



")
Nie musi być po kolei, ważne żeby kazdy kontur zaczynał się lbl... i konczyl lbl0 .
Sprawdź czy kontur jest prawidlowy, wyrzuć z niego Z i spróbuj zmienić głębokość na +
ITNC530 Kilka konktretnych pytań na temat programowania


-
majo5555
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 5
- Posty: 109
- Rejestracja: 26 paź 2015, 18:01
- Lokalizacja: Kielce
0 BEGIN PGM WANIENKA-PRZYKLAD MM
1 BLK FORM 0.1 Z X-50 Y-50 Z-20
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL CALL 13 Z S1300 F5000 DL+0 DR+0
4 L Z+100 R0 FMAX M3
5 L X+0 Y+0 R0 FMAX
6 CYCL DEF 14.0 GEOMETRIA KONTURU
7 CYCL DEF 14.1 PODPR.KONTURU1 /2
8 CYCL DEF 20 DANE KONTURU ~
Q1=-5 ;GLEBOKOSC FREZOWANIA ~
Q2=+1 ;ZACHODZENIE TOROW ~
Q3=+0 ;NADDATEK NA STRONE ~
Q4=+0 ;NADDATEK NA DNIE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q6=+2 ;BEZPIECZNA WYSOKOSC ~
Q7=+50 ;BEZPIECZNA WYSOKOSC ~
Q8=+0 ;PROMIEN ZAOKRAGLENIA ~
Q9=+1 ;KIERUNEK OBROTU
9 CYCL DEF 22 FREZ.ZGR.WYBRANIA ~
Q10=-5 ;GLEBOKOSC DOSUWU ~
Q11=+200 ;WARTOSC POSUWU WGL. ~
Q12=+300 ;POSUW PRZY ROZWIERC. ~
Q18=+0 ;NARZ.DO OBR.ZGRUB. ~
Q19=+200 ;POSUW PRZY R. WAHAD. ~
Q208=+99999 ;POSUW RUCHU POWROTN. ~
Q401=+100 ;WSPOLCZYNNIK POSUWU ~
Q404=+0 ;STRAT.PRZEC.WYKONCZ.
10 CYCL CALL M3
11 L M2
12 LBL 1
13 L X+0 Y+25 RL
14 L X+25
15 L Y-25
16 L X-25
17 L Y+25
18 L X+0
19 R0
20 LBL 0
21 LBL 2
22 L X+0 Y+50 RR
23 L X+50
24 L Y-50
25 L X-50
26 L Y+50
27 L X+0
28 LBL 0
29 END PGM WANIENKA-PRZYKLAD MM
Moze taki przyklad.U mnie na 620 trzeba wylaczac kompensacje ;-( Inaczej program nie ruszy ale to pewnie w plc gdzies siedzi
1 BLK FORM 0.1 Z X-50 Y-50 Z-20
2 BLK FORM 0.2 X+50 Y+50 Z+0
3 TOOL CALL 13 Z S1300 F5000 DL+0 DR+0
4 L Z+100 R0 FMAX M3
5 L X+0 Y+0 R0 FMAX
6 CYCL DEF 14.0 GEOMETRIA KONTURU
7 CYCL DEF 14.1 PODPR.KONTURU1 /2
8 CYCL DEF 20 DANE KONTURU ~
Q1=-5 ;GLEBOKOSC FREZOWANIA ~
Q2=+1 ;ZACHODZENIE TOROW ~
Q3=+0 ;NADDATEK NA STRONE ~
Q4=+0 ;NADDATEK NA DNIE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q6=+2 ;BEZPIECZNA WYSOKOSC ~
Q7=+50 ;BEZPIECZNA WYSOKOSC ~
Q8=+0 ;PROMIEN ZAOKRAGLENIA ~
Q9=+1 ;KIERUNEK OBROTU
9 CYCL DEF 22 FREZ.ZGR.WYBRANIA ~
Q10=-5 ;GLEBOKOSC DOSUWU ~
Q11=+200 ;WARTOSC POSUWU WGL. ~
Q12=+300 ;POSUW PRZY ROZWIERC. ~
Q18=+0 ;NARZ.DO OBR.ZGRUB. ~
Q19=+200 ;POSUW PRZY R. WAHAD. ~
Q208=+99999 ;POSUW RUCHU POWROTN. ~
Q401=+100 ;WSPOLCZYNNIK POSUWU ~
Q404=+0 ;STRAT.PRZEC.WYKONCZ.
10 CYCL CALL M3
11 L M2
12 LBL 1
13 L X+0 Y+25 RL
14 L X+25
15 L Y-25
16 L X-25
17 L Y+25
18 L X+0
19 R0
20 LBL 0
21 LBL 2
22 L X+0 Y+50 RR
23 L X+50
24 L Y-50
25 L X-50
26 L Y+50
27 L X+0
28 LBL 0
29 END PGM WANIENKA-PRZYKLAD MM
Moze taki przyklad.U mnie na 620 trzeba wylaczac kompensacje ;-( Inaczej program nie ruszy ale to pewnie w plc gdzies siedzi
-
rafa30
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 197
- Rejestracja: 19 lut 2014, 23:41
- Lokalizacja: hyt
A jak zrobic to zeby kontur był wysepka????
0 BEGIN PGM KONTUR WYBRANIE W SRODKU MM
1 BLK FORM 0.1 Z X-60 Y-60 Z-20.2
2 BLK FORM 0.2 X+60 Y+60 Z+0
3 TOOL CALL 13 Z S1300 F5000 DL+0 DR+0
4 L Z+100 R0 FMAX M3
5 L X+0 Y+0 R0 FMAX
6 CYCL DEF 14.0 GEOMETRIA KONTURU
7 CYCL DEF 14.1 PODPR.KONTURU2
8 CYCL DEF 20 DANE KONTURU ~
Q1=-20 ;GLEBOKOSC FREZOWANIA ~
Q2=+0 ;ZACHODZENIE TOROW ~
Q3=+0 ;NADDATEK NA STRONE ~
Q4=+0 ;NADDATEK NA DNIE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q6=+2 ;BEZPIECZNA WYSOKOSC ~
Q7=+50 ;BEZPIECZNA WYSOKOSC ~
Q8=+0 ;PROMIEN ZAOKRAGLENIA ~
Q9=+1 ;KIERUNEK OBROTU
9 CYCL DEF 22 FREZ.ZGR.WYBRANIA ~
Q10=-2 ;GLEBOKOSC DOSUWU ~
Q11=+200 ;WARTOSC POSUWU WGL. ~
Q12=+300 ;POSUW PRZY ROZWIERC. ~
Q18=+0 ;NR NARZ.DO ZGRUB.OBR ~
Q19=+200 ;POSUW PRZY R. WAHAD. ~
Q208=+99999 ;POSUW RUCHU POWROTN. ~
Q401=+100 ;FEED RATE REDUCTION ~
Q404=+0 ;FINE ROUGH STRATEGY
10 CYCL CALL M3
11 L M2
12 LBL 2
13 CYCL DEF 7.0 PUNKT BAZOWY
14 CYCL DEF 7.1 X-50
15 CYCL DEF 7.2 Y-25
16 L X+5 Y+0 RR F1000
17 L Y+35
18 CC X+5 Y+35
19 LP PR+23.094 PA+60
20 L X+29
21 CR X+71 Y+55 R+35 DR+
22 L X+80 Y+55
23 CR X+84.71 Y+51.67 R+5 DR-
24 L X+94.14 Y+25
25 CR X+80 Y+5 R+15 DR-
26 L X+66
27 CR X+34 Y+5 R+20 DR+
28 L X+25
29 CC X+25 Y+5
30 LP PR-23.094 PA-30
31 L Y+20
32 L X-20 R0
33 LBL 0
34 END PGM KONTUR WYBRANIE W SRODKU MM
0 BEGIN PGM KONTUR WYBRANIE W SRODKU MM
1 BLK FORM 0.1 Z X-60 Y-60 Z-20.2
2 BLK FORM 0.2 X+60 Y+60 Z+0
3 TOOL CALL 13 Z S1300 F5000 DL+0 DR+0
4 L Z+100 R0 FMAX M3
5 L X+0 Y+0 R0 FMAX
6 CYCL DEF 14.0 GEOMETRIA KONTURU
7 CYCL DEF 14.1 PODPR.KONTURU2
8 CYCL DEF 20 DANE KONTURU ~
Q1=-20 ;GLEBOKOSC FREZOWANIA ~
Q2=+0 ;ZACHODZENIE TOROW ~
Q3=+0 ;NADDATEK NA STRONE ~
Q4=+0 ;NADDATEK NA DNIE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q6=+2 ;BEZPIECZNA WYSOKOSC ~
Q7=+50 ;BEZPIECZNA WYSOKOSC ~
Q8=+0 ;PROMIEN ZAOKRAGLENIA ~
Q9=+1 ;KIERUNEK OBROTU
9 CYCL DEF 22 FREZ.ZGR.WYBRANIA ~
Q10=-2 ;GLEBOKOSC DOSUWU ~
Q11=+200 ;WARTOSC POSUWU WGL. ~
Q12=+300 ;POSUW PRZY ROZWIERC. ~
Q18=+0 ;NR NARZ.DO ZGRUB.OBR ~
Q19=+200 ;POSUW PRZY R. WAHAD. ~
Q208=+99999 ;POSUW RUCHU POWROTN. ~
Q401=+100 ;FEED RATE REDUCTION ~
Q404=+0 ;FINE ROUGH STRATEGY
10 CYCL CALL M3
11 L M2
12 LBL 2
13 CYCL DEF 7.0 PUNKT BAZOWY
14 CYCL DEF 7.1 X-50
15 CYCL DEF 7.2 Y-25
16 L X+5 Y+0 RR F1000
17 L Y+35
18 CC X+5 Y+35
19 LP PR+23.094 PA+60
20 L X+29
21 CR X+71 Y+55 R+35 DR+
22 L X+80 Y+55
23 CR X+84.71 Y+51.67 R+5 DR-
24 L X+94.14 Y+25
25 CR X+80 Y+5 R+15 DR-
26 L X+66
27 CR X+34 Y+5 R+20 DR+
28 L X+25
29 CC X+25 Y+5
30 LP PR-23.094 PA-30
31 L Y+20
32 L X-20 R0
33 LBL 0
34 END PGM KONTUR WYBRANIE W SRODKU MM

-
janusz_1025
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 8
- Rejestracja: 06 sty 2008, 10:27
- Lokalizacja: Warszawa
Witam!
Cycl14 to "przeżytek" . Polecam CONTOUR DEF (SPEC FCT->KONTUR/PUNKT OBR.->).
Mozna okresic w nim dodatkowo glebokosc Z-5 Wysp.
Wkleilem maly przyklad - pomijam aspekty technologiczne obr. Ap i posuw.
Nr narzedzi to ich srednice.
plik cypelekDEF.h GLOWNY
0 BEGIN PGM cypelekDEF MM
1 BLK FORM 0.1 Z X-30 Y-30 Z-20
2 BLK FORM 0.2 X+30 Y+30 Z+0
3 ;
4 TOOL CALL 6 Z S1000
5 CONTOUR DEF ~
P1 = "cypelekWYB.h" ~
I2 = "cypelekWYS.h" ~
DEPTH5
6 CYCL DEF 20 DANE KONTURU ~
Q1=-10 ;GLEBOKOSC FREZOWANIA ~
Q2=+1 ;ZACHODZENIE TOROW ~
Q3=+0 ;NADDATEK NA STRONE ~
Q4=+0 ;NADDATEK NA DNIE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q6=+2 ;BEZPIECZNA WYSOKOSC ~
Q7=+20 ;BEZPIECZNA WYSOKOSC ~
Q8=+5 ;PROMIEN ZAOKRAGLENIA ~
Q9=+1 ;KIERUNEK OBROTU
7 CYCL DEF 21 NAWIERCANIE ~
Q10=-2.5 ;GLEBOKOSC DOSUWU ~
Q11=+150 ;WARTOSC POSUWU WGL. ~
Q13=+4 ;ZDZIERAK
8 L Z+150 R0 FMAX M3
9 CYCL CALL M8
10 ;
11 TOOL CALL 4 Z S10000 F666
12 CYCL DEF 22 FREZ.ZGR.WYBRANIA ~
Q10=-10 ;GLEBOKOSC DOSUWU ~
Q11= AUTO ;WARTOSC POSUWU WGL. ~
Q12= AUTO ;POSUW PRZY ROZWIERC. ~
Q18=+0 ;NARZ.DO OBR.ZGRUB. ~
Q19=+0 ;POSUW PRZY R. WAHAD. ~
Q208= MAX ;POSUW RUCHU POWROTN. ~
Q401=+100 ;WSPOLCZYNNIK POSUWU ~
Q404=+0 ;STRAT.PRZEC.WYKONCZ.
13 L Z+150 R0 FMAX M3
14 CYCL CALL M8
15 ;
16 TOOL CALL 3 Z S2222
17 CYCL DEF 20 DANE KONTURU ~
Q1=-10 ;GLEBOKOSC FREZOWANIA ~
Q2=+1 ;ZACHODZENIE TOROW ~
Q3=+0 ;NADDATEK NA STRONE ~
Q4=+0 ;NADDATEK NA DNIE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q6=+2 ;BEZPIECZNA WYSOKOSC ~
Q7=+20 ;BEZPIECZNA WYSOKOSC ~
Q8=+0 ;PROMIEN ZAOKRAGLENIA ~
Q9=+1 ;KIERUNEK OBROTU
18 CYCL DEF 22 FREZ.ZGR.WYBRANIA ~
Q10=-2.5 ;GLEBOKOSC DOSUWU ~
Q11= AUTO ;WARTOSC POSUWU WGL. ~
Q12= AUTO ;POSUW PRZY ROZWIERC. ~
Q18=+4 ;NARZ.DO OBR.ZGRUB. ~
Q19=+0 ;POSUW PRZY R. WAHAD. ~
Q208= MAX ;POSUW RUCHU POWROTN. ~
Q401=+100 ;WSPOLCZYNNIK POSUWU ~
Q404=+1 ;STRAT.PRZEC.WYKONCZ.
19 L Z+150 R0 FMAX M3
20 CYCL CALL M8
21 M30
22 END PGM cypelekDEF MM
i pliki w tym samym katalogu
cypelekWYB.h
0 BEGIN PGM cypelekWYB MM
1 L X+25 Y+0 RL
2 L Y+25
3 L X-25
4 L Y-25
5 L X+25
6 L Y+0
7 END PGM cypelekWYB MM
oraz cypelekWYS.h
0 BEGIN PGM cypelekWYS MM
1 CC X-5 Y+0
2 LP PR+13 PA+0 R0
3 C DR-
4 END PGM cypelekWYS MM
W tym ostatnim to mozna nawet opuscic kompensacje promienia.
Nie ma w nich rownierz BLK FRM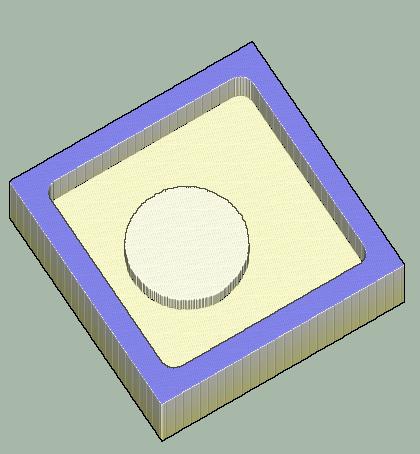
Cycl14 to "przeżytek" . Polecam CONTOUR DEF (SPEC FCT->KONTUR/PUNKT OBR.->).
Mozna okresic w nim dodatkowo glebokosc Z-5 Wysp.
Wkleilem maly przyklad - pomijam aspekty technologiczne obr. Ap i posuw.
Nr narzedzi to ich srednice.
plik cypelekDEF.h GLOWNY
0 BEGIN PGM cypelekDEF MM
1 BLK FORM 0.1 Z X-30 Y-30 Z-20
2 BLK FORM 0.2 X+30 Y+30 Z+0
3 ;
4 TOOL CALL 6 Z S1000
5 CONTOUR DEF ~
P1 = "cypelekWYB.h" ~
I2 = "cypelekWYS.h" ~
DEPTH5
6 CYCL DEF 20 DANE KONTURU ~
Q1=-10 ;GLEBOKOSC FREZOWANIA ~
Q2=+1 ;ZACHODZENIE TOROW ~
Q3=+0 ;NADDATEK NA STRONE ~
Q4=+0 ;NADDATEK NA DNIE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q6=+2 ;BEZPIECZNA WYSOKOSC ~
Q7=+20 ;BEZPIECZNA WYSOKOSC ~
Q8=+5 ;PROMIEN ZAOKRAGLENIA ~
Q9=+1 ;KIERUNEK OBROTU
7 CYCL DEF 21 NAWIERCANIE ~
Q10=-2.5 ;GLEBOKOSC DOSUWU ~
Q11=+150 ;WARTOSC POSUWU WGL. ~
Q13=+4 ;ZDZIERAK
8 L Z+150 R0 FMAX M3
9 CYCL CALL M8
10 ;
11 TOOL CALL 4 Z S10000 F666
12 CYCL DEF 22 FREZ.ZGR.WYBRANIA ~
Q10=-10 ;GLEBOKOSC DOSUWU ~
Q11= AUTO ;WARTOSC POSUWU WGL. ~
Q12= AUTO ;POSUW PRZY ROZWIERC. ~
Q18=+0 ;NARZ.DO OBR.ZGRUB. ~
Q19=+0 ;POSUW PRZY R. WAHAD. ~
Q208= MAX ;POSUW RUCHU POWROTN. ~
Q401=+100 ;WSPOLCZYNNIK POSUWU ~
Q404=+0 ;STRAT.PRZEC.WYKONCZ.
13 L Z+150 R0 FMAX M3
14 CYCL CALL M8
15 ;
16 TOOL CALL 3 Z S2222
17 CYCL DEF 20 DANE KONTURU ~
Q1=-10 ;GLEBOKOSC FREZOWANIA ~
Q2=+1 ;ZACHODZENIE TOROW ~
Q3=+0 ;NADDATEK NA STRONE ~
Q4=+0 ;NADDATEK NA DNIE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q6=+2 ;BEZPIECZNA WYSOKOSC ~
Q7=+20 ;BEZPIECZNA WYSOKOSC ~
Q8=+0 ;PROMIEN ZAOKRAGLENIA ~
Q9=+1 ;KIERUNEK OBROTU
18 CYCL DEF 22 FREZ.ZGR.WYBRANIA ~
Q10=-2.5 ;GLEBOKOSC DOSUWU ~
Q11= AUTO ;WARTOSC POSUWU WGL. ~
Q12= AUTO ;POSUW PRZY ROZWIERC. ~
Q18=+4 ;NARZ.DO OBR.ZGRUB. ~
Q19=+0 ;POSUW PRZY R. WAHAD. ~
Q208= MAX ;POSUW RUCHU POWROTN. ~
Q401=+100 ;WSPOLCZYNNIK POSUWU ~
Q404=+1 ;STRAT.PRZEC.WYKONCZ.
19 L Z+150 R0 FMAX M3
20 CYCL CALL M8
21 M30
22 END PGM cypelekDEF MM
i pliki w tym samym katalogu
cypelekWYB.h
0 BEGIN PGM cypelekWYB MM
1 L X+25 Y+0 RL
2 L Y+25
3 L X-25
4 L Y-25
5 L X+25
6 L Y+0
7 END PGM cypelekWYB MM
oraz cypelekWYS.h
0 BEGIN PGM cypelekWYS MM
1 CC X-5 Y+0
2 LP PR+13 PA+0 R0
3 C DR-
4 END PGM cypelekWYS MM
W tym ostatnim to mozna nawet opuscic kompensacje promienia.
Nie ma w nich rownierz BLK FRM
-
majo5555
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 109
- Rejestracja: 26 paź 2015, 18:01
- Lokalizacja: Kielce
Witam!!
Hmmm ale kolega chyba pyta o podstawy....Nie o String formuly itd.Mozna dac po trzy przyklady rozwiazan na kazde zagadnienie ale chyba lepiej aby wpierw poznal podstawy.Pyta o to co sam stworzyl lub ma z tym problemy.Po co dawac mu na tym etapie dodatkowe rozterki?Niech wpierw sobie potestuje itd a pozniej o dodatkowe info moze pytac
Pozdrawiam!!
Hmmm ale kolega chyba pyta o podstawy....Nie o String formuly itd.Mozna dac po trzy przyklady rozwiazan na kazde zagadnienie ale chyba lepiej aby wpierw poznal podstawy.Pyta o to co sam stworzyl lub ma z tym problemy.Po co dawac mu na tym etapie dodatkowe rozterki?Niech wpierw sobie potestuje itd a pozniej o dodatkowe info moze pytac
Pozdrawiam!!






