



Wiercenie wiertlami hss
-
Paw.siw
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 4
- Posty: 81
- Rejestracja: 31 maja 2017, 02:07
- Lokalizacja: Bydgoszcz
Wiercenie wiertlami hss
Witam pisze żeby się upewnić czy napewno dobre dobieram parametry. Głównie wiercę wiertlami hss i na dodatek ostrzonymi na szlifierce. Przyjmuje mniej więcej VC15-20 przy posuwie 0,05-0,07. Zagłębiam się po 1-2mm.


-
 Butler
Butler
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 4
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: Wiercenie wiertlami hss
W telegraficznym skrócie...
Jak masz dobrze naostrzone wiertło to dla zwykłej stali możesz dać bez problemu Vc=30. Co materiał to inne Vc, w nierdzewce np. dał bym Vc=10
Posuw zależy od średnicy wiertła. Dla zwykłej stali daję 3,0 to 0,03mm na obrót, 6,0 to 0,07mm na obrót, 9,0 to 0,1mm na obrót, 14,0 to 0,15mm, 18,0 to 0,2mm.
No i znowu co materiał to się koryguje
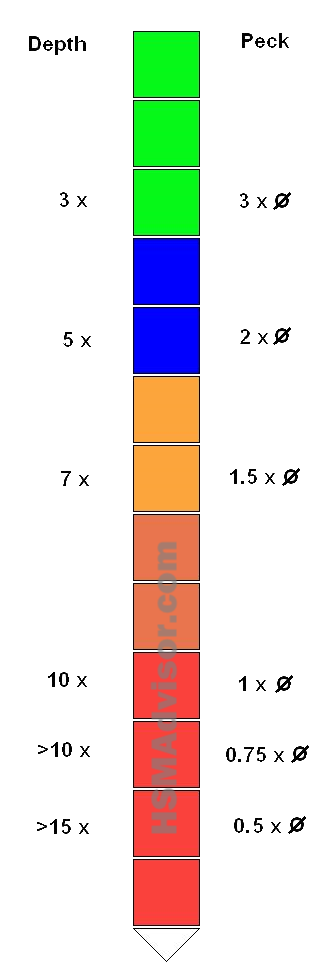
Zagłębienie... Każdy indywidualnie do tego podchodzi, ale ja do 1,5D nie łamię, do 3D łamię z postojem bez powrotu co 0,5D, głębiej to już łamanie z pełnym wyjazdem, im głębiej tym łamanie bardziej gęsto trzeba zrobić.
Jak masz dobrze naostrzone wiertło to dla zwykłej stali możesz dać bez problemu Vc=30. Co materiał to inne Vc, w nierdzewce np. dał bym Vc=10
Posuw zależy od średnicy wiertła. Dla zwykłej stali daję 3,0 to 0,03mm na obrót, 6,0 to 0,07mm na obrót, 9,0 to 0,1mm na obrót, 14,0 to 0,15mm, 18,0 to 0,2mm.
No i znowu co materiał to się koryguje
Zagłębienie... Każdy indywidualnie do tego podchodzi, ale ja do 1,5D nie łamię, do 3D łamię z postojem bez powrotu co 0,5D, głębiej to już łamanie z pełnym wyjazdem, im głębiej tym łamanie bardziej gęsto trzeba zrobić.
-
wojtek10916
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
-
Butler
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: Wiercenie wiertlami hss
Pisałem że każdy indywidualnie do tego podchodzi
Bez wyjazdu łamię co 0,5D, z wyjazdem można powiedzieć że tak jak grafika pokazała, no może trochę bardziej asekuracyjnie.
Bez wyjazdu łamię co 0,5D, z wyjazdem można powiedzieć że tak jak grafika pokazała, no może trochę bardziej asekuracyjnie.






