




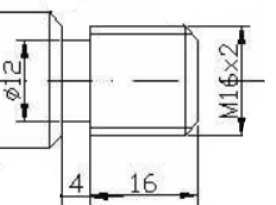
od pewnego czasu uczę się pisania programów za pomocą Gcode oraz w tekście otwartym przy użyciu symulatora Heidenhain TNC640, jednak robię postępy i problemy staram się rozwiązywać sam lecz teraz już kończą mi się pomysły albo zmęczenie materiału powoduje, że coś przeoczyłem. Aktualnie poznaję jakie możliwości daje oprogramowanie po aktywacji funkcji TURN. Mam wałek, obrobiłem kontur, działa mi funkcja nacinania gwintu jednak przed nacięciem gwintu chciałbym naciąć rowek który widać w załączniku szer 4 mm. Mój problem polega na tym, że przy aktualnym ustawieniu rowek owszem nacina się jednak bardziej realizuje funkcję odcięcia materiału. Załączam kod, który napisałem oraz fragment detalu. Jeśli będą jakieś inne błędy, które powinienem wyeliminować bardzo chętnie poznam dobre praktyki.
Fragment detalu:
Fragment odpowiadający za cykl:
Narzędzie definiowane T 312 - przecinak
* - Toczenie rowka
N310 T "312"*
N320 FUNCTION TURNDATA SPIN VCONST:OFF S800*
N330 G862 PODCIN. ROZ. RAD. ~
Q215=+0 ;RODZAJ OBROBKI ~
Q460=+2 ;BEZPIECZNY ODSTEP ~
Q491=+16 ;START KONTURU SREDNICA ~
Q492=-20 ;START KONTURU Z ~
Q493=+12 ;KONIEC KONTURU X ~
Q494=-16 ;KONIEC KONTURU Z ~
Q495=+0 ;KAT ZARYSU ~
Q501=+0 ;TYP ELEMENTU POCZATKOWEGO ~
Q502=+1 ;WIELKOSC ELEMENTU POCZATKOWEGO ~
Q500=+0 ;PROMIEN NAROZA KONTURU ~
Q496=+0 ;KAT ZARYSU ~
Q503=+0 ;TYP ELEMENTU KONCOWEGO ~
Q504=+1 ;WIELKOSC ELEMENTU KONCOWEGO ~
Q478=+0.3 ;POSUW OBROBKA ZGRUBNA ~
Q483=+0.4 ;NADDATEK SREDNICY ~
Q484=+0.2 ;NADDATEK Z ~
Q505=+0.2 ;POSUW OBROBKA WYKANCZAJACA ~
Q463=+2 ;OGRANICZENIE WCIECIA ~
Q510=+0.8 ;NAKLADANIE PRZECINANIE ~
Q511=+80 ;WSPOLCZYNNIK POSUWU ~
Q462=+1 ;TRYB POWROTU ~
Q211=+3 ;CZAS PRZEBYWANIA OBR.*
N340 G00 X+100 Z+10 Y+0 A+0 M3*
N350 Z-20*
N360 M99*








