



Rozbijanie wymiaru przy frezowaniu wpustów
-
Turner77
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 2
- Posty: 11
- Rejestracja: 04 lut 2016, 21:53
- Lokalizacja: Ciechocinek
Rozbijanie wymiaru przy frezowaniu wpustów
Witam, tak jak w temacie mam mały problem przy frezowaniu rowków wpustowych. Problem zaczyna się przy przejściu powrotnym, załóżmy ze frezuję rowek w wałku fi 30 frezem fi 8 na głębokości 4 mm pierwsze przejście 1 mm wszystko jest ok, ale gdy wycofuję frez dziwnie schodzi się o parę dych w prawą stronę i rozbija rowek. Maszyna na jakiej pracuje to frezarka uniwersalna fu2 stożek wrzeciona mk 2 oprawka zaciskowa na tulejki Er 40 ( trochę duża jak na tą maszynę, ale wszystko jest sztywne i nie ma bicia ) jedynym - tej maszyny jest to że wałek wrzeciona jest na panewkach a z dołu trzyma go tylko jedno łożysko oporowe które reguluję się poprzez 2 nakrętki które bardzo często lubią się odkręcać i powodować dość duży luz na wrzecionie ( luz ten nawet gdy skasuje go do 0 i tak przy frezowaniu rowków frez rozbija mi wymiar ) ;) co może być przyczyną takiego efektu ? :)
Tagi:


-
 nowycrteam
nowycrteam
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 108
- Rejestracja: 01 sty 2012, 17:55
- Lokalizacja: Wodzisław
- Kontakt:
Przyczyny mogą być różne zazwyczaj jak robi się wpust np w tolerancji p9 to wykonuje się go :
1. obróbka zgrubna (mniejszym frezem niż wykonywany rowek)
2. obróbka wykończeniowa (mniejszym frezem niż wykonywany rowek)
*Pierwszą przyczyną rozbicia rowka może być źle zamocowany detal
*2 przyczyna źle zamontowane imadło lub przyrząd w którym mocujesz obrabiany element
*3 przyczyna luzy na stole w osi Y (kliny lub wytarte prowadnice)
*4 przyczyna luzy na osi Z (kliny lub wytarte prowadnice)
*5 przyczyna zła geometria maszyny
Znalazłbym jeszcze trochę ale te wydają mi się najbardziej prawdopodobne
Jeśli wszystkie powyższe przyczyny odpadają:
Wykonując rowek wpustowy o szerokości takiej samej jak średnica narzędzia prawdopodobieństwo rozbicia jest bardzo duże.
Jadąc frezem np. fi 8 - 3 lub 4 piórowym masz bardzo duże ryzyko rozbicia
Dobierz sobie freza 2 - piórowego koniecznie węglikowego
Pozwoliłem sobie wrysować rowek o którym mówiłeś na wałku o średnicy 30mm
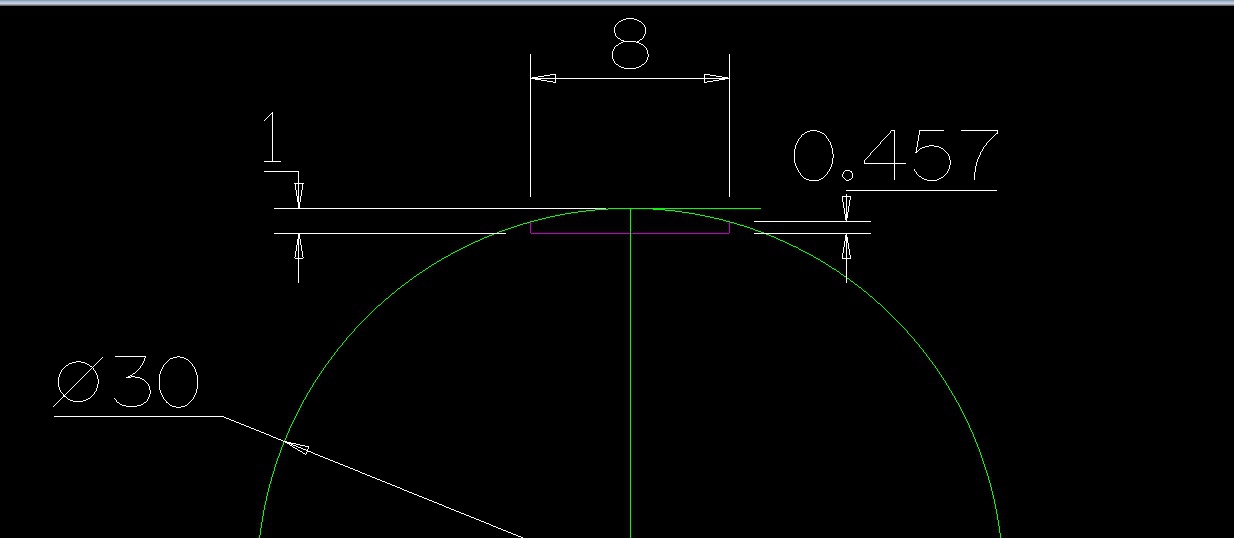
Zakładając że frez jakim to robisz ma promień naroża 0,2 - 0,4mm lub nawet 0,0
To małe prawdopodobieństwo by pomiar z takiego milimetrowego rowka był rzetelny.
Zostaje ci ścianka o wysokości od 0,4 w przypadku freza bez promienia naroża od 0,2mm do nawet 0,05 pomiaru.
Gdy pogłębiasz rowek o kolejny 1mm to miara robi ci się inna ponieważ masz lepszą możliwość pomiaru. Szukaj problemu we wrzecionie lub oprawce nie bądź za nie pewny tymbardziej że maszyna o której wspomniałeś jest stara. (Tak wiem że stare są sztywniejsze i lepsze ale z doświadczenia wiem że to nie oznacza że taka maszyna po prostu się zużyła)
Jeśli rowek rozbija ci na 0,2mm to prawdopodobnie masz bicie na narzędziu/wrzecionie bo max rozbicie przy rowku 8mm to 0,05-0,1mm
Pozdrawiam
1. obróbka zgrubna (mniejszym frezem niż wykonywany rowek)
2. obróbka wykończeniowa (mniejszym frezem niż wykonywany rowek)
*Pierwszą przyczyną rozbicia rowka może być źle zamocowany detal
*2 przyczyna źle zamontowane imadło lub przyrząd w którym mocujesz obrabiany element
*3 przyczyna luzy na stole w osi Y (kliny lub wytarte prowadnice)
*4 przyczyna luzy na osi Z (kliny lub wytarte prowadnice)
*5 przyczyna zła geometria maszyny
Znalazłbym jeszcze trochę ale te wydają mi się najbardziej prawdopodobne
Jeśli wszystkie powyższe przyczyny odpadają:
Wykonując rowek wpustowy o szerokości takiej samej jak średnica narzędzia prawdopodobieństwo rozbicia jest bardzo duże.
Jadąc frezem np. fi 8 - 3 lub 4 piórowym masz bardzo duże ryzyko rozbicia
Dobierz sobie freza 2 - piórowego koniecznie węglikowego
Pozwoliłem sobie wrysować rowek o którym mówiłeś na wałku o średnicy 30mm
Zakładając że frez jakim to robisz ma promień naroża 0,2 - 0,4mm lub nawet 0,0
To małe prawdopodobieństwo by pomiar z takiego milimetrowego rowka był rzetelny.
Zostaje ci ścianka o wysokości od 0,4 w przypadku freza bez promienia naroża od 0,2mm do nawet 0,05 pomiaru.
Gdy pogłębiasz rowek o kolejny 1mm to miara robi ci się inna ponieważ masz lepszą możliwość pomiaru. Szukaj problemu we wrzecionie lub oprawce nie bądź za nie pewny tymbardziej że maszyna o której wspomniałeś jest stara. (Tak wiem że stare są sztywniejsze i lepsze ale z doświadczenia wiem że to nie oznacza że taka maszyna po prostu się zużyła)
Jeśli rowek rozbija ci na 0,2mm to prawdopodobnie masz bicie na narzędziu/wrzecionie bo max rozbicie przy rowku 8mm to 0,05-0,1mm
Pozdrawiam
-
FTW
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 756
- Rejestracja: 16 gru 2016, 10:44
- Lokalizacja: śląsk
Wytłumacz wszystkim kolego jakie znaczenie ma frezowanie przeciwbieżne i współbieżne przy frezowaniu rowków (całą szerokością)? Chętnie posłuchamyUnknown pisze:Moim zdaniem maszyna ma luzy na srubach i dlatego tobie robzbija.Postaraj się frezowac tylko przeciwbieznie co pozwoli skasowac luz i naprezenia i zobacz jaki będzie efekt. Jeżeli to zda efekt to musisz poprawić luz lub stosować frezowanie przeciwbiezne zamiast wspolbieznego.
Narzędzie jest węglikowe czy HSS? Ile jest wystawione?
-
IMPULS3
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 8015
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
I prawidlowo ze rozbija.Turner77 pisze:frezem fi 8 na głębokości 4 mm pierwsze przejście 1 mm wszystko jest ok, ale gdy wycofuję frez dziwnie schodzi się o parę dych w prawą stronę i rozbija rowek.
Mozliwości masz dwie, albo frezuj rowek na raz -czyli pelną glębokosć albo przy frezowaniu na kilka przejść zawsze wycofuj narzędzie w trakcie powrotu a same przejścia powinny być w miarę takie same na calej glębokosci.
-
Areo84
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1005
- Rejestracja: 26 gru 2009, 09:33
- Lokalizacja: ...
Rowek pod wpust też na raz ? to tak można ?IMPULS3 pisze:Mozliwości masz dwie, albo frezuj rowek na raz -czyli pelną glębokosć albo przy frezowaniu na kilka przejść zawsze wycofuj narzędzie w trakcie powrotu a same przejścia powinny być w miarę takie same na calej glębokosci.
Mi rozbija zawsze frezem wielo piórowym. Jak założę dwu piórowy i przybieram po kilka dyszek to wychodzi ok. Dla takiego freza 8mm to zbieram około 0,3-0,4mm. Nie wiem, może to i strata czasu , ale taki sposób polecany jest w poradniku frezera i u mnie się sprawdza
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 8015
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
A co w tym dziwnego? przcież glębokość to tylko polowa średnicy freza. Żaden wyczyn dla HSS.Areo84 pisze:Rowek pod wpust też na raz ? to tak można ?
Nie chce mi się szukać o który wpis chodzi w poradniku, ale być może dotyczy to specjalnej frezarki do wpustów. Ona robila to w cyklu automatycznym więc miala na to czas.Areo84 pisze:Dla takiego freza 8mm to zbieram około 0,3-0,4mm. Nie wiem, może to i strata czasu , ale taki sposób polecany jest w poradniku frezera
A mnie nie, za to 2 piórowy potrzebuje malego posuwu, więc dla mnie one są za wolne.Areo84 pisze:Mi rozbija zawsze frezem wielo piórowym.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
..... , i poczytaj trochę teoriiTurner77 pisze:Dzięki za zainteresowaniem tematem, dziś sprawdzę wszystkie prowadnice i skoryguję ewentualne luzy, ...
http://www.sandvik.coromant.com/pl-pl/k ... fault.aspx
p.s.
Zastosuj frezy spiralne ..... , powierzchnia nieciekawa , ale frez szybciej pozbywa się wióra i wymiar rowka wychodzi rozsądny.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki






