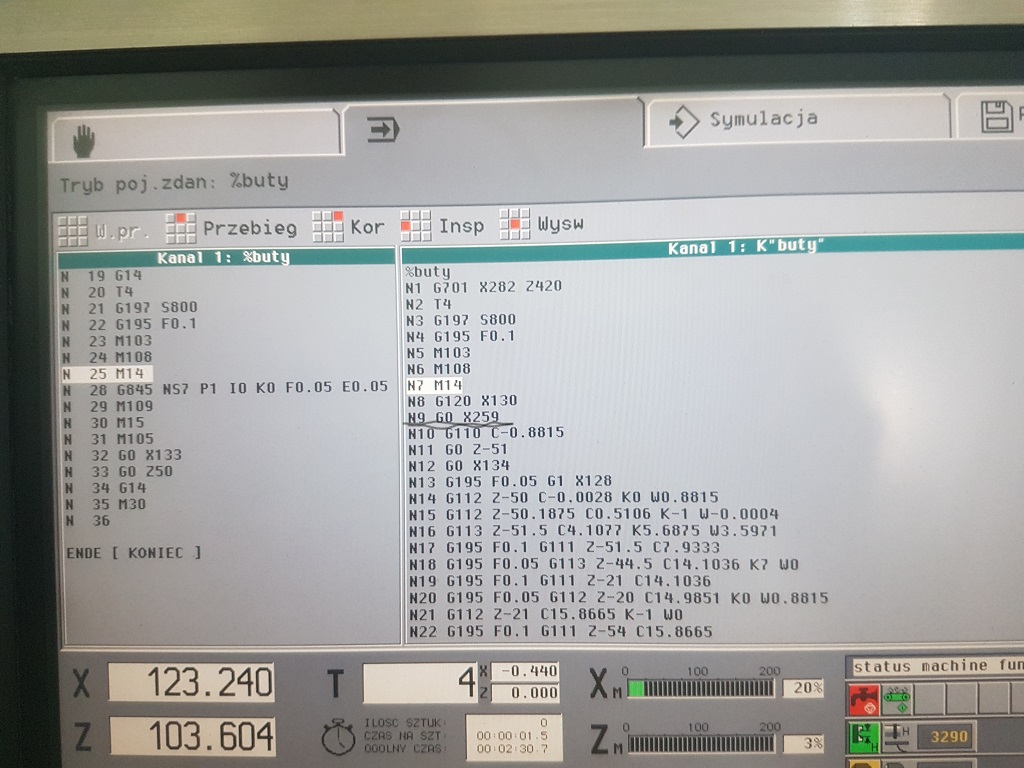
Jak można to zmienić ? W cyklu nie ma takiej możliwości, Frez ma zaczynać obróbkę na X130
Podgląd programu gdzie w oknie po lewo jest cykl a po prawo mamy przedstawione szczegóły co znajduje się w cyklu
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Ctx 210 przed rozpoczęciem frezowania wyjeżdża w X co generuje błąd
")



")
Wyczerpująca odpowiedź ..... , nie powiem.
Piszę już drugi raz! nie mogę zmienić tej wartości ponieważ ona jest generowana przez cykl G845. Nie mogę edytować tej linijek cyklu jeśli było by to możliwe już dawno bym to zrobił.
")
Głupoty piszesz , że aż piszczy.lukasliana pisze: ↑17 sie 2018, 18:57Piszę już drugi raz! nie mogę zmienić tej wartości ponieważ ona jest generowana przez cykl G845. Nie mogę edytować tej linijek cyklu jeśli było by to możliwe już dawno bym to zrobił.
.....






