Witam ponownie.
Wróciłem do tematu po długiej przerwie i przyjrzałem się dokładniej problemowi.
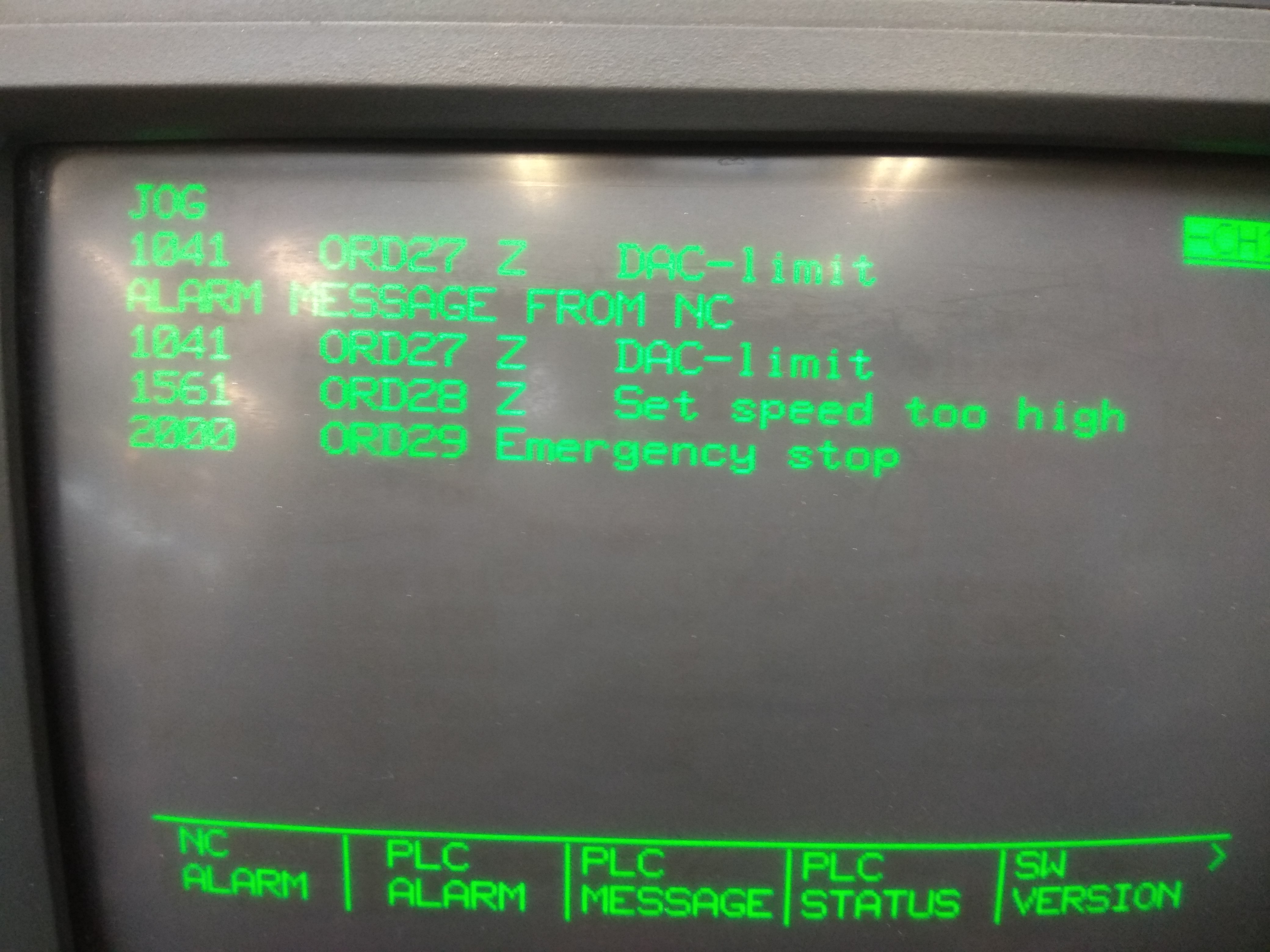
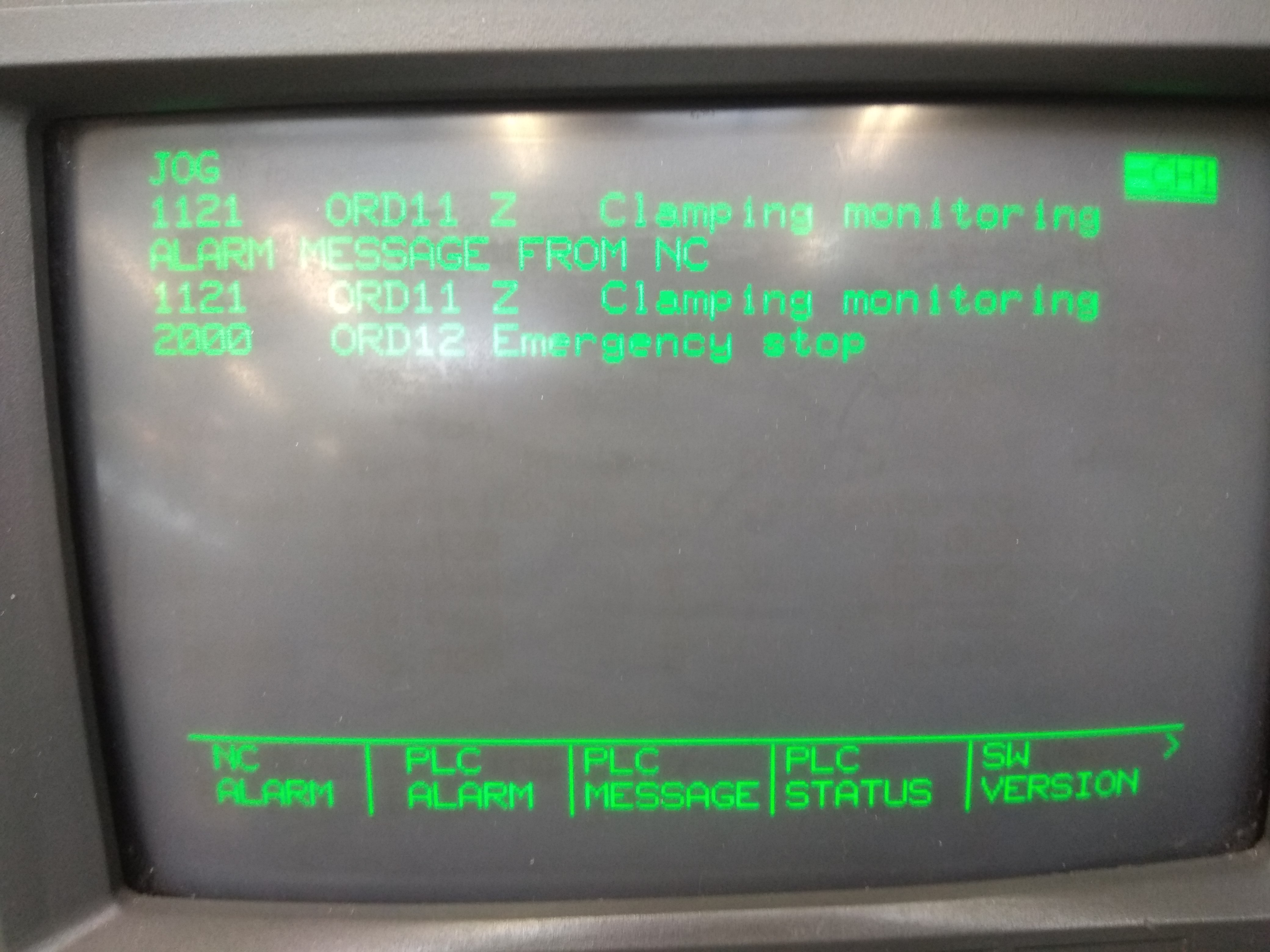
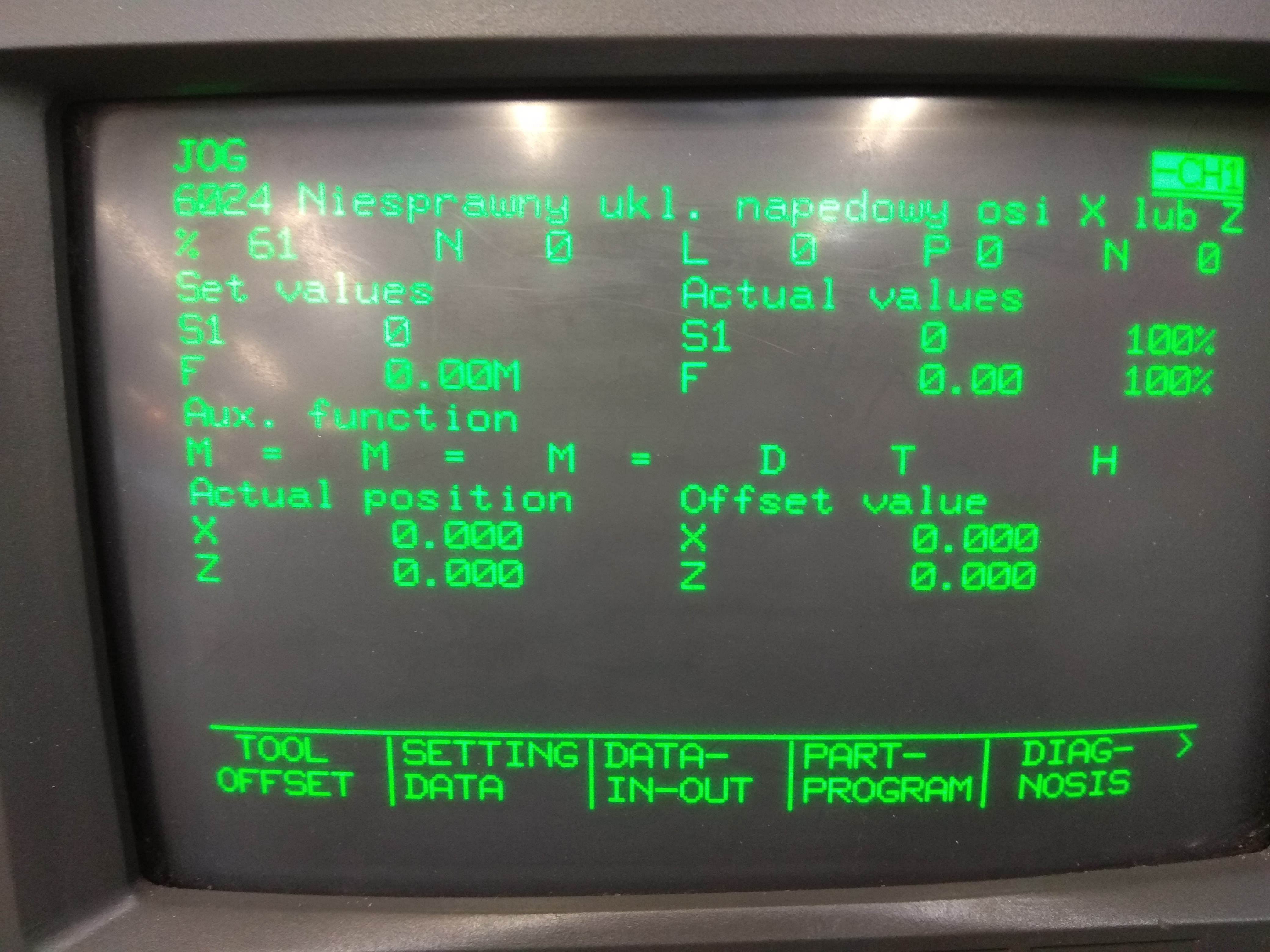
Problem polega na pojawianiu się alarmu (zdjęcia alarmów w załączniku) każdorazowo w momencie próby przejazdu osią Z w kierunku od wrzeciona na ruchu przyspieszonym.
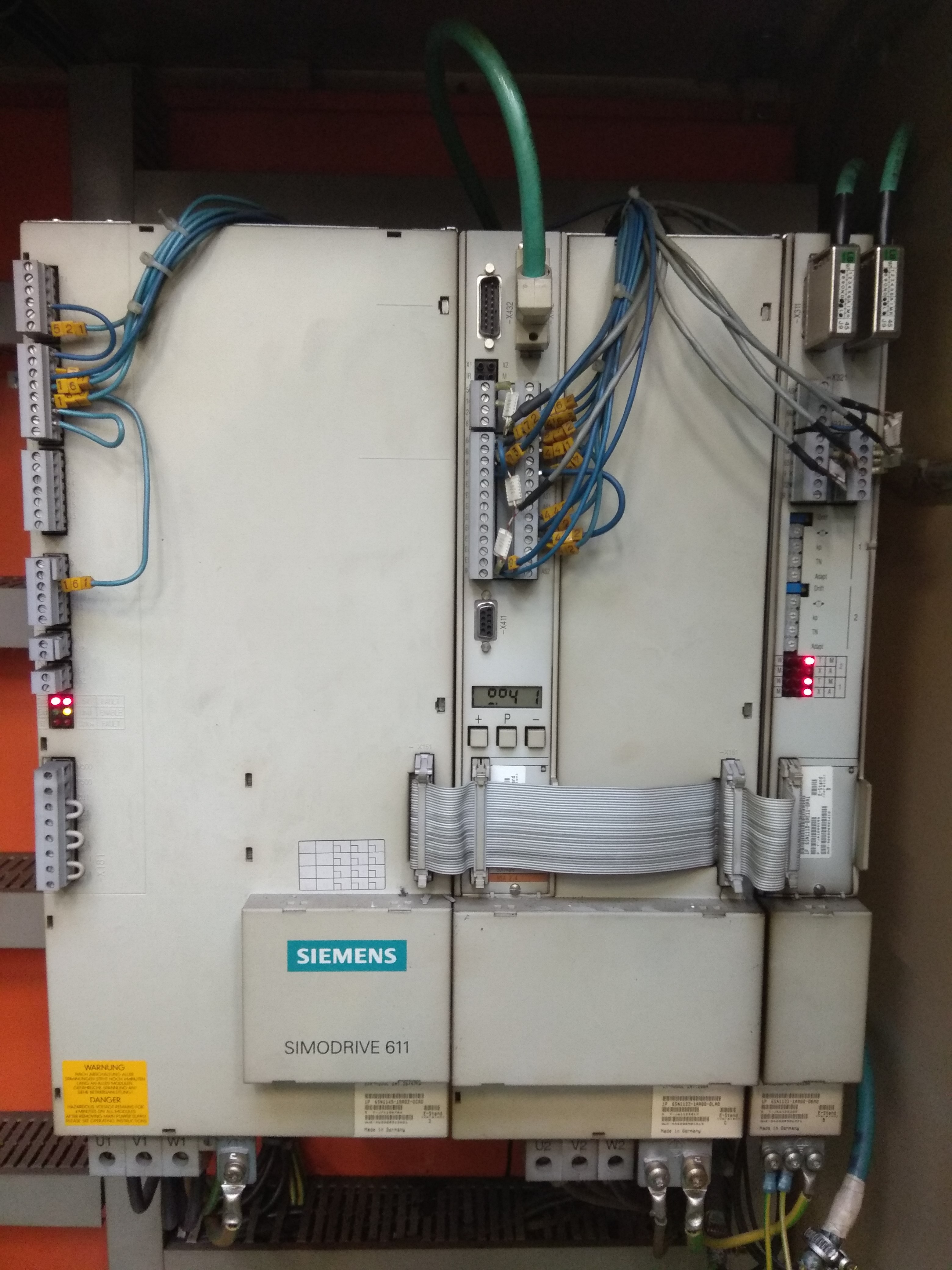
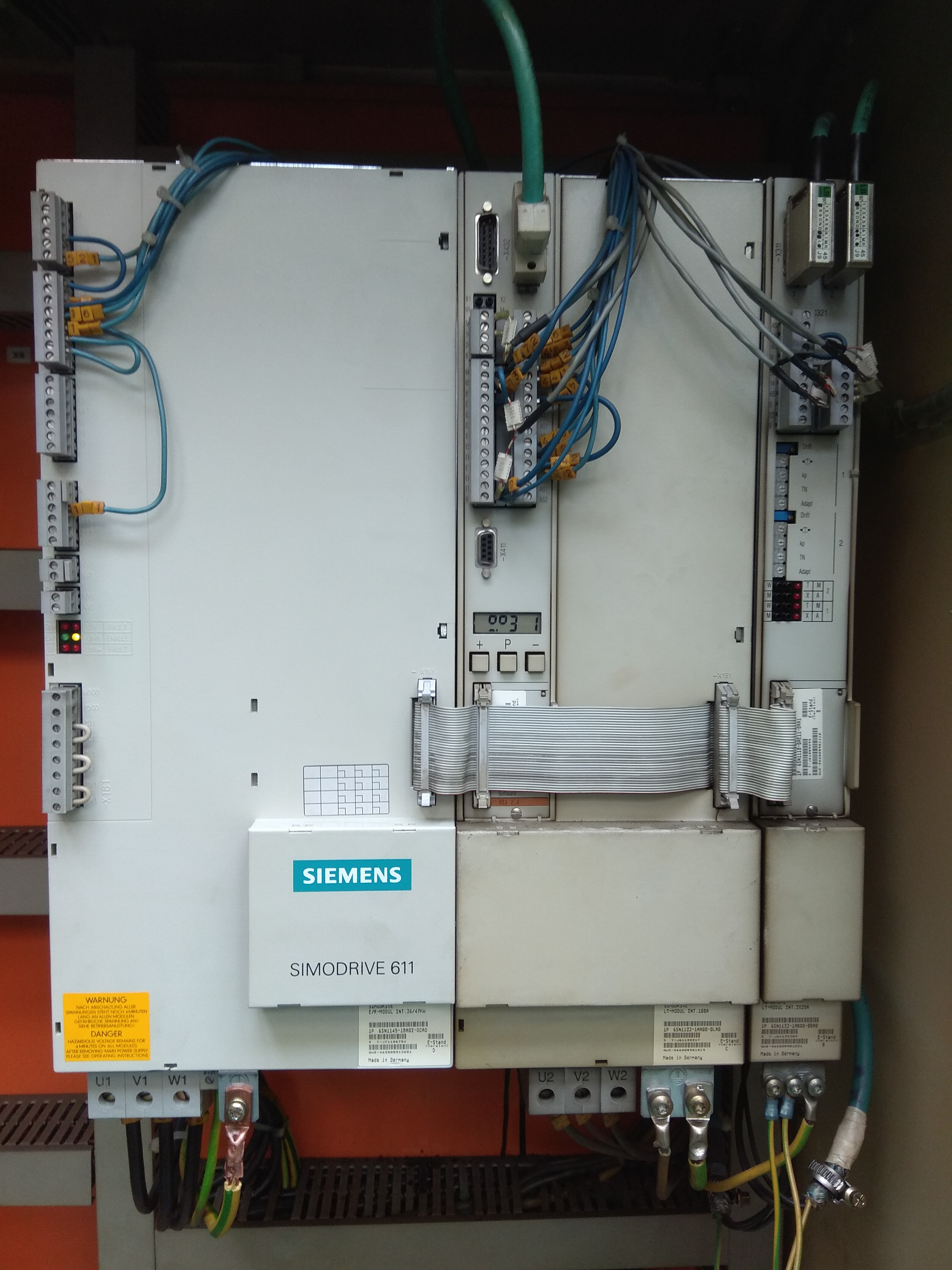
Napęd typ: INT 2x25A 6SN1123-1AB00-0BA0
Podczas przejazdu w kierunku wrzeciona na ruchu normalnym i przyspieszonym ten problem nie występuje. Również na osi X przejazdy działają poprawnie.
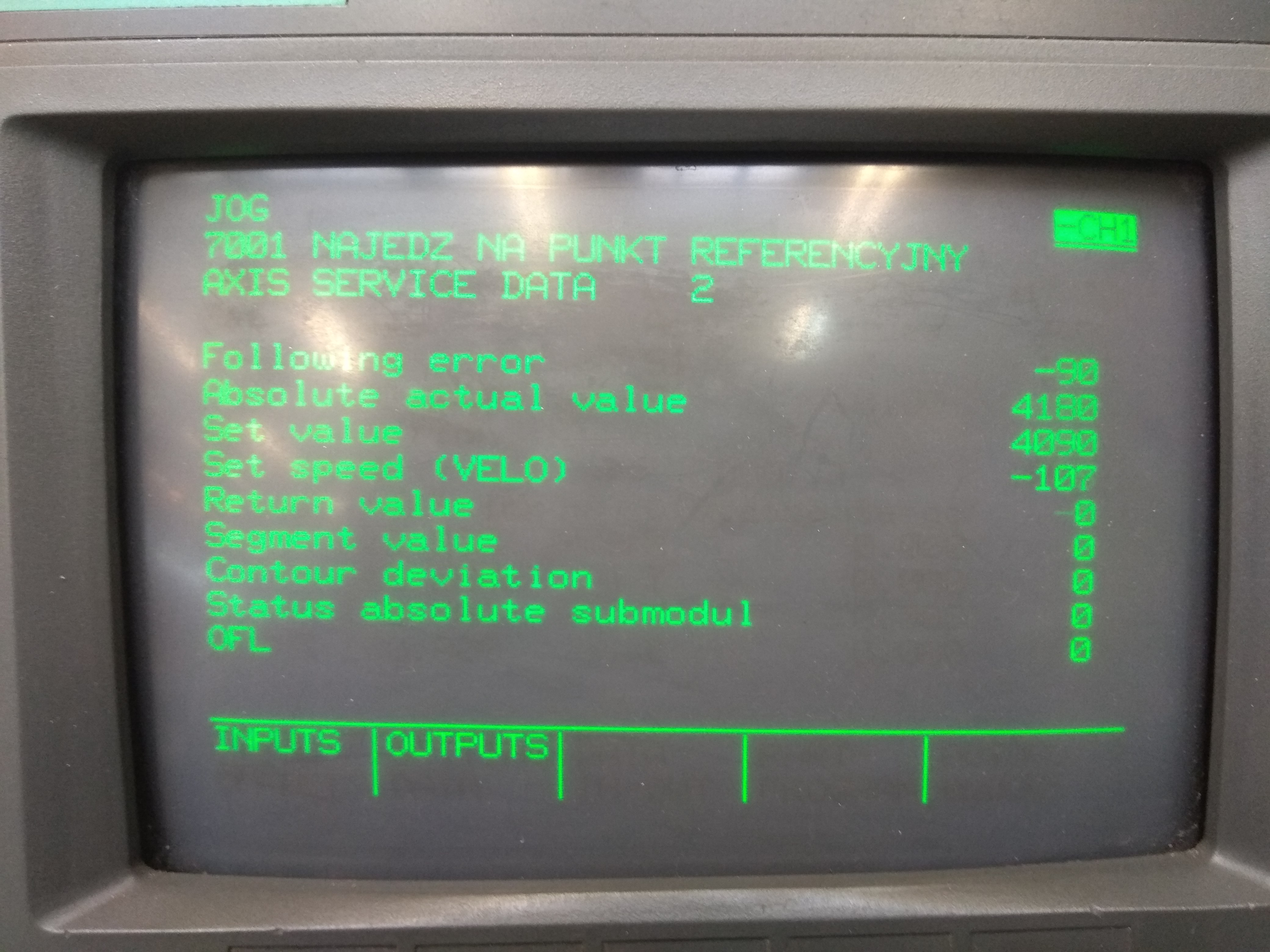
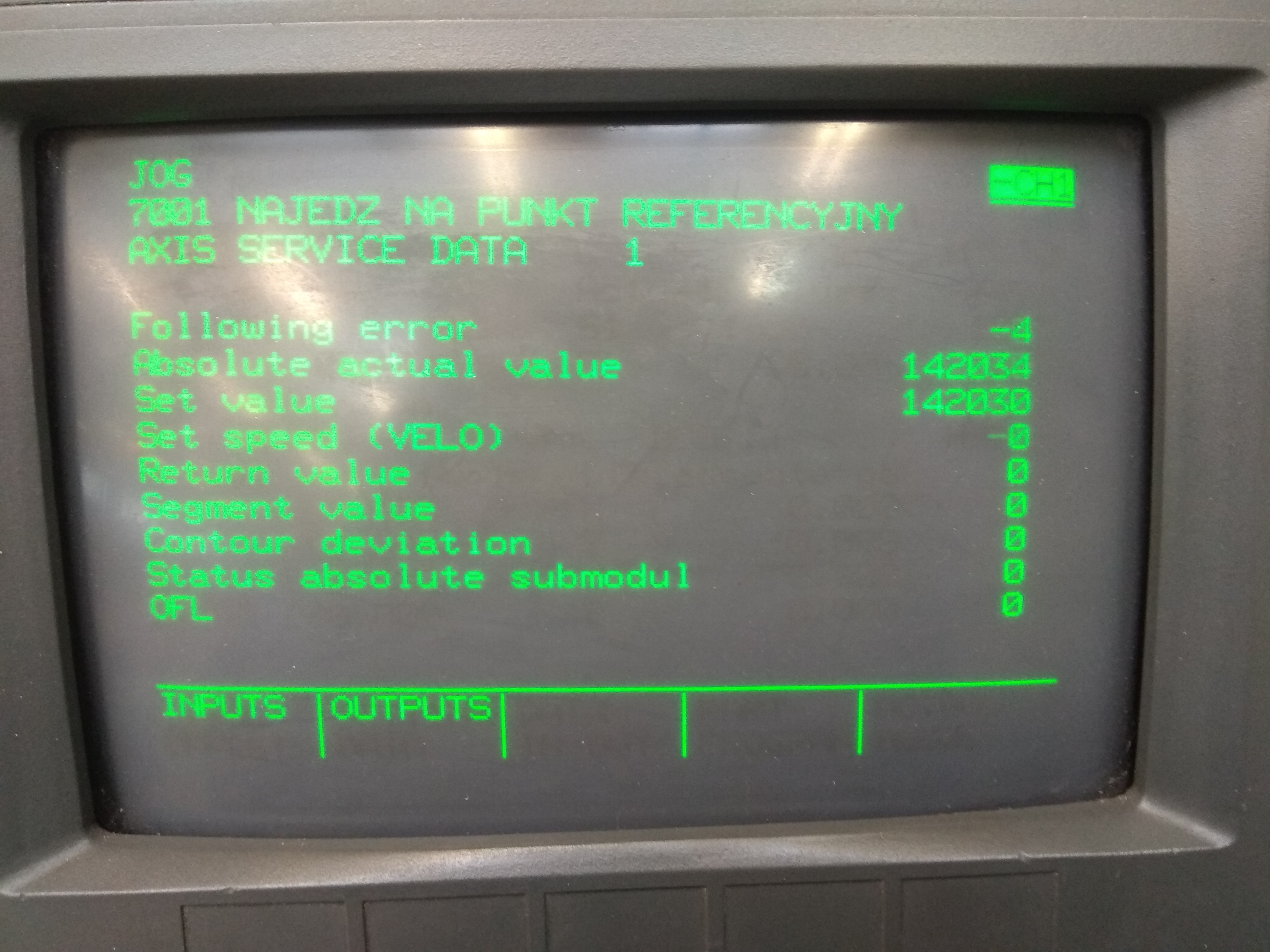
Po wyświetleniu parametrów w diagnostyce osi Z dziwna wartość pojawia się w parametrze „Set speed (Velo) na postoju wskazuje wartość około -100 (przy osi X około 0)
W momencie wolnego przejazdu na osi Z w kierunku wrzeciona wartość około -200 w przeciwnym do kierunku wrzeciona wartość bliska 0.
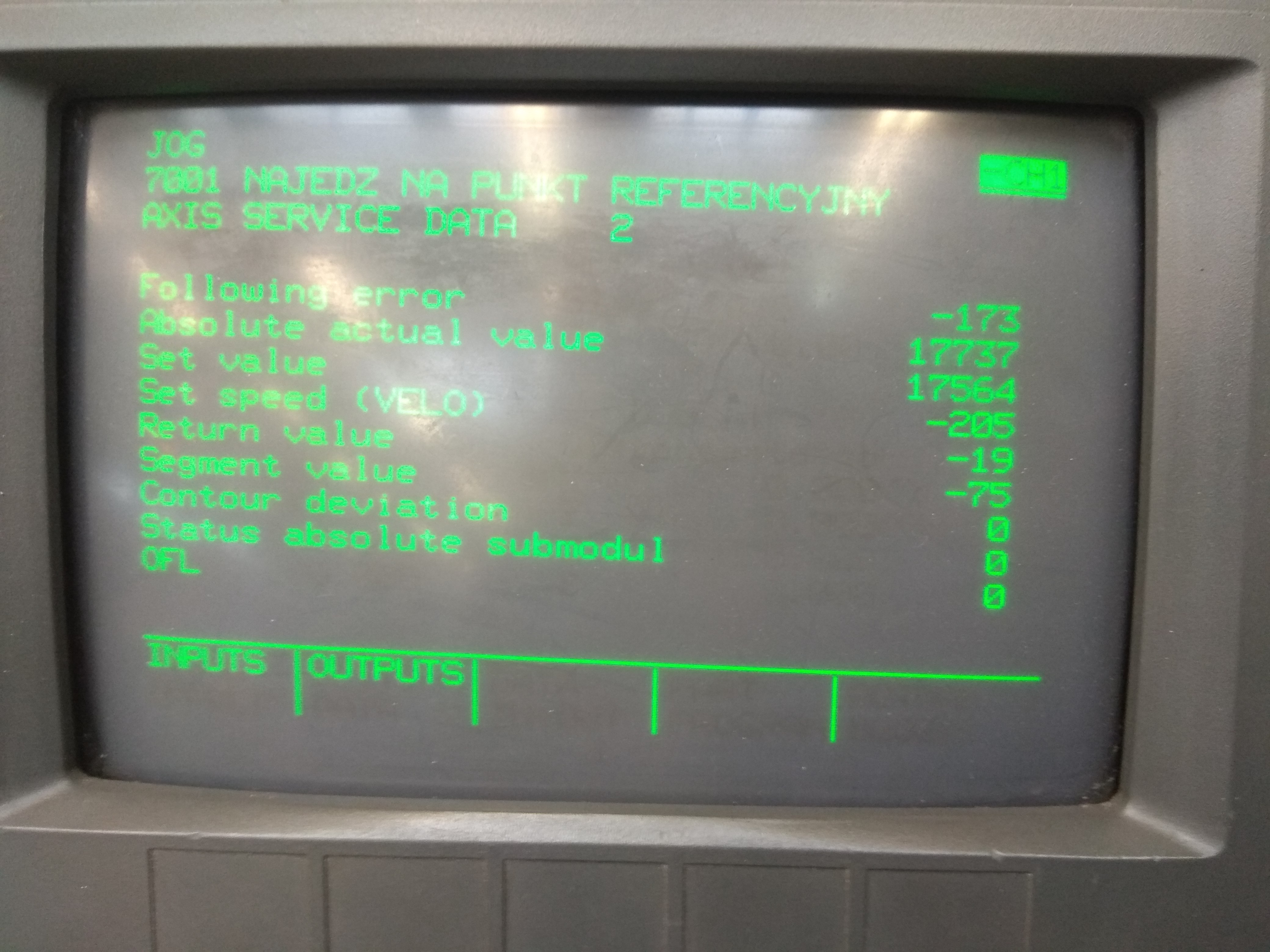
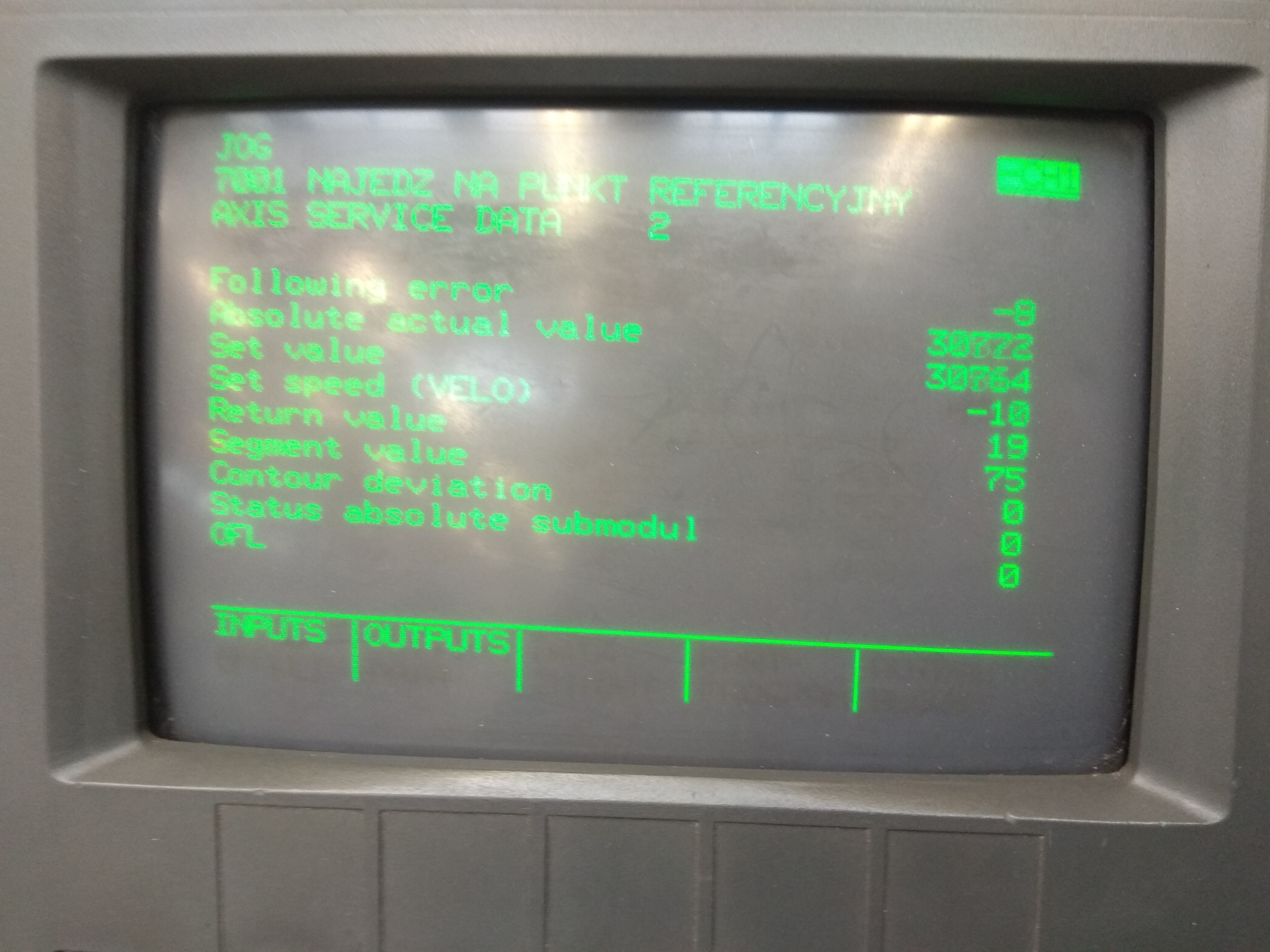
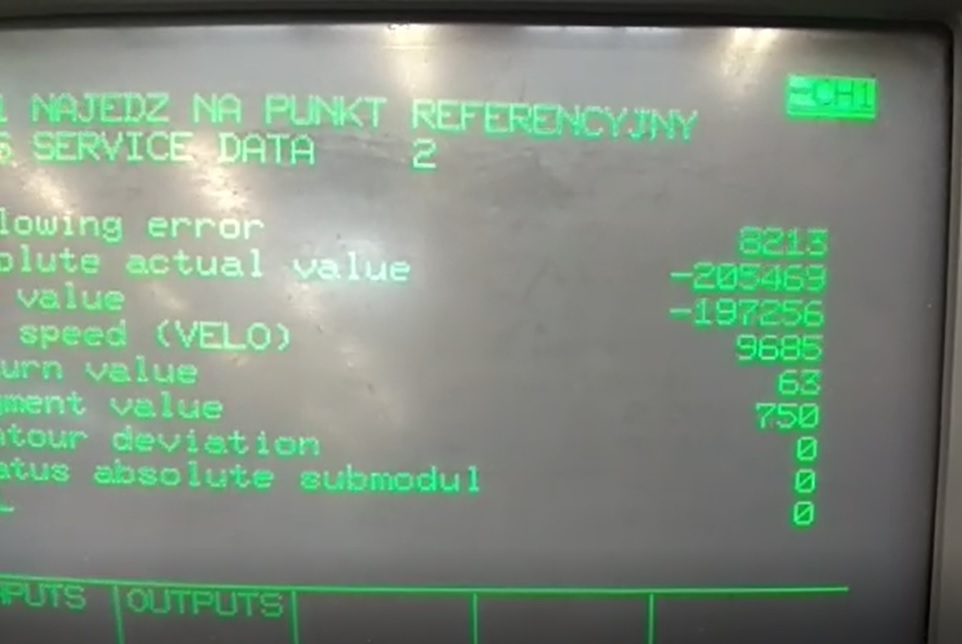
W momencie szybkiego przejazdu na osi Z w kierunku wrzeciona wartość około -1000 w przeciwnym do kierunku wrzeciona po chwili wartość powyżej 9000 i od razu pojawia się alarm.
Na osi X podczas szybkiego przejazdu w obydwu kierunkach wartości są równe i wynoszą około 2000.
Żadna z diod na napędzie osi nie świeci (jak widać na zdjęciu).

Dodatkowym objawem niewłaściwej pracy jest występowanie alarmu jednorazowo zaraz po załączeniu sterowania maszyny (Alarm 1121 Clamping monitoring). Silnik osi Z wykonuje gwałtowny obrót aż do wystąpienia alarmu. Po skasowaniu i ponownym załączeniu sterowania już nie ma tego problemu.
Wysyłam zdjęcia Alarmów, napędu osi Z oraz X, diagnostyki osi Z (AXIS SERVICE DATA 2), w momencie postoju, przejazdu do wrzeciona oraz od wrzeciona na ruchach wolnych i szybkich.
Dodatkowe parametry które mogą mieć coś wspólnego z tym problemem.
MD2680, MD2681 wynosi 8192
MD3640, MD3641, MD3680, MD3681 wynosi 1
MD157 wynosi 1136
MD156 wynosi 500
MD2640, MD2641 wynosi 9600
Dodatkowo kontaktowałem się z Siemensem i otrzymałem taką odpowiedź:
"Problem tkwi w napędzie. Po pierwsze trzeba wyregulować dryft w napędzie aby na w obu kierunkach wartości zadawania "Speed Velo" były takie same.
Maks wartość Speed Velo to 8192. Po przekroczeniu tej wartości następuje wyłączenie z błędem 1041. Wszystko wskazuje na źle wyregulowany lub uszkodzony napęd"
Poproszę o pomoc jak mogę wyregulować ten dryft, gdzie się to wykonuje (na napędzie czy w parametrach CNC).
Dziękujęza pomoc i pozdrawiam.








")
")
")






