




Pomoc przy 12H7 wiercenie czy roztaczanie
-
arek172
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 7
- Posty: 27
- Rejestracja: 06 sie 2017, 17:44
- Lokalizacja: Warszawa
Pomoc przy 12H7 wiercenie czy roztaczanie
Witam mam problem z produkcją okolo1500 sztuk detali z otworem 12H7 o długości 60mm stal to x5CrNi18-10 ( nierdzewna) . Jaką technologie polecacie dla produkcji masowej z wysoką powtarzalnością . W grę nie wchodzi rozwiertak brak oprawek i długi czas wykonywania. Na chwilę obecną stosuje wiercenie wiertłem marki Iscar sumo cham . Ale płytki dość szybko padają i powtarzalność jest mizerna .


-
 Butler
Butler
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 4
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: Pomoc przy 12H7 wiercenie czy roztaczanie
Przy podobnych założeniach używałem takiego wiertła, z tym że otwory mniejszej średnicy (6,0), a materiał to 3H13.
Wszystkie 300 elementów (po dwa otwory każdy) wykonałem w zadanym zakresie tolerancji bez braków więc mogę polecić takie rozwiązanie.
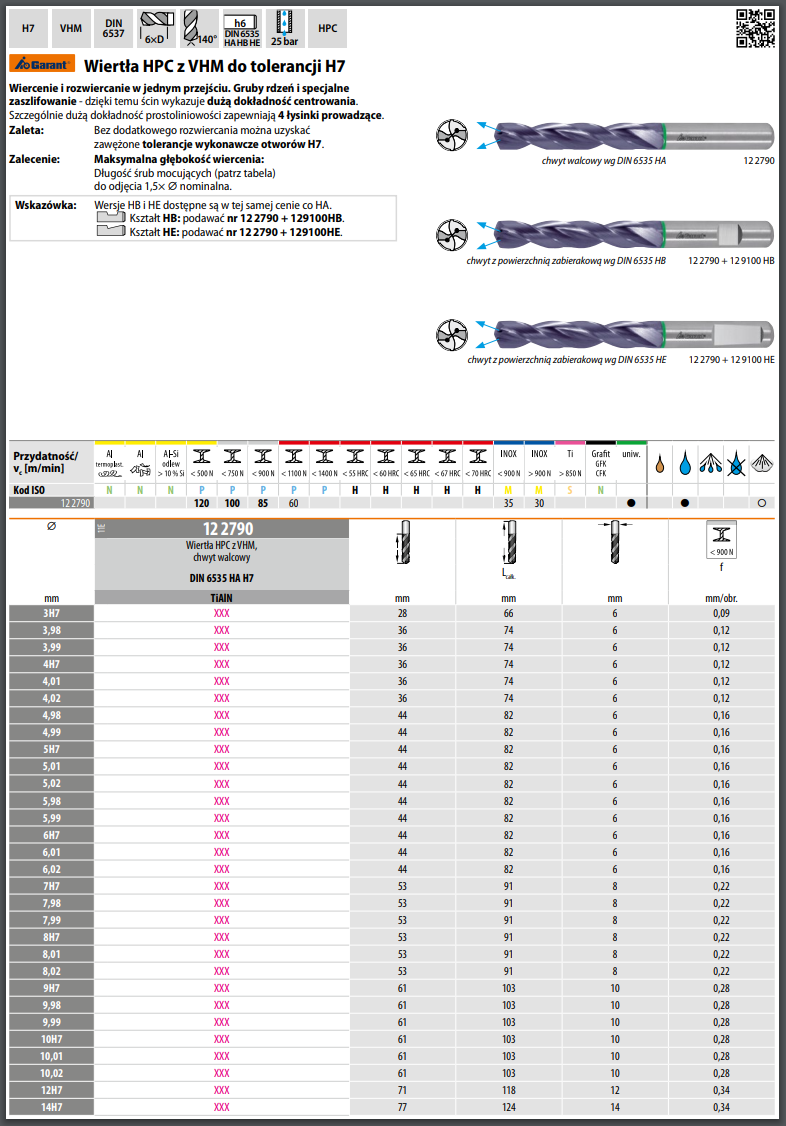
https://www.hoffmann-group.com/PL/pl/pe ... N/p/122790
Wszystkie 300 elementów (po dwa otwory każdy) wykonałem w zadanym zakresie tolerancji bez braków więc mogę polecić takie rozwiązanie.
https://www.hoffmann-group.com/PL/pl/pe ... N/p/122790
-
Butler
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: Pomoc przy 12H7 wiercenie czy roztaczanie
Dla HSS generalnie zawsze nawiercam, chyba że bardzo płytkie i nieistotne otwory.
Dla VHM różnie... Dużo jest zmiennych.
W tym przypadku raczej bym użył nawiertaka. To dość głęboki otwór, jeśli zależy Ci na czasie to użyj nawiertaka z węglika.
Pamiętaj - jego kąt wierzchołkowy musi być zbliżony do wiertła.
Jak bym miał mega duże ciśnienie jeśli chodzi o czas obróbki to odpuścił bym te nawiercenie, ale sztuk przygotował bym więcej i co każdą pilnował tolerancję. W razie kłopotów zawsze można ten nawiertak jednak dodać.
Alternatywa...
Odrzucasz rozwiertak, ale rozwiertak rozwiertakowi nierówny.
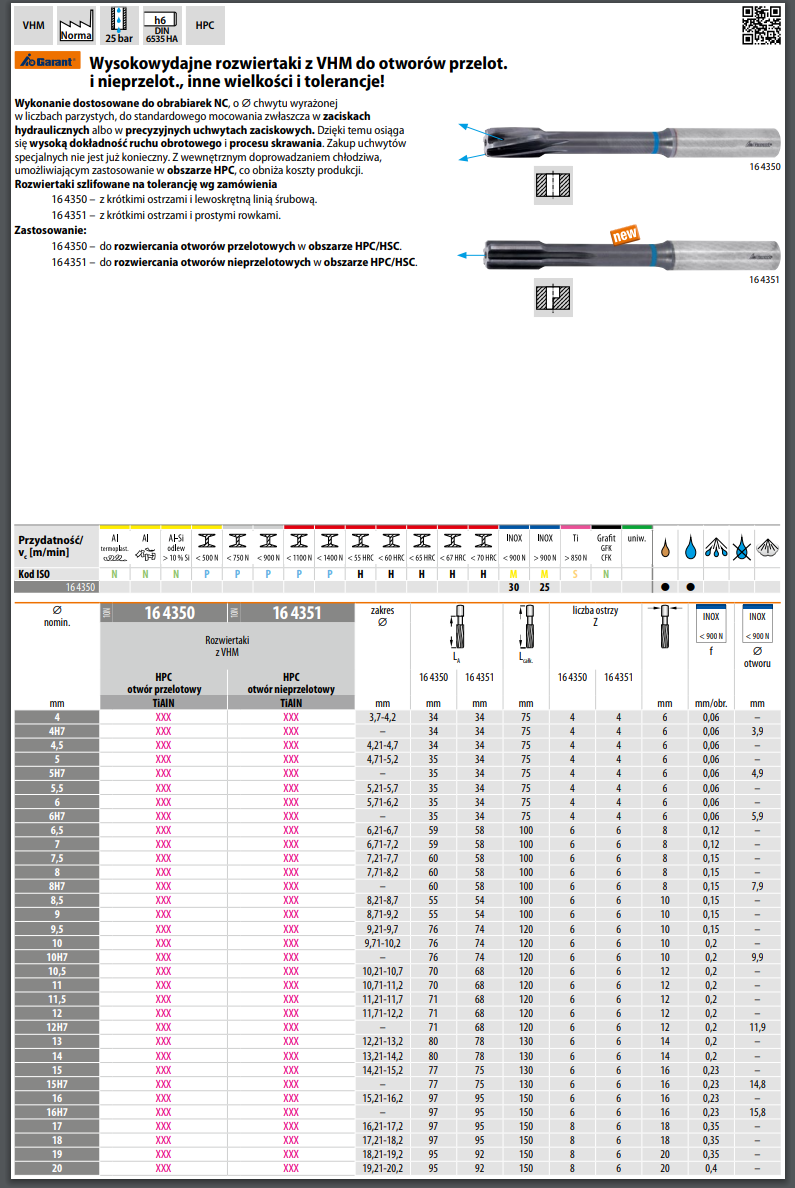
Zerknij tu https://www.hoffmann-group.com/PL/pl/pe ... N/p/164351
Dla VHM różnie... Dużo jest zmiennych.
W tym przypadku raczej bym użył nawiertaka. To dość głęboki otwór, jeśli zależy Ci na czasie to użyj nawiertaka z węglika.
Pamiętaj - jego kąt wierzchołkowy musi być zbliżony do wiertła.
Jak bym miał mega duże ciśnienie jeśli chodzi o czas obróbki to odpuścił bym te nawiercenie, ale sztuk przygotował bym więcej i co każdą pilnował tolerancję. W razie kłopotów zawsze można ten nawiertak jednak dodać.
Alternatywa...
Odrzucasz rozwiertak, ale rozwiertak rozwiertakowi nierówny.
Zerknij tu https://www.hoffmann-group.com/PL/pl/pe ... N/p/164351
-
arek172
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 7
- Posty: 27
- Rejestracja: 06 sie 2017, 17:44
- Lokalizacja: Warszawa
Re: Pomoc przy 12H7 wiercenie czy roztaczanie
Rozwiertakiem robiłem próby ale stal nierdzewna ma całkiem inne skłonności do obróbki . Otwory wychodziły rozbite albo na początku a na końcu co innego . A porobowal ktoś wytaczakiem robić takie otwory nawet z najwyższej półki cenowej . Bardzo zależy mi na wytaczaniu bo operator ma dużą kontrolę nad narzędziem i parametrami . Czego już tak nie ma przy wierceniu
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Pomoc przy 12H7 wiercenie czy roztaczanie
Można temat załatwić i tym , ale jeśli chodzi o budżet to też nie jest wesoło 
https://www.hoffmann-group.com/PL/pl/pe ... 22790-12H7
Mariusz.
https://www.hoffmann-group.com/PL/pl/pe ... 22790-12H7
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
arek172
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 7
- Posty: 27
- Rejestracja: 06 sie 2017, 17:44
- Lokalizacja: Warszawa
Re: Pomoc przy 12H7 wiercenie czy roztaczanie
Mam jeszcze jedno pytanko co może być że otwór wychodzi przebity gdzieś 0.2mm na stronę ,przed wierceniem jest wstępne nawiercane aby wiertło miało dobre wejście bez zadrgania, wymiarowo otwór Dobrze zrobiony płytki też nowe ciśnienie chłodzenia też zadowalające . wiertło idealnie w osi max +/- 0.01 no i bicie szczęk na poziomie też +/-0.01 większych dokładności nie dam radę uzyskać no i właśnie chciałbym to robić wytaczakiem . Ponieważ robiłem podobne sztuki 17H7 wytaczakiem w zwykłej stali i robiło się to całkiem znośnie i jakość też była zadowalająca.






