czy ktoś z was ustawiał może interpolację kołową w sterowniku Heidenhain?
Chodzi o to, że maszyna robi mi ok 0,04mm błędu okrągłości. Chciałbym to skorygować. Mógłby mi ktoś podpowiedzieć?
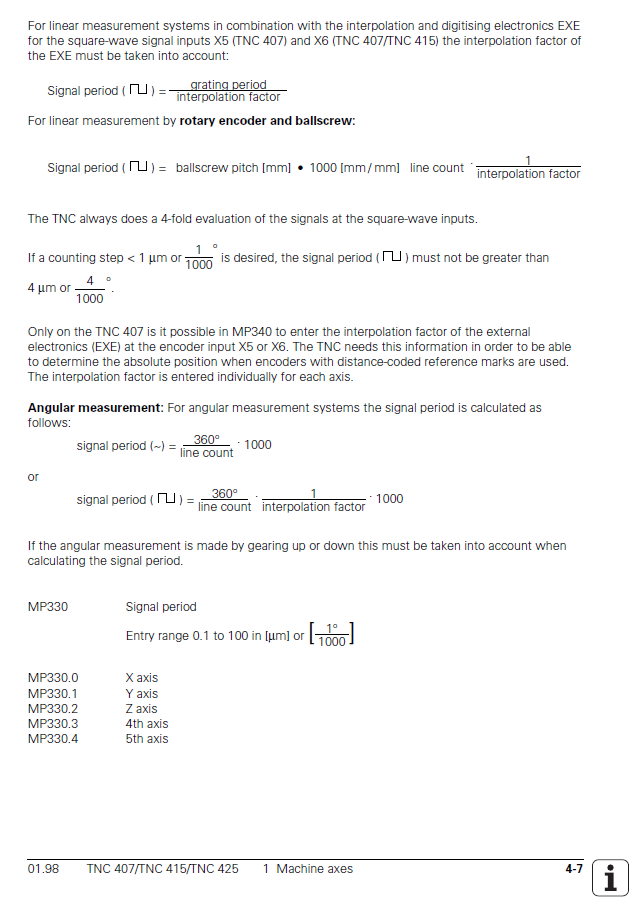
W instrukcji znalazłem coś takiego:
Obsługa, Programowanie i Budowa Maszyn Numerycznych





")


")






