



O tych przepaleniach , to nie złośliwie.
Po prostu napisałem też, bo też mnie to spotyka, właśnie w takich samych momentach.
Jestem totalnym amatorem ale i fascynatem tej metody.
Co do ocynku i zapominalstwa, dzisiaj łapałem nakrętki i też zapomniałem, że jakiś kadm czy cynk jest nałożony.
Od razu czarno i szaro przy spoinie zdmuchnięte łukiem i gazem.
No i zapach. Trzeba uważać bo to zdrowe nie jest.
Przyłbiaca samościemniająca - zdziwienie - TIG DC


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 11
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Przyłbiaca samościemniająca - zdziwienie - TIG DC
Nawet tak nie pomyślałem, ot przy takich cienkich wcale o to nie trudno, wystarczy nieraz reka poleci i... dziura.O tych przepaleniach , to nie złośliwie.
Mnie też się TiG podoba, porównałbym go do gazowego, bo masz wpływ na jeziorko i rozlanie, tyle, że trzeba ćwiczyć, ćwiczyć, i pamiętać o przygotówce i czystości..
pozdrawiam,
Roman
Roman
-
piromarek
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 13
- Posty: 1316
- Rejestracja: 08 maja 2007, 08:05
- Lokalizacja: Chodzież
Re: Przyłbiaca samościemniająca - zdziwienie - TIG DC
Obyś był zadowolony z tego Jeta.
Ja po przebojach z właśnie z WF tylko SPOT, kupiłem produkt ze stajni ( powiedzmy ) EWM, czyli wspominany wcześniej w innym temacie Teamwelder 180ACDC.
Ale możliwe że to był mój konkretny egzemplarz.
Później opiszę go dokładniej, ale to jest inna bajka. Nareszcie widać zmiany w regulacjach w kierunku na tak jak napisane w książce.
Widać jak zmiany częstotliwości zmienią łuk , widać zmiany balansu, widać zmiany nawet koloru elektrody.
Narszcie mogę używać elektrody 1,6 bo WF pomimo małych prądów ciągle mi ją upalało.
Nie przeczę że WF miał niezły DC, ale AC nie potrafiłem opanować.
Pozdrawiam.
Ja po przebojach z właśnie z WF tylko SPOT, kupiłem produkt ze stajni ( powiedzmy ) EWM, czyli wspominany wcześniej w innym temacie Teamwelder 180ACDC.
Ale możliwe że to był mój konkretny egzemplarz.
Później opiszę go dokładniej, ale to jest inna bajka. Nareszcie widać zmiany w regulacjach w kierunku na tak jak napisane w książce.
Widać jak zmiany częstotliwości zmienią łuk , widać zmiany balansu, widać zmiany nawet koloru elektrody.
Narszcie mogę używać elektrody 1,6 bo WF pomimo małych prądów ciągle mi ją upalało.
Nie przeczę że WF miał niezły DC, ale AC nie potrafiłem opanować.
Pozdrawiam.
-
biały Murzyn
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 2
- Rejestracja: 05 sie 2019, 13:56
Re: Przyłbiaca samościemniająca - zdziwienie - TIG DC
A jeszcze tańszym będzie, jak Ci ktoś podświeci gołym tyłkiemDużo prostszym i tańszym "patentem", którego używam jest latarka LED typu "czołówka" przymocowana do przyłbicy
A mówiąc poważnie, to istnieje ryzyko, że czołówka się przekrzywi podczas ważnego procesu i cała praca pójdzie na marne
Więc lepiej unikać takich "patentów"
-
piromarek
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 13
- Posty: 1316
- Rejestracja: 08 maja 2007, 08:05
- Lokalizacja: Chodzież
Re: Przyłbiaca samościemniająca - zdziwienie - TIG DC
Co za problem, tak zamocować tą czołówkę, żeby się nie ruszała.
Tak mówiąc, to wszystko może pójść nie tak.
Jak ktoś umie, może spawać bez doświetlania, jak wystarczy mu sam łuk. Przy małych prądach, tego światła jest bardzo mało i ledwo co widać kierunek. Ja widzę słabo i dodatkowe światło mi również pomaga.
Roman, pozazdrościłem Ci testów na cienkich blaszkach, ale znalazłem tylko 0,7 mm.
Zdjęcie trochę słabe ale to telefon.
Do sczepiania dla testu podniosłem trochę prąd i włączyłem puls 1,5 kHz 150 % 1/1. Nawet nieźle łapało.
ścieg i sczepy bez spoiwa.
Wcześniej bawiłem się alu, lecz od kilku dni samo DC. Jak wróciłem na próbę na chwilę do alu to masakra.
Nic nie idzie, inny łuk inne ustawienia , nie takie skupienie. No załamka
Tak mówiąc, to wszystko może pójść nie tak.
Jak ktoś umie, może spawać bez doświetlania, jak wystarczy mu sam łuk. Przy małych prądach, tego światła jest bardzo mało i ledwo co widać kierunek. Ja widzę słabo i dodatkowe światło mi również pomaga.
Roman, pozazdrościłem Ci testów na cienkich blaszkach, ale znalazłem tylko 0,7 mm.
Zdjęcie trochę słabe ale to telefon.
Do sczepiania dla testu podniosłem trochę prąd i włączyłem puls 1,5 kHz 150 % 1/1. Nawet nieźle łapało.
ścieg i sczepy bez spoiwa.
Wcześniej bawiłem się alu, lecz od kilku dni samo DC. Jak wróciłem na próbę na chwilę do alu to masakra.
Nic nie idzie, inny łuk inne ustawienia , nie takie skupienie. No załamka
-
piromarek
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 13
- Posty: 1316
- Rejestracja: 08 maja 2007, 08:05
- Lokalizacja: Chodzież
Re: Przyłbiaca samościemniająca - zdziwienie - TIG DC
He. Dzięki.
Będę tego potrzebował bo załamka
Nie spawam zawodowo, więc po pierwsze nie mam okazji robić tego dużo i długo.
Wiecie jak to jest.
Jak w pracy kreślę w Acad co dziennie, to jakieś tam usprawnienia się wyrabiają po tak długim czasie.
Tutaj za każdym razem to jakby nowość.
Po drugie, jak ktoś nie spawał TIG.
Aluminium AC i stal DC to kompletnie inne bajki.
Inne ustawienia do tej samej grubości materiału, inaczej się zachowuje zajarzenie, łuk ma inny kształt i centrum, potrafi powstać stożek, nie wiem, plazmy powyżej ostrzenia elektrody ? Nie wiem od czego zależny ( może od kąta ostrzenia, może od koloru elektrody, może od wielkości prądu, czy częstotliwości, a może od związku między nimi ?
Nie wspominając że topi się zupełnie inaczej i ma inne napięcie powierzchniowe. Można niezłą kulkę roztopić a dwie takie na krawiędziach wcale się nie połączą tylko wypalasz coraz większą dziurę zamiast sczepu krawędzi.
Muszę usiąść nad tym i systematycznie określić co i jak wpływa na co.
Oczywiście nie da się opracować tabelki uniwersalnych ustawień do wszystkiego, bo oprócz grubości alu, bardzo duże znaczenie ma pozycja i orientacja blach. Na przykład inaczej będzie się spawało blachy doczołowo i pachwinę.
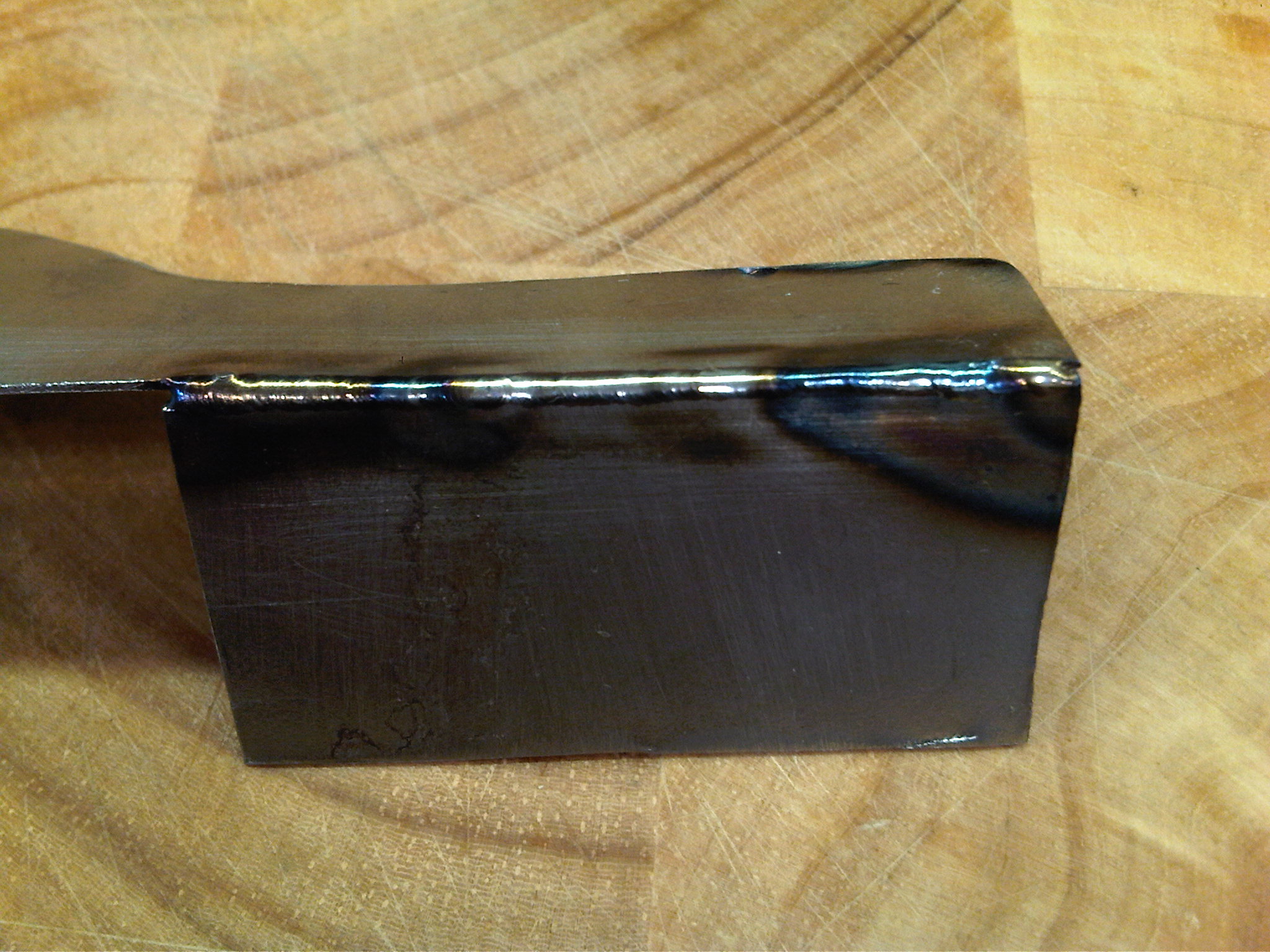
Poniżej próba na alu 2mm, spawane z dodatkowym materiałem na podkładce z kątownika ze stali.
Ale już wczorajsza próba, na 1mm alu, po przerwie i kilku dniach spawania DC, kompletnie mnie rozwaliła, bo nie udało mi się nic.
Zdjęcia nie pokażę bo nie zrobiłem i wstyd


Będę tego potrzebował bo załamka
Nie spawam zawodowo, więc po pierwsze nie mam okazji robić tego dużo i długo.
Wiecie jak to jest.
Jak w pracy kreślę w Acad co dziennie, to jakieś tam usprawnienia się wyrabiają po tak długim czasie.
Tutaj za każdym razem to jakby nowość.
Po drugie, jak ktoś nie spawał TIG.
Aluminium AC i stal DC to kompletnie inne bajki.
Inne ustawienia do tej samej grubości materiału, inaczej się zachowuje zajarzenie, łuk ma inny kształt i centrum, potrafi powstać stożek, nie wiem, plazmy powyżej ostrzenia elektrody ? Nie wiem od czego zależny ( może od kąta ostrzenia, może od koloru elektrody, może od wielkości prądu, czy częstotliwości, a może od związku między nimi ?
Nie wspominając że topi się zupełnie inaczej i ma inne napięcie powierzchniowe. Można niezłą kulkę roztopić a dwie takie na krawiędziach wcale się nie połączą tylko wypalasz coraz większą dziurę zamiast sczepu krawędzi.
Muszę usiąść nad tym i systematycznie określić co i jak wpływa na co.
Oczywiście nie da się opracować tabelki uniwersalnych ustawień do wszystkiego, bo oprócz grubości alu, bardzo duże znaczenie ma pozycja i orientacja blach. Na przykład inaczej będzie się spawało blachy doczołowo i pachwinę.
Poniżej próba na alu 2mm, spawane z dodatkowym materiałem na podkładce z kątownika ze stali.
Ale już wczorajsza próba, na 1mm alu, po przerwie i kilku dniach spawania DC, kompletnie mnie rozwaliła, bo nie udało mi się nic.
Zdjęcia nie pokażę bo nie zrobiłem i wstyd






