



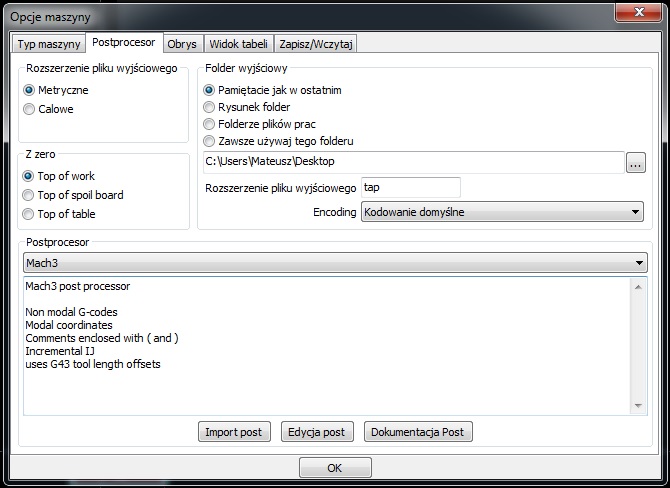
Witam, szukałem wszędzie i albo nie potrafię szukać albo nie wiem co...
Do tematu: pracuję na ploterze frezującym, sterowanym mach3. Ploter pracuje w osiach X / Y / Z. Na frezarce jest specjalny uchwyt aby materiał obramiany był na stałej wysokości, dzięki czemu kontakt frezu z materiałem jest na tej samej wysokości 35 mm osi Z
Jak mam ustawić opcje -> Parametry materiał - baza materiału i co mam wybrać w zakładce maszyna z osią Z zer?
żeby program wiedział że na wysokości 35 mm zaczyna się obróbka? i od tej wartości chcę schodzić niżej czyli do np 30-20 mm. Parametry takie jak umiejscowienie detalu w moim polu roboczym ogarniam ale z osią z to masakra.....
Błagam niech ktoś pomoże.....
Ustawienie bazy materiału...
SheetCam TNG 6.0.28


-
dudziak4
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 4
- Posty: 717
- Rejestracja: 06 wrz 2007, 13:30
- Lokalizacja: Bielawa
Re: Ustawienie bazy materiału...
Nie za bardzo wiem w czym masz problem.
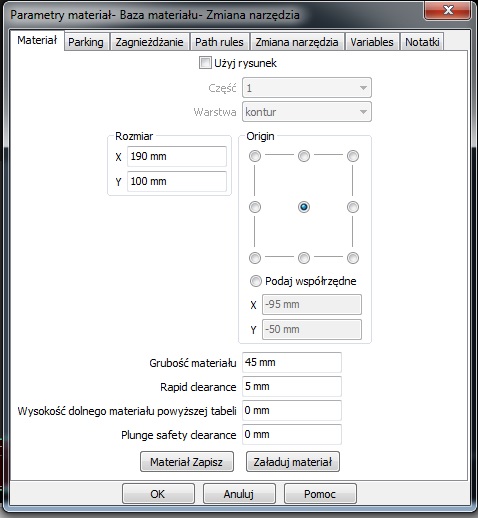
Top of work - Zero liczone od górnej części blachy (nie trzeba znać wysokości materiału, pracę zaczynamy od powierzchni)
Top of table - Zero liczone od stołu (trzeba znać wysokość obrabianego materiału)
Top of spoil board - Zero liczone od stołu + "specjalny uchwyt" (trzeba znać wysokość materiału + wysokość uchwytu)
Tutaj chyba nie ma co tłumaczyć:
Grubość materiału - wiadomo
Rapid clearance - wysokość przejazdowa na G0
Wysokość dolnego materiału powyżej tabeli - to jest wysokość tego uchwytu, imadła, podkładu, itd... na którym leży obrabiany materiał.
plunge safety clearance - jakiś dodatkowy odstęp bezpieczeństwa (nie wiem na co to ma wpływ u mnie jest to wartość 0,5mm)
Wysokości, limity i bazy materiałowe osi "Z" ustawia się nie w sheetcamie a w programie wykonawczym np. w machu3.
Jak zrozumiesz różnicę miedzy koordynatami maszynowymi a programowymi wszystko stanie się dużo prostsze.
Tłumacząc to łopatologicznie - bazując maszynę oś "Z" bazuje się jadąc do góry i po z bazowaniu ma w tym momencie zero maszynowe.
Ale w bazach materiałowych G54-G59 ustalasz że oś Z licząc od stołu do narzędzia ma np. 200mm. wpisujesz te współrzędne do tabeli przykładowo do bazy G54. Tym sposobem otrzymujesz taki efekt że oś Z stojąc na górze ma zero maszynowe ale programowe +200mm.
Zero programowe było by dla tej bazy wtedy gdyby narzędzie dotknęło stołu. Następnie ładujesz g-code z którego jest automatycznie wywołana baza G54 albo wywołujesz bazę sam bezpośrednio z macha. Używając twojego specjalnego uchwytu o wysokości np.100mm na którym jest zamocowany materiał grubości np.50mm gdy uzupełnisz te dane w oknach z sheetcama uzyskasz g-code w którym sheetcam będzie generował wartości obróbki analogicznie od powierzchni materiału bądź od stołu bądź od materiału który jest zamocowany w uchwycie o znanej wysokości.
Nie potrafię tego prościej wytłumaczyć ale myślę że zrozumiesz.
Top of work - Zero liczone od górnej części blachy (nie trzeba znać wysokości materiału, pracę zaczynamy od powierzchni)
Top of table - Zero liczone od stołu (trzeba znać wysokość obrabianego materiału)
Top of spoil board - Zero liczone od stołu + "specjalny uchwyt" (trzeba znać wysokość materiału + wysokość uchwytu)
Tutaj chyba nie ma co tłumaczyć:
Grubość materiału - wiadomo
Rapid clearance - wysokość przejazdowa na G0
Wysokość dolnego materiału powyżej tabeli - to jest wysokość tego uchwytu, imadła, podkładu, itd... na którym leży obrabiany materiał.
plunge safety clearance - jakiś dodatkowy odstęp bezpieczeństwa (nie wiem na co to ma wpływ u mnie jest to wartość 0,5mm)
Wysokości, limity i bazy materiałowe osi "Z" ustawia się nie w sheetcamie a w programie wykonawczym np. w machu3.
Jak zrozumiesz różnicę miedzy koordynatami maszynowymi a programowymi wszystko stanie się dużo prostsze.
Tłumacząc to łopatologicznie - bazując maszynę oś "Z" bazuje się jadąc do góry i po z bazowaniu ma w tym momencie zero maszynowe.
Ale w bazach materiałowych G54-G59 ustalasz że oś Z licząc od stołu do narzędzia ma np. 200mm. wpisujesz te współrzędne do tabeli przykładowo do bazy G54. Tym sposobem otrzymujesz taki efekt że oś Z stojąc na górze ma zero maszynowe ale programowe +200mm.
Zero programowe było by dla tej bazy wtedy gdyby narzędzie dotknęło stołu. Następnie ładujesz g-code z którego jest automatycznie wywołana baza G54 albo wywołujesz bazę sam bezpośrednio z macha. Używając twojego specjalnego uchwytu o wysokości np.100mm na którym jest zamocowany materiał grubości np.50mm gdy uzupełnisz te dane w oknach z sheetcama uzyskasz g-code w którym sheetcam będzie generował wartości obróbki analogicznie od powierzchni materiału bądź od stołu bądź od materiału który jest zamocowany w uchwycie o znanej wysokości.
Nie potrafię tego prościej wytłumaczyć ale myślę że zrozumiesz.
-
nosek7
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 4
- Posty: 8
- Rejestracja: 13 lut 2019, 10:47
Re: Ustawienie bazy materiału...
Dobra zaskoczyło coś ale jestem w tym temacie osobą raczkującą - myślę że pomożesz.
OK bazując maszynę w momencie zbazowania się maszyny dla niej górne położenie osi Z to jest 0 a dla mnie to jest wartość 84 (załącznik) tak czy nie?
Wyjaśnisz jeszcze powiązanie między start głębokość a głębokość cięcia?
Sytuacja: chcę wyciąć kwadrat (wyfrezować) z blaszki o grubości 3 mm
Ustawiam:
- Z zero jako Top of work - Zero liczone od górnej części blachy (nie trzeba znać wysokości materiału, pracę zaczynamy od powierzchni) (wiem że kontakt freza z mat nastąpi na Z=35 mm)
- grubość materiału: 3 mm
- przejazd szybki na: 40 mm
- start głębokość: 35 mm
- głębokość cięcia: 31 mm i po przejściu dalej wskakuje mi 35 mm...
dopiero jak wpisze start głębokość -35 mm i głębokość cięcia 31 mm to w symulacji frez idzie po Z=40 mm i ruchem roboczym schodzi do Z35 robi przejście na tej wysokości i idzie na Z31
dobrze to robię?
Nie ma jakiejś instrukcji po polsku do sheetcam?
OK bazując maszynę w momencie zbazowania się maszyny dla niej górne położenie osi Z to jest 0 a dla mnie to jest wartość 84 (załącznik) tak czy nie?
Wyjaśnisz jeszcze powiązanie między start głębokość a głębokość cięcia?
Sytuacja: chcę wyciąć kwadrat (wyfrezować) z blaszki o grubości 3 mm
Ustawiam:
- Z zero jako Top of work - Zero liczone od górnej części blachy (nie trzeba znać wysokości materiału, pracę zaczynamy od powierzchni) (wiem że kontakt freza z mat nastąpi na Z=35 mm)
- grubość materiału: 3 mm
- przejazd szybki na: 40 mm
- start głębokość: 35 mm
- głębokość cięcia: 31 mm i po przejściu dalej wskakuje mi 35 mm...
dopiero jak wpisze start głębokość -35 mm i głębokość cięcia 31 mm to w symulacji frez idzie po Z=40 mm i ruchem roboczym schodzi do Z35 robi przejście na tej wysokości i idzie na Z31
dobrze to robię?
Nie ma jakiejś instrukcji po polsku do sheetcam?
- Załączniki
-
-
-
dudziak4
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 717
- Rejestracja: 06 wrz 2007, 13:30
- Lokalizacja: Bielawa
Re: Ustawienie bazy materiału...
górne położenie osi Z dla maszyny i dla ciebie jest zerem maszynowym.OK bazując maszynę w momencie zbazowania się maszyny dla niej górne położenie osi Z to jest 0
Szybciej będzie jak ci pokaże to obrazowo.
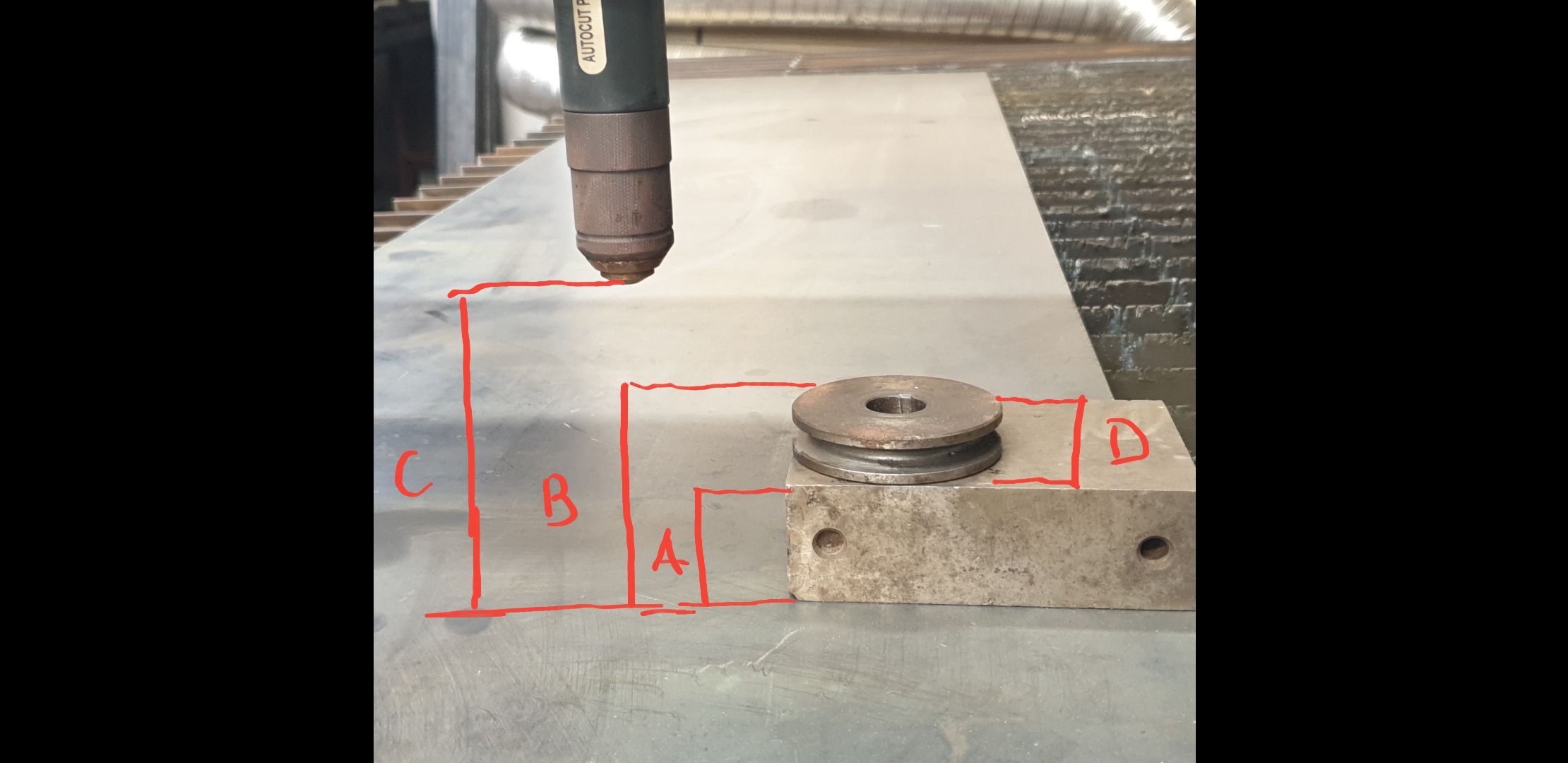
Przyjmijmy że koniec palnika jest końcówką freza.
Na zdjęciu "C" jest najwyższym położeniem osi Z tzw. Zero maszynowe. Koordynaty maszynowe dla osi Z będą zawsze ujemne oś Z od zera maszynowego jedzie tylko na (-) logiczne.
Natomiast koordynaty programowe dla osi Z mogą być dodatnie i ujemne w zależności od punktu w którym wyzerowałeś oś Z
Przykład:

Na zdjęciu powyżej czubek freza wyzerowany na stole potrzebne przypadku ustawień w sheetcam dla: Top of Table i Top of Spoil Board
Przy takim wyzerowaniu programowym oś Z może jechać tylko na plus (do góry)

Na zdjęciu powyżej czubek freza wyzerowany jest na materiale potrzebne przypadku ustawień w sheetcam dla: Top of work
Przy takim wyzerowaniu programowym oś Z może jechać zarówno na plus jak i na minus.
Miałem ci nie mieszać ale wytłumaczę
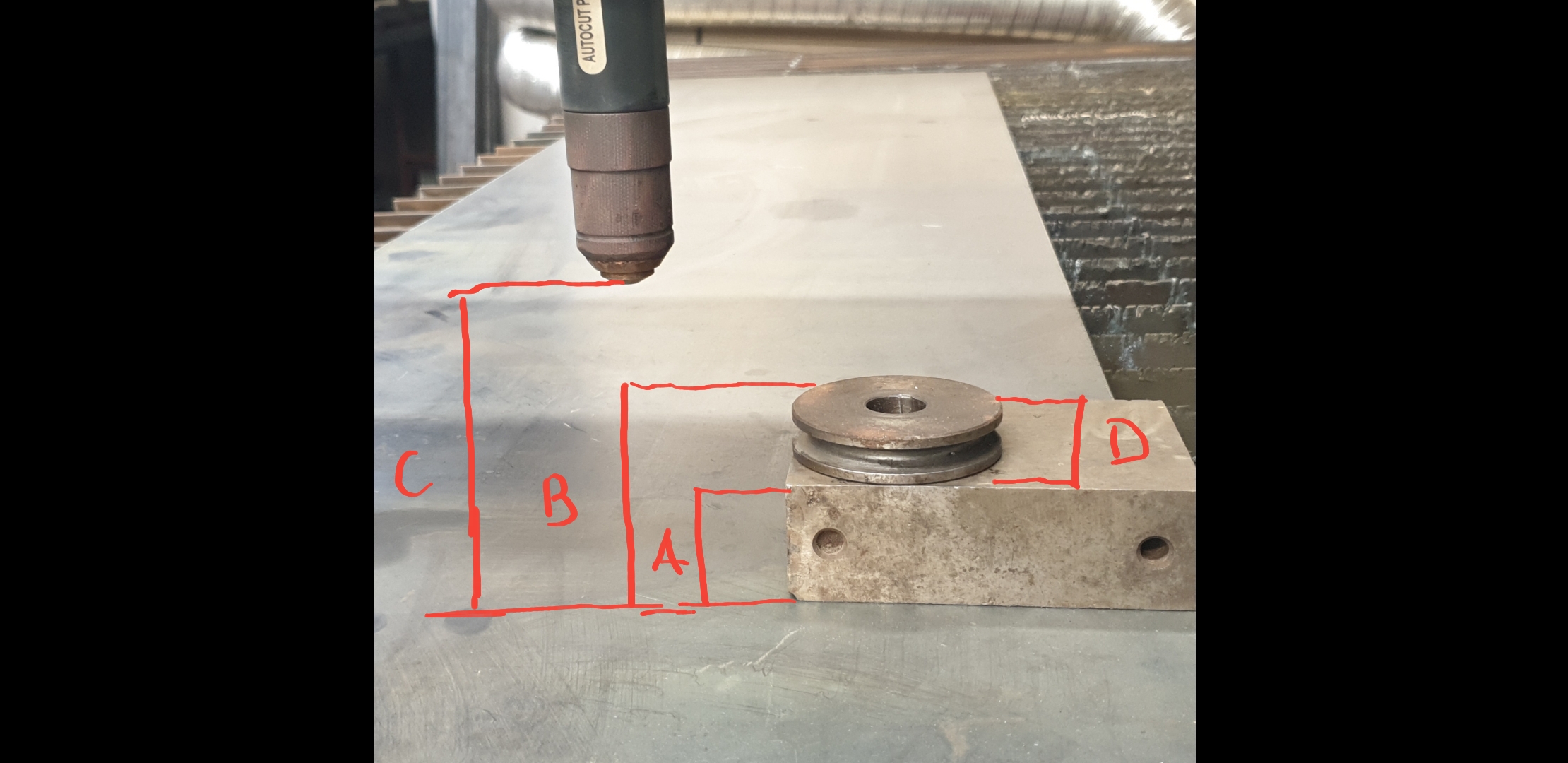
Na zdjęciu powyżej :
A- uchwyt, imadło, podkład, "specjalny uchwyt" jak byśmy tego nie nazwali w sheetcam jest to wysokość dolnego materiału powyżej tabeli.
B- grubość materiału + podkład
C - grubość materiału
Jeśli chodzi o te ustawienia:
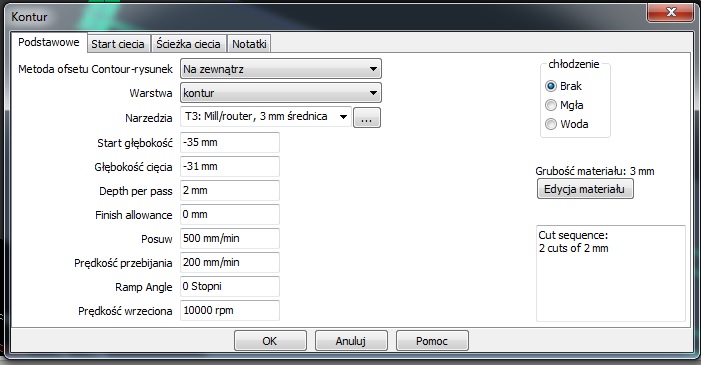
Start głębokość - tutaj powinno być zero
Głębokość cięcia - utawiasz na 3mm tyle ile chcesz aby się frez zagłębił (ważne wszędzie w tym oknie wpisywane wartości są ze znakiem dodatnim +) po naciśnięciu na pomoc jest tam wszystko wyjaśnione.
-
nosek7
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 8
- Rejestracja: 13 lut 2019, 10:47
Re: Ustawienie bazy materiału...
ok, czaję dzięki za pomoc ale jest kolejny problem... wszystko działało i w ogóle....
odpalam dzisiaj chce odpalić plik dxf i niby odpala ale go nie pokazuje....odpalam stary plik z operacją z rozszerzeniem *job i po uruchomieniu symulacji komunikat że posuw jest zero mimo że mam ustawione na 25000 rpm..... wersja z oficjalnej strony sheetcam.... nie mam pojęcia co jest....nie używam craków itp....wersja demo...
odpalam dzisiaj chce odpalić plik dxf i niby odpala ale go nie pokazuje....odpalam stary plik z operacją z rozszerzeniem *job i po uruchomieniu symulacji komunikat że posuw jest zero mimo że mam ustawione na 25000 rpm..... wersja z oficjalnej strony sheetcam.... nie mam pojęcia co jest....nie używam craków itp....wersja demo...
-
dudziak4
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 717
- Rejestracja: 06 wrz 2007, 13:30
- Lokalizacja: Bielawa
Re: Ustawienie bazy materiału...
Podeślij mi plik .job to rzucę na to okiem.
Wiesz że demo ma ograniczenie z tego co pamiętam do 180 lini i nie wiem czy przypadkiem wtedy nie wyrzuca komunikat że posuw jest zero.
Wiesz że demo ma ograniczenie z tego co pamiętam do 180 lini i nie wiem czy przypadkiem wtedy nie wyrzuca komunikat że posuw jest zero.
-
nosek7
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 8
- Rejestracja: 13 lut 2019, 10:47
Re: Ustawienie bazy materiału...
Tylko musisz zmienić nazwę i usunąć dopisek ".txt" inaczej nie dałem rady wrzucić, sory że z opóźnieniem ale nie miałem chwilowo czasu.
- Załączniki
-
- 1.job.txt
- (5.23 KiB) Pobrany 209 razy
-
dudziak4
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 717
- Rejestracja: 06 wrz 2007, 13:30
- Lokalizacja: Bielawa
Re: Ustawienie bazy materiału...
Dalej robisz błąd w ustawieniach operacje, jak wygląda ścieżka możesz sprawdzić w oknie symulacje:
załączam twoje ustawienia
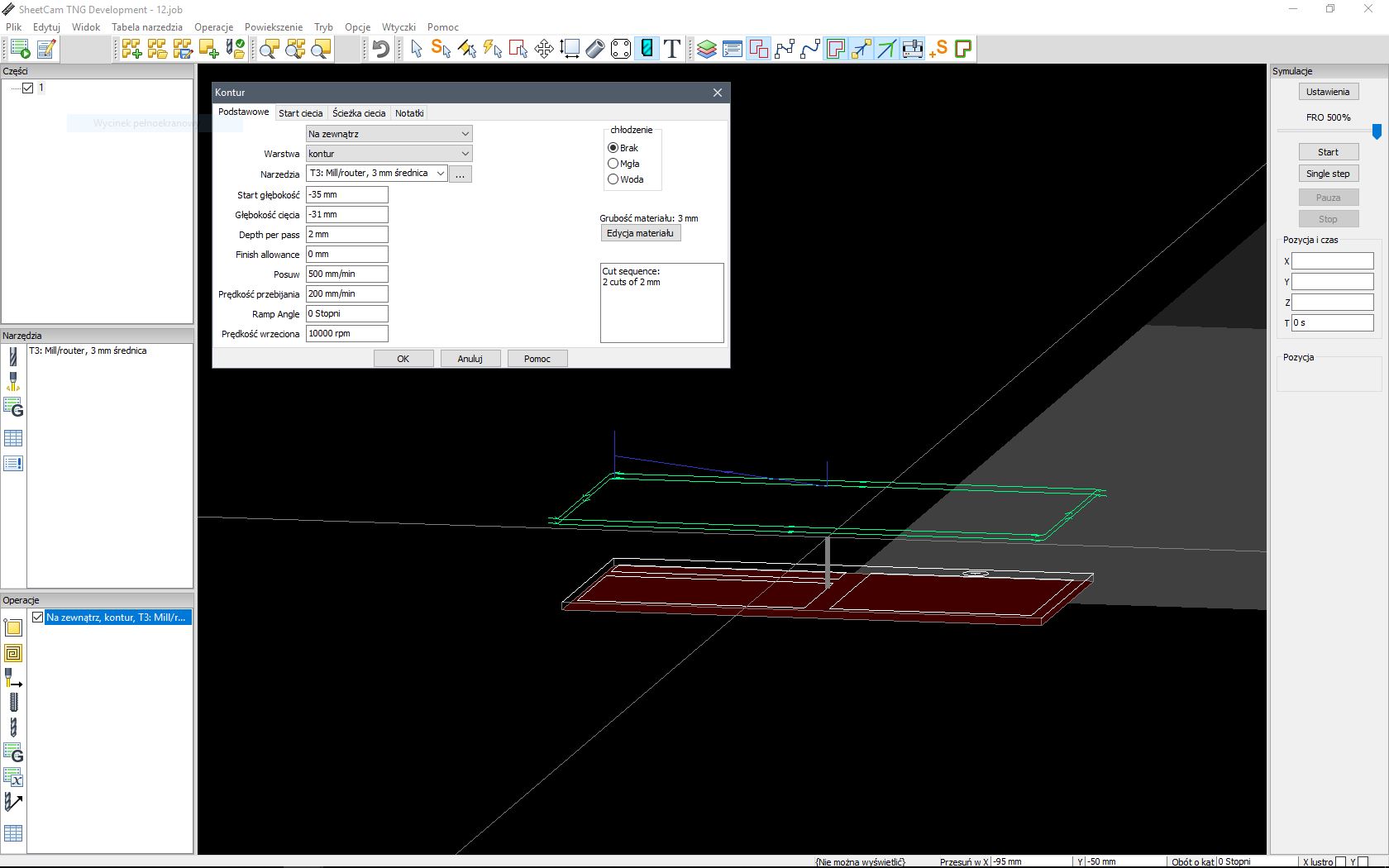
A tak powinno być ustawione:
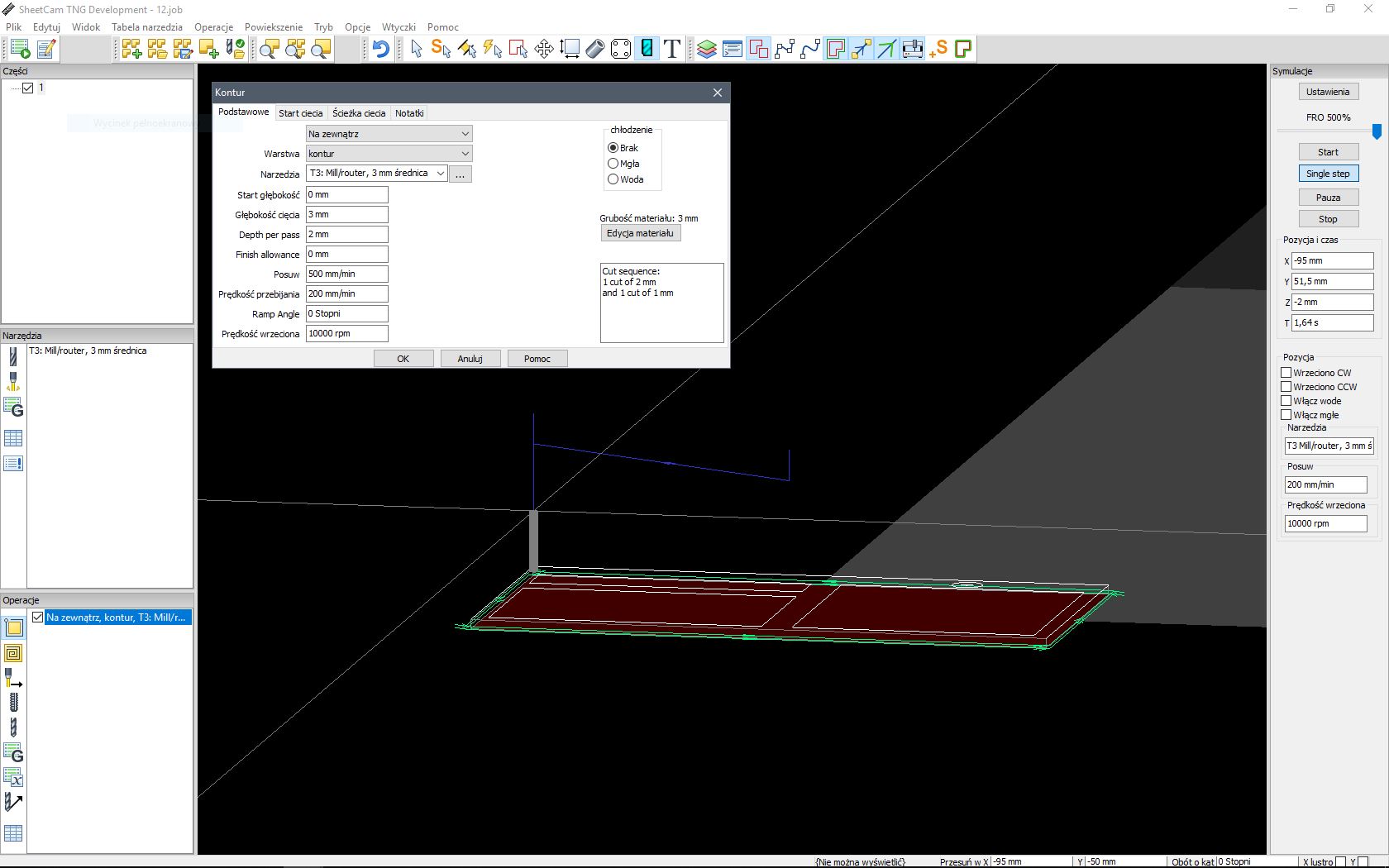
Jak widzisz ścieżki narzędzia idą po materiale a nie w powietrzu.
I wszystkie wartości w oknie są dodatnie a nie ujemne.
A w oknie parametry materiału:
parametr Plunge safety clearance - ustaw na 0 lub 0,1mm
W załączniku wygenerowany prawidłowy G-code przy użyciu postprocesora o nazwie mach3.
załączam twoje ustawienia
A tak powinno być ustawione:
Jak widzisz ścieżki narzędzia idą po materiale a nie w powietrzu.
I wszystkie wartości w oknie są dodatnie a nie ujemne.
A w oknie parametry materiału:
parametr Plunge safety clearance - ustaw na 0 lub 0,1mm
W załączniku wygenerowany prawidłowy G-code przy użyciu postprocesora o nazwie mach3.
- Załączniki
-
- 1.txt
- (1 KiB) Pobrany 246 razy






