



")
Mam problem z wytaczaniem stali C45 na tokarce TAE 45N.
Wytaczam wczesniej wywiercony otwór z srednicy 58 na 100 na długosci 110mm.
Parametry skrawania :
ap - 3mm
S - 250
f - 0.2
Problem polega na bardzo wysokim zużyciu plytek (jednym ostrzem moge zrobic max 4szt).
Kontrola wiora moge okreslic jako bardzo dobrą - dobrze sie lamie, nie ma wstęg.
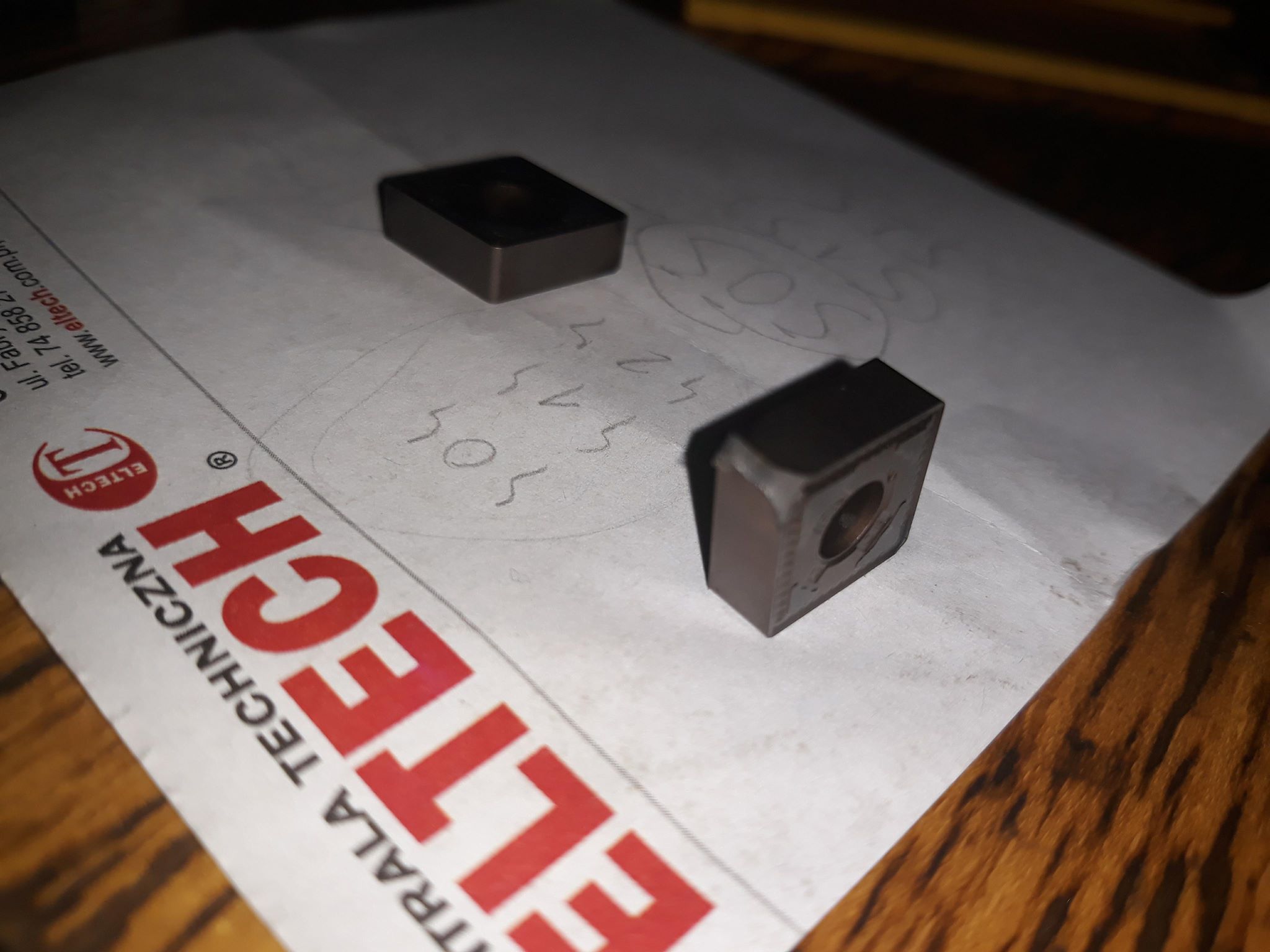
Przetestowalem juz szereg plytek o roznej geometrii(dodatnie, ujemne), roznych gatunkach i parametrach- brak jakiejkolwiek poprawy zużycia. Póki co najlepiej spisują sie plytki CNMG 12 04 08 PF 1125 od Sandvika. Na zalaczonym zdjeciu widać zużycie - nie jest ono typowe, widać dobrze że cała krawędź się wylamuje.


")
")






