")
Problem z makrem do frezowanie fazki używa bowiem takich samych zmiennych
jak makro do kalibracji sondy pomiarowej. Po użyciu makra do fazki dane z kalibracji zostają nadpisane i
programy do mierzenia i kalibracji za pomocą sondy nie działają. Potrzebna ponowna kalibracja.
Makro do frezowania fazki działa prawidłowo.
Jakich zmiennych użyc aby makro do frezowania fazki nie nadpisywało zmiennych (#500,do #504)?
O987( FREZOWANIE f OS B0/B90 )
(GOTO 99)
#500=#24 (ODL. BEZPIECZNA)
#501=#22 (ODLEGLOSC BEZPIECZNA ZEW PROMIEN)
#503=#11-[TAN[#13]*#19]*2.(SREDNICA DNA)
#504=[[#11-#18]/2]/TAN[#13.] (MAX GLEBOKOSC WYBRANEGO NARZEDZIA)
IF [#18 GT #11-[TAN[#13]*#19]*2.] GOTO 90
IF [#1 EQ 0] GOTO 97
IF [#6 EQ 0] GOTO 97
IF [#7 EQ 0] GOTO 97
IF [#8 EQ 0] GOTO 97
IF [#18 EQ 0] GOTO 97
IF [#11 EQ 0] GOTO 97
IF [#19 EQ 0] GOTO 97
IF [#13 EQ 0] GOTO 97
IF [#17 EQ 0] GOTO 97
IF [#500 EQ 0] GOTO 97
IF [#501 EQ 0] GOTO 97
IF [#21 GT 1] GOTO 96
IF [#21 LT 0] GOTO 96
IF [#23 LT 0] GOTO 96
IF [#23 GT 1] GOTO 96
IF [#23 EQ 1] GOTO 5
IF [#24 LT 0] GOTO 96
(GOTO 89)
IF [#9 EQ 0] GOTO 2
IF [#9 EQ 90] GOTO 1
GOTO 98
N1
G0
G90
G21
T#17.M6
M108
B90.
(G54)
M200
M211
G97S[[#7*1000]/[3.14*#18.]]M3
G10.9X0.
(G68X0.Y0.Z0.I0.J1.K0.R90.)
G91
G17X0.Y0.
G90
G0G95Z[#1/2]+#500.
Y#4.
C#5.
X#3.
M211
M#20.
G0Z[#1/2]+#500.Y#4.X#3.
Z[#2.+#501.]
G91
G1X[#11.-#18.]/2.G0F#8.
G90G1Z#2.F#8.
G91G3.1Z-#19.X-TAN[#13.]*#19.I-[#11.-#18.]/2.J0.P#19./#6.
N10
G3X0.Y0.J0.I-[[#11.-#18.]/2-TAN[#13.]*#19.]F#8/2.
G90
IF [#21 EQ 1] GOTO 3
G1X#3.Y#4.
N3
G0Z[#1/2]+#500.
X#3.Y#4.
GOTO 99
N2
G0
G90
G21
T#17.M6
M108
B0.
(G54)
M200
M211
G97S[[#7*1000]/[3.14*#18.]]M3
G10.9X0.
(G68X0.Y0.Z0.I0.J1.K0.R0.)
G91
G17X0.Y0.
G90
G0G95Z#500.
C#5.
X#2.Y#4.
(C#5.)
M211
M#20.
G0Z#3+#501.
G91
G1X[#11-#18]/2.F#8.
G90G1Z#3.F#8.
G91G3.1Z-#19.X-TAN[#13.]*#19.I-[#11.-#18.]/2.J0.P#19./#6.F#8.
N20
G3X0.Y0.J0.I-[[#11.-#18.]/2-TAN[#13.]*#19.]F#8/2.
G90
IF [#21 EQ 1] GOTO 4
G1X#2.Y#4.
N4
G0Z#500.
X#2.Y#4.
GOTO 99
N5
IF [#9 EQ 0] GOTO 200
IF [#9 EQ 90] GOTO 100
GOTO 98
N100
G0
G90
G21
T#17.M6
M108
B90.
(G54)
M200
M211
G97S[[#7*1000]/[3.14*#18.]]M3
G10.9X0.
G68X0.Y0.Z0.I0.J1.K0.R90.
G91
G17X0.Y0.
G90
G0G95Z[#1/2]+#500.
Y#4.
C#5.
X#3.
M211
M#20.
G0Z[#1/2]+#500.Y#4.X#3.
Z[#2.+#501.]
G91
G1X[#11.-#18.]/2.F#8.
G90G1Z#2.F#8.
G91G2.1Z-#19.X-TAN[#13.]*#19.I-[#11.-#18.]/2.J0.P#19./#6.
N1000
G2X0.Y0.J0.I-[[#11.-#18.]/2-TAN[#13.]*#19.]F#8/2.
G90
IF [#21 EQ 1] GOTO 300
G1X#3.Y#4.
N300
G0Z[#1/2]+#500.
X#3.Y#4.
GOTO 99
N200
G0
G90
G21
T#17.M6
M108
B0.
(G54)
M200
M211
G97S[[#7*1000]/[3.14*#18.]]M3
G10.9X0.
G68X0.Y0.Z0.I0.J1.K0.R0.
G91
G17X0.Y0.
G90
G0G95Z#500.
C#5.
X#2.Y#4.
(C#5.)
M211
M#20.
G0Z#3+#501.
G91
G1X[#11-#18]/2.F#8.
G90G1Z#3.F#8.
G91G2.1Z-#19.X-TAN[#13.]*#19.I-[#11.-#18.]/2.J0.P#19./#6.F#8.
N2000
G2X0.Y0.J0.I-[[#11.-#18.]/2-TAN[#13.]*#19.]F#8/2.
G90
IF [#21 EQ 1] GOTO 400
G1X#2.Y#4.
N400
G0Z#500.
X#2.Y#4.
GOTO 99
N89 #3000 = 89 (TYLKO DLA DOSWIADZCZONYCH_USUN_GOTO_89_PRZED UZYCIEM)
N90 #3000 = 90 (ZA DUZA SREDNICA NARZEDZIA!_PATRZ_#503_DLA MAX SREDNICY FREZA)
N96 #3000 = 96 (BLAD WPROWADZONEJ WARTOSCI)
N97 #3000 = 97 (BRAK WPROWADZONEJ WARTOSCI)
N98 #3000 = 98
N99
G69
M99
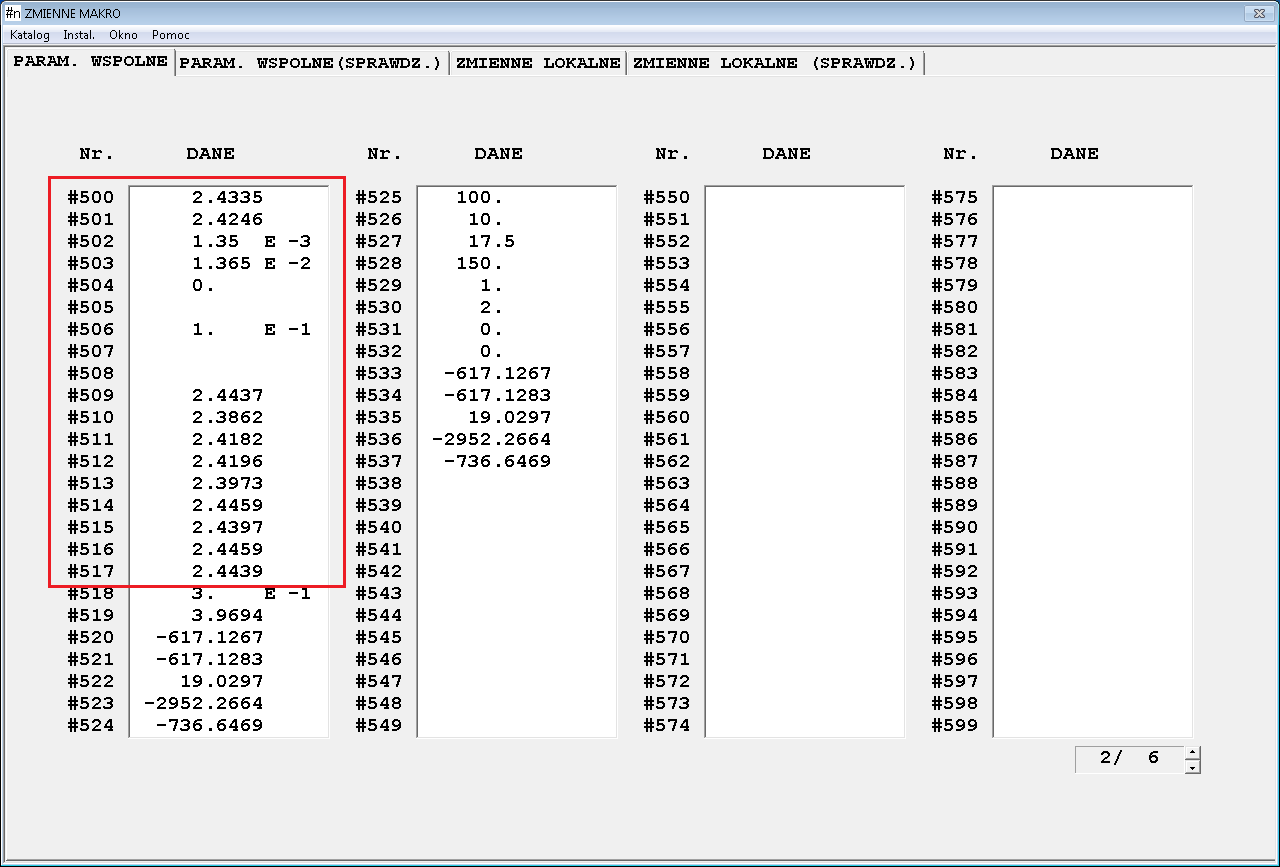
Zaznaczone; zmienne przechowujace dane kalibracji:
Program w mazotrolu: