



")
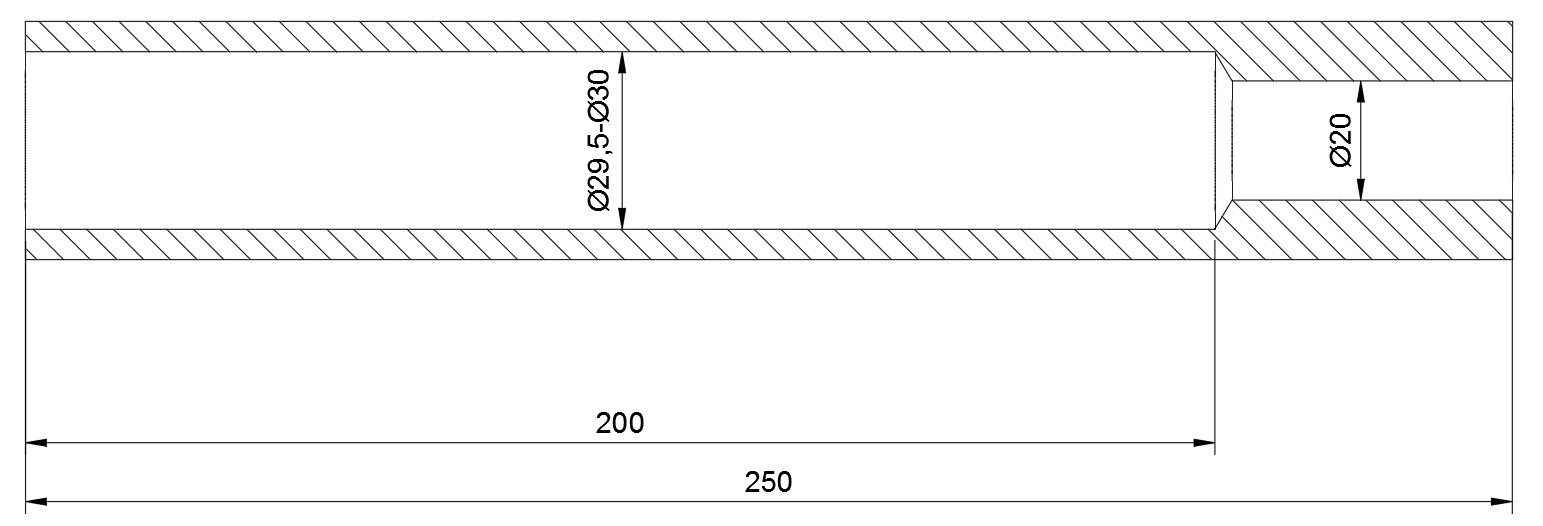
Ten otwór fi29,5 - fi30 jest główną powierzchnią, którą detal opiera się później na trzpieniu, żeby obrobić powierzchnię zewnętrzną. Trzpień mogę dorobić sobie sam do każdej większej partii, stąd dość duży zakres tego wymiaru, bo nie jest mi potrzebny konkretny, tylko powtarzalny. Do tej pory życzyłem sobie ten wymiar po prostu konkretny z dokładnością do 5 setek, ale podejrzewam, że miało to również spory wpływ na wycenę. Dno otworu może być pod kątem (byleby był zawsze ten sam). Powierzchnia w otworze nie musi być idealna.
Gdybym chciał zlecić komuś tylko wiercenie tego otworu (czyli rozwiercenie z fi20, jaki ma rura grubościenna od której się zaczyna na ~fi30 na głębokość 200mm) , to czy można się spodziewać, że powtarzalność jeśli chodzi o średnicę będzie wynosiła kilka setek przy partii np. 50-100 sztuk po samym wiertle (ewentualnie może poprawka rozwiertakiem)? I czy dobrze mniemam, że przy takim prowadzeniu, jakim jest otwór fi20 to rozwiercony otwór będzie również idealnie w osi?


")
")
")









