Mam w pracy pod opieką rzadko używaną TL1. Posiada ona imak narzędziowy szybkozmienny Parat i wierci się na niej z ręki, jak w klasycznej tokarce lub za pomocą uchwytu wiertarskiego ustawionego w rzeczonym paracie. Jakakolwiek praca na niej jest powolna i upierdliwa, trzeba się też pilnować by nie pomylić narzędzi zakładanych na imak, gdy jest ich więcej niż kilka i nie mieszczą się na paracie. Wszystkie te wady powodują że maszyna więcej stoi niż pracuje. Postanowiłem trochę ją przerobić i zastosować imak typu gang.
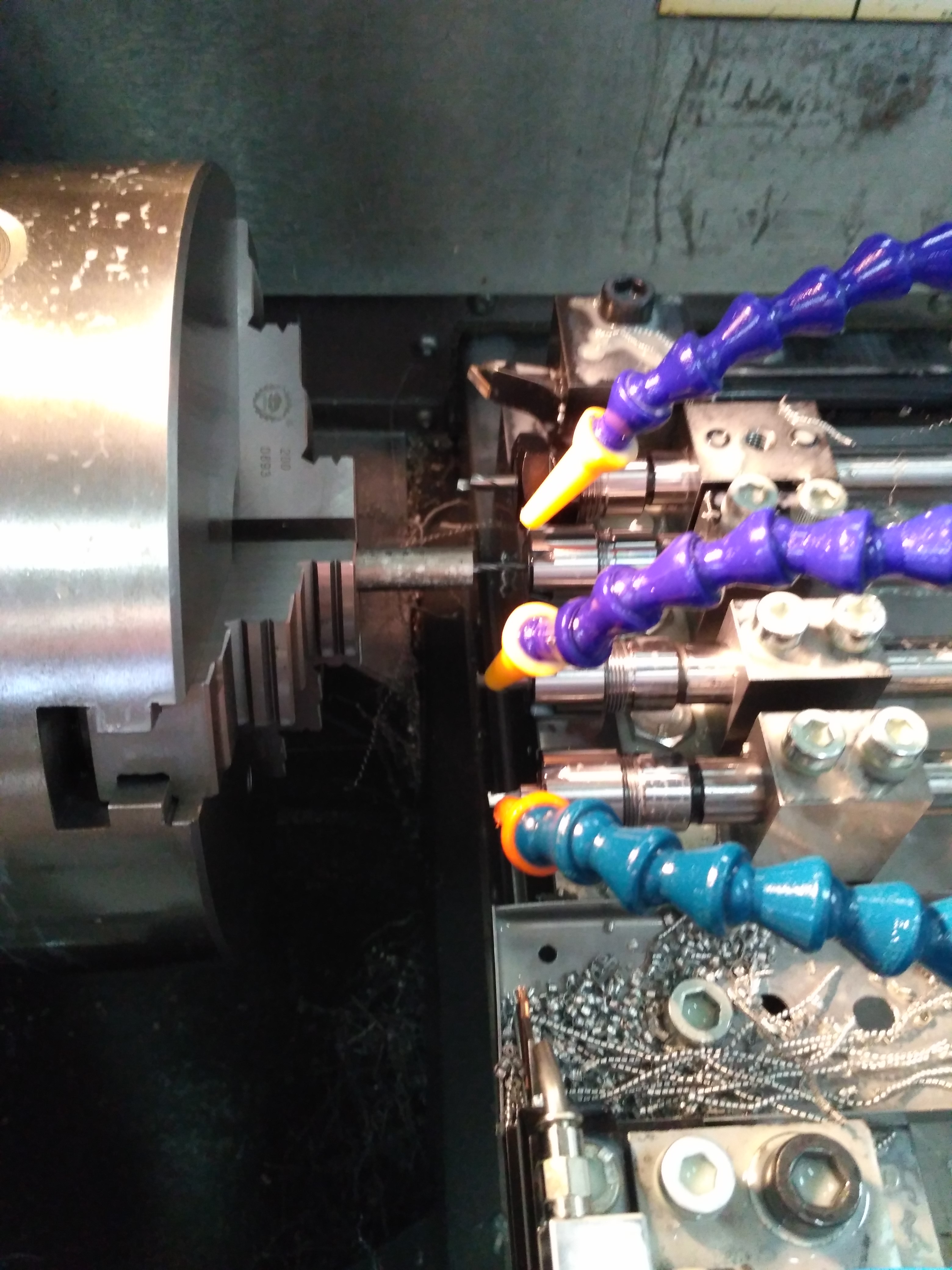
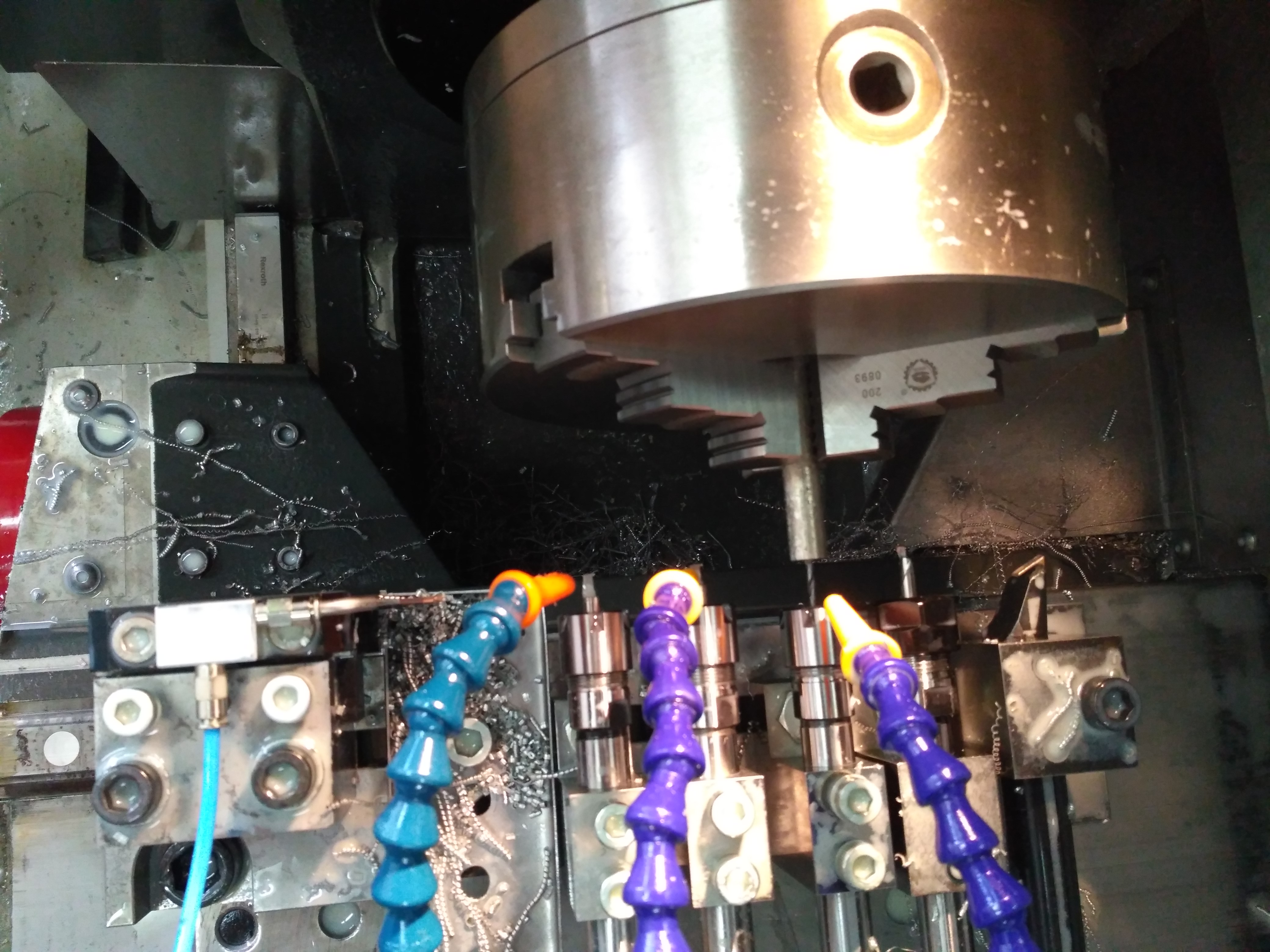
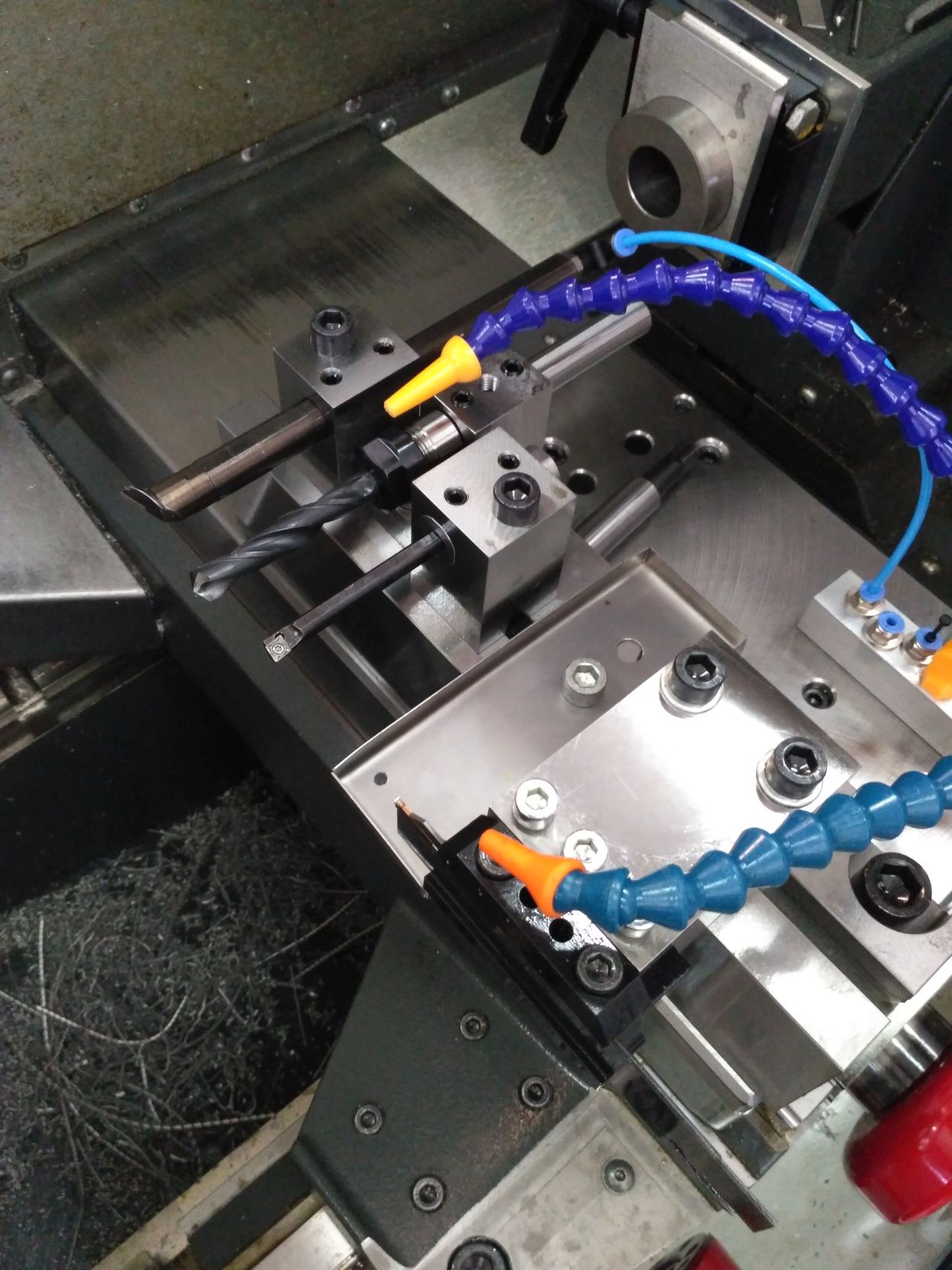
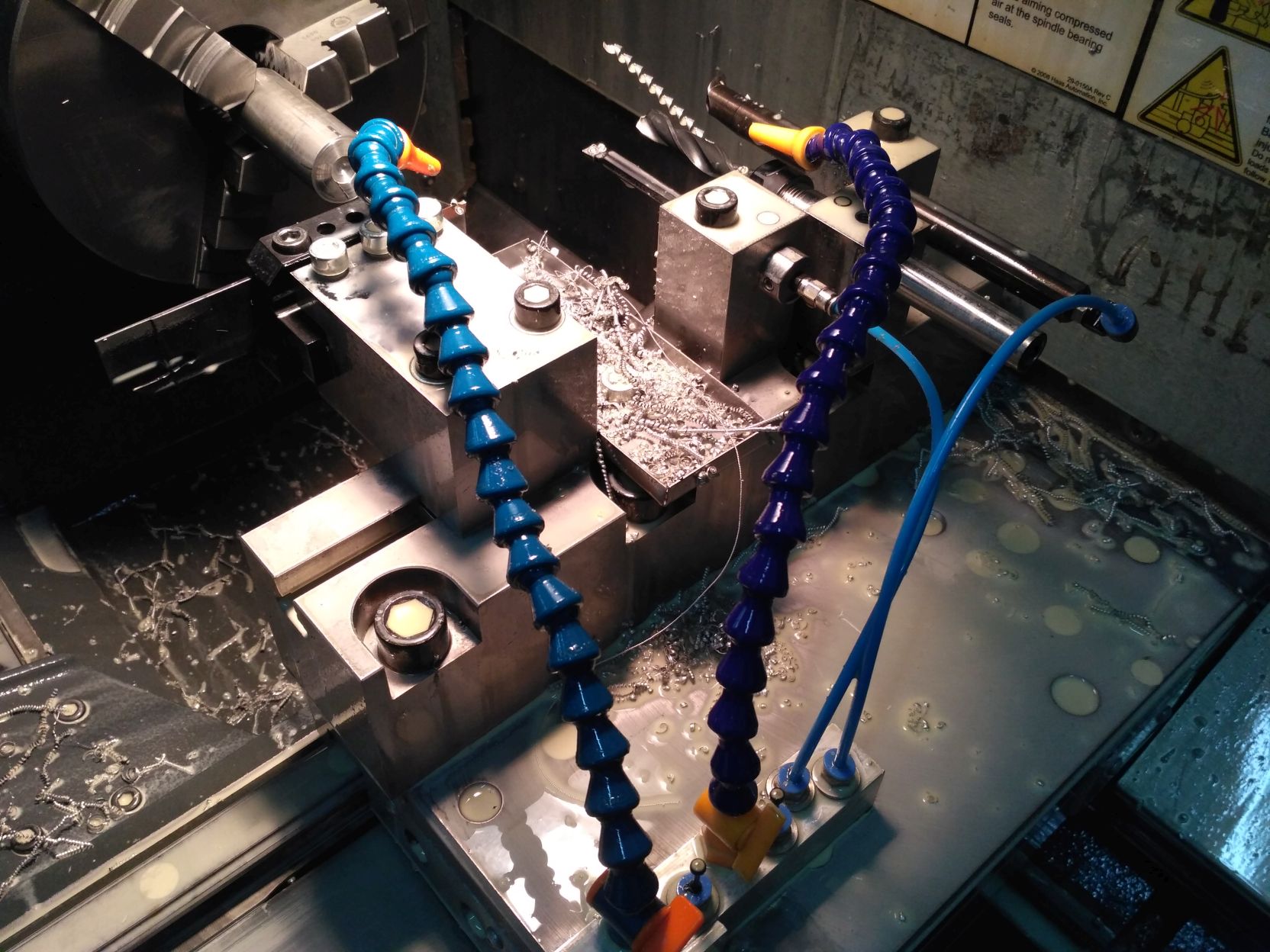
Imak został zaprojektowany modułowo, z wymiennymi uchwytami narzędzi. Jeszcze nie wszystko gotowe, ale już wiór się produkuje. Może kogoś zainspiruje.





")




")