




- wiertło guhring weglikowe może być z wewnętrznym chłodzeniem.
Co do problemu opisanego wyżej ( z braku interpunkcji miałem lekki problem ze zrozumieniem).
- sprawdziłeś na zegarze po obróbce czy sztuki nie ruszyło?
Pomoc przy 12H7 wiercenie czy roztaczanie


-
arek172
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 7
- Posty: 27
- Rejestracja: 06 sie 2017, 17:44
- Lokalizacja: Warszawa
Re: Pomoc przy 12H7 wiercenie czy roztaczanie
Na pewno nie rusza sztuk w uchwycie gdyż są specjalnie robione szczęki aby można było złapać na całej długości sztukę w celu zmniejszenia ciśnienia i ze względów estetycznych , detal musi być wykonany estetycznie jak najlepiej. Wcześniej przy wdrażaniu produkcji był i z tym problem bo sztuki były zgniecione albo zaczęły się ślizgać w uchwycie. Teraz tego nie ma. Próbowaliśmy robić to na frezarce ,ale były problemy z wiórami nawet przy wysokim ciśnieniu chłodzenia . Niby prosty otwór ale sprawia tyle problemów 

-
 rafalxfiles
rafalxfiles
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 666
- Rejestracja: 28 sie 2006, 17:55
- Lokalizacja: dolnyśląsk
- Kontakt:
Re: Pomoc przy 12H7 wiercenie czy roztaczanie
Masakra.. nie ma wytaczaków, które by Ci zrobiły 12H7 na głębokość 60mm stabilnie.
Tylko i wyłącznie rozwiertak.. nawet nic innego nie szukaj, chyba ze tak jak koledzy polecają wiertło w tolerancji H7 ale wg. mnie przy takiej ilości to bez sensu.
Rozwiertaki w tolerancji H7 wszyscy znaczący producenci maja na półce wiec termin realizacji kilka dni..
Do tego musisz sobie kupić oprawkę pływającą żeby nie było ze rozbija.. bo to już wynika z geometrii Twojej maszyny..
Wiertło węglikowe bez nawiertaka.. i rozwiertak węglikowy to będzie szlo szybko tylko jeżeli to ma robić normalny tokarz to musisz mu policzyć parametry żeby nie robił na Vc=10
Tylko i wyłącznie rozwiertak.. nawet nic innego nie szukaj, chyba ze tak jak koledzy polecają wiertło w tolerancji H7 ale wg. mnie przy takiej ilości to bez sensu.
Rozwiertaki w tolerancji H7 wszyscy znaczący producenci maja na półce wiec termin realizacji kilka dni..
Do tego musisz sobie kupić oprawkę pływającą żeby nie było ze rozbija.. bo to już wynika z geometrii Twojej maszyny..
Wiertło węglikowe bez nawiertaka.. i rozwiertak węglikowy to będzie szlo szybko tylko jeżeli to ma robić normalny tokarz to musisz mu policzyć parametry żeby nie robił na Vc=10
-
arek172
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 7
- Posty: 27
- Rejestracja: 06 sie 2017, 17:44
- Lokalizacja: Warszawa
Re: Pomoc przy 12H7 wiercenie czy roztaczanie
No ta odpowiedź jest dość sensowna z tym rozwiertakiem w pływającej tulejce . Ale nasi technolodzy z biura uważają że na sztywno rozwiertak też musi iść xd. Ale nic im nie powiesz bo oni są najmądrzejsi . No kurczę słabo trochę z tym wytaczaniem ale jeśli mówisz że nic z tego to kicha . Dzisiaj mam uzbrajać maszynę na to , będę relacjonował co i jak wychodzi . 
Dodane 4 minuty 43 sekundy:
Jeszcze jedno pytanko bo nigdy nie pracowałem rozwiertakami ,i czy jest jakaś kontrola nad wymiarem otworu poprzes posów i obroty wyjazd itp, rozwiertaka ? No i na co uważać aby go zaraz nie wykruszyć lub zepsuć w inny sposób jakie macie najważniejsze informację z góry dziękuję

Dodane 4 minuty 43 sekundy:
Jeszcze jedno pytanko bo nigdy nie pracowałem rozwiertakami ,i czy jest jakaś kontrola nad wymiarem otworu poprzes posów i obroty wyjazd itp, rozwiertaka ? No i na co uważać aby go zaraz nie wykruszyć lub zepsuć w inny sposób jakie macie najważniejsze informację z góry dziękuję
-
 Butler
Butler
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: Pomoc przy 12H7 wiercenie czy roztaczanie
Standardowo - wjazd i wyjazd z tą samą prędkością. Przy rozwiertakach nie poszalejesz.
Jeśli chodzi o parametry pracy rozwiertaka to oczywiście zależą one od geometrii i materiału z którego jest wykonany.
O ile w przypadku wierteł czy frezów rozbieżność prędkości skrawania jest bardzo duża, tak w przypadku rozwiertaków to dość wąski przedział
Dla typowych HSS prędkość skrawania wynosi od 4 do 13 m/min, dla VHM od 6 do 35 m/min
Nie mam pojęcia jakie masz narzędzie pod ręką, dla zwykłego HSS do pracy w "304" Vc=5 a więc około 130obr/min. Posuw max 0,15mm/obr.
Skup się bardziej nad powtarzalnością i stabilnością procesu wiercenia (łatwo "upalić" wiertło), ten materiał który obrabiasz jest dość trudny i przy próbach podkręcania parametrów łatwo przesadzić.
Jeśli chodzi o parametry pracy rozwiertaka to oczywiście zależą one od geometrii i materiału z którego jest wykonany.
O ile w przypadku wierteł czy frezów rozbieżność prędkości skrawania jest bardzo duża, tak w przypadku rozwiertaków to dość wąski przedział
Dla typowych HSS prędkość skrawania wynosi od 4 do 13 m/min, dla VHM od 6 do 35 m/min
Nie mam pojęcia jakie masz narzędzie pod ręką, dla zwykłego HSS do pracy w "304" Vc=5 a więc około 130obr/min. Posuw max 0,15mm/obr.
Skup się bardziej nad powtarzalnością i stabilnością procesu wiercenia (łatwo "upalić" wiertło), ten materiał który obrabiasz jest dość trudny i przy próbach podkręcania parametrów łatwo przesadzić.
-
arek172
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 7
- Posty: 27
- Rejestracja: 06 sie 2017, 17:44
- Lokalizacja: Warszawa
Re: Pomoc przy 12H7 wiercenie czy roztaczanie
Mam szybie pytanko czy je
Dodane 9 minuty 58 sekundy:
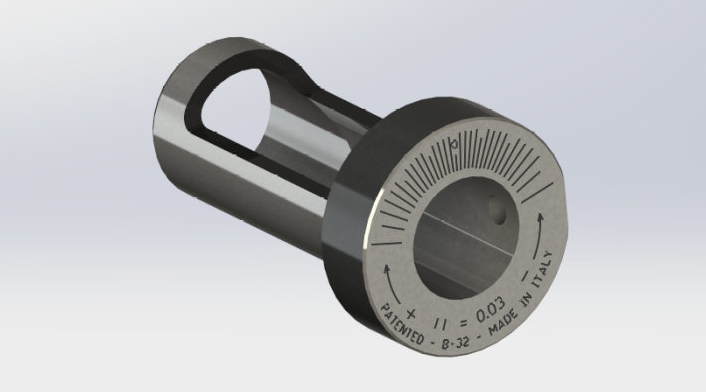
1.Mam szybie pytanko czy jeśli wiercę na tokarce i mam bicie sztuki powiedzmy 1mm to wiertło będzie szło jakby po spirali w głąb materiału czy, nie ma to żadnego znaczenia jedynie że otwór w detalu wyjdzie (przebity) mimośród ??? 2.A jedynie najważniejsze jest ustawienie osi wiertła do osi wrzeciona i to jak najdokładniej.
3. I czy dam rade na tokarce z dwiema osiami z,x ustawić oś y wiertła czyli głowice rewolwerową za pomocą tulejki mimośrodowej (foto poniżej)
Dodane 9 minuty 58 sekundy:
1.Mam szybie pytanko czy jeśli wiercę na tokarce i mam bicie sztuki powiedzmy 1mm to wiertło będzie szło jakby po spirali w głąb materiału czy, nie ma to żadnego znaczenia jedynie że otwór w detalu wyjdzie (przebity) mimośród ??? 2.A jedynie najważniejsze jest ustawienie osi wiertła do osi wrzeciona i to jak najdokładniej.
3. I czy dam rade na tokarce z dwiema osiami z,x ustawić oś y wiertła czyli głowice rewolwerową za pomocą tulejki mimośrodowej (foto poniżej)
-
Wiktor57
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 251
- Rejestracja: 17 kwie 2018, 11:42
- Lokalizacja: Głuchołazy
Re: Pomoc przy 12H7 wiercenie czy roztaczanie
Witam
Teoretycznie wiertło idzie po osi obrotu detalu. Jeżeli detal bije to oś obrotu nie pokrywa się z osią detalu. Natomiast jeżeli oś narzędzia jest przesunięta z osi obrotu to przy sztywnym narzędziu będzie rozbity otwór, a przy mało sztywnym może schodzić z osi. Moim zdaniem jeżeli masz taki problem to musisz albo ustawić głowicę (co będzie najlepszym rozwiązaniem), albo stosować wynalazki typu powyższa tuleja mimośrodowa. Przy dokładnych wierceniach oś wiertła musi być dokładnie w osi obrotu oraz musi być do niej równoległa. Rozwiercanie na pływającej tulei nie rozwiąże problemu jeżeli wiertło schodzi z osi bo rozwiertak idzie zawsze po otworze. Rozwiercanie na sztywno również będzie rozbijać otwór. Moim zdaniem przy dobrym ustawieniu geometrii wiertło węglikowe powinno dać sobie radę. Jeżeli jeszcze będą problemy to tak jak napisał ktoś wcześniej trzeba zastosować nawiercanie, co i tak będzie szybsze niż rozwiercanie.
Pozdrawiam
Teoretycznie wiertło idzie po osi obrotu detalu. Jeżeli detal bije to oś obrotu nie pokrywa się z osią detalu. Natomiast jeżeli oś narzędzia jest przesunięta z osi obrotu to przy sztywnym narzędziu będzie rozbity otwór, a przy mało sztywnym może schodzić z osi. Moim zdaniem jeżeli masz taki problem to musisz albo ustawić głowicę (co będzie najlepszym rozwiązaniem), albo stosować wynalazki typu powyższa tuleja mimośrodowa. Przy dokładnych wierceniach oś wiertła musi być dokładnie w osi obrotu oraz musi być do niej równoległa. Rozwiercanie na pływającej tulei nie rozwiąże problemu jeżeli wiertło schodzi z osi bo rozwiertak idzie zawsze po otworze. Rozwiercanie na sztywno również będzie rozbijać otwór. Moim zdaniem przy dobrym ustawieniu geometrii wiertło węglikowe powinno dać sobie radę. Jeżeli jeszcze będą problemy to tak jak napisał ktoś wcześniej trzeba zastosować nawiercanie, co i tak będzie szybsze niż rozwiercanie.
Pozdrawiam






