdrawiam --- Doceń to że, poświęciłem Ci trochę czasu !!! wciśnij "pomógł" to nic nie kosztuje ---
Moja pierwsza i druga maszynka a trzecia w fazie testu http://www.cnc.info.pl/viewtopic.php?t=2281
Moja pierwsza i druga maszynka a trzecia w fazie testu http://www.cnc.info.pl/viewtopic.php?t=2281






