




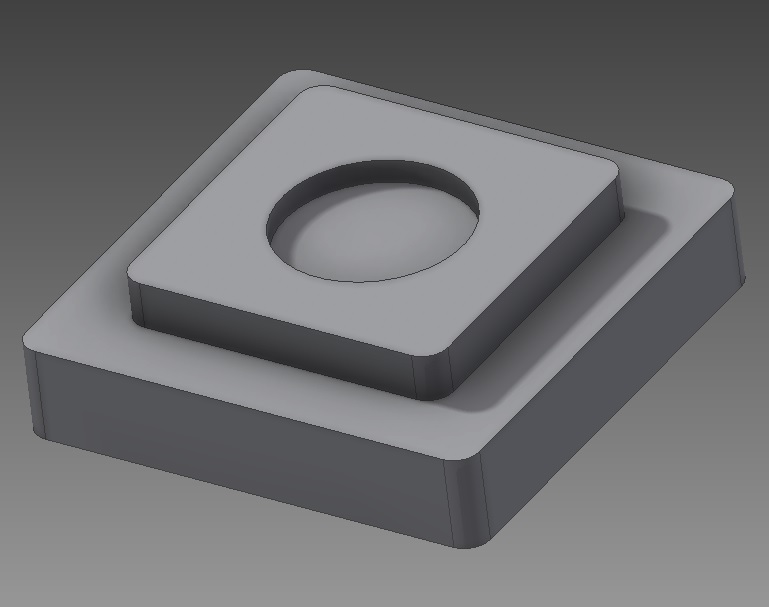
W trakcie nauki Heidenhain'a przyszło mi się zmierzyć z problemem, którego nie potrafię rozwiązać. Może byłby ktoś miły podpowiedzieć mi jak napisać dany cykl. Zamieszczam zdjęcie do podglądu. W rzeczywistości kontury nad jakimi pracuję są inne ale uprościłem je. Idea jest ta sama. Wg. instrukcji definicja konturu w cyklu 14 powinna zawierać formułę X/Y/Z. Mi w tym przypadku wybiera największy kontur od środka a więc całe pole z pominięciem mniejszych konturów. Jak zdefiniować aby pole pomiędzy konturem z LBL3 i LBL2 byloby wyspą, pomiędzy LBL2 a LB1 wybraniem reszty po zewnątrz, a wewnątrz LBL3 kieszeń?
Poniżej kod.
Oczywiście głębokości nie mają znaczenia. Może w tym sensie że zewnętrzne wybranie powinno być głębsze niż wybranie wewnątrz koła (chyba będzie miało znaczenie ponieważ trzeba będzie pisać osobny cykl)?.
Dziękuję z góry za pochylenie się nad moim problemem.
0 BEGIN PGM PROGRAM1 MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-20
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL CALL 1 Z S200 F20
4 L Z+200 FMAX M3
5 CYCL DEF 14.0 CONTOUR
6 CYCL DEF 14.1 CONTOUR LABEL1
7 CYCL DEF 20 CONTOUR DATA ~
Q1=-10 ;MILLING DEPTH ~
Q2=+1 ;TOOL PATH OVERLAP ~
Q3=+0 ;ALLOWANCE FOR SIDE ~
Q4=+0 ;ALLOWANCE FOR FLOOR ~
Q5=+0 ;SURFACE COORDINATE ~
Q6=+2 ;SET-UP CLEARANCE ~
Q7=+50 ;CLEARANCE HEIGHT ~
Q8=+0 ;ROUNDING RADIUS ~
Q9=+1 ;ROTATIONAL DIRECTION
8 CYCL DEF 22 ROUGH-OUT ~
Q10=-5 ;PLUNGING DEPTH ~
Q11=+150 ;FEED RATE FOR PLNGNG ~
Q12=+500 ;FEED RATE F. ROUGHNG ~
Q18=+1 ;COARSE ROUGHING TOOL ~
Q19=+0 ;FEED RATE FOR RECIP. ~
Q208=+99999 ;RETRACTION FEED RATE ~
Q401=+100 ;FEED RATE FACTOR ~
Q404=+0 ;FINE ROUGH STRATEGY
9 CYCL CALL M3
10 L M2
11 LBL 1
12 L X+50 Y+0 RL FMAX
13 L X+50 Y+50
14 RND R5
15 L X-50 Y+50
16 RND R5
17 L X-50 Y-50
18 RND R5
19 L X+50 Y-50
20 RND R5
21 L X+50 Y+0
22 LBL 0
23 LBL 2
24 L X+35 Y+0 RL FMAX
25 L X+35 Y+35
26 RND R5
27 L X-35 Y+35
28 RND R5
29 L X-35 Y-35
30 RND R5
31 L X+35 Y-35
32 RND R5
33 L X+35 Y+35
34 LBL 0
35 LBL 3
36 CC X+0 Y+0
37 LP PR+20 PA+0 RR F AUTO
38 CP IPA+360 DR+
39 LBL 0
40 END PGM PROGRAM1 MM


")
")
")




