



")
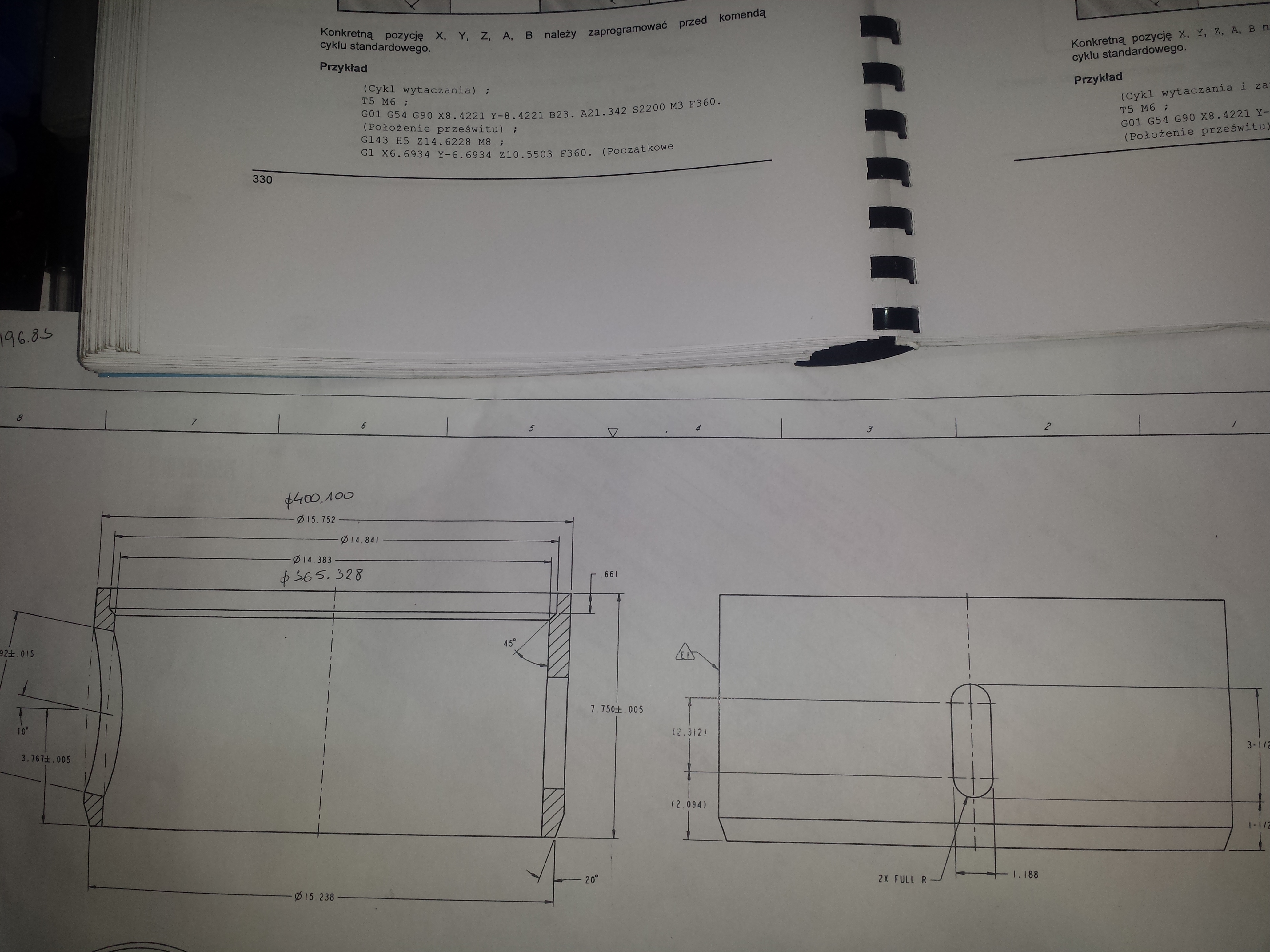
Czy morze ktoś sprawdzić program napisany na mazaka 5 osi
oś C stół obrotowy
Oś B głowica uchylana
Program robi slota i otwór pod kontem 80stopni
Jaki symulator CNC bylby dobry do jego przetestowania
Program jest napisany w Mazaku
Dziekuję
rysunek
<O4NEW>
G17 G21 G40 G80 G90
G91 G28 Z0
G0 G90 G53 X-1810.
M01
N1(SLOT)
T20 M6 (DRILL 16.5)
M01
G00 G90 G54B-90.C0.
G00 G90 G54 Y0 S1000 M03
G68 X-200.05 Y0 Z0 I0J1K0 R-90.
G43 X53.185 Z150. M8
G83G98Z-25.R3.Q2.F60.
X82.55
X111.915
G0G80Z100.M09
M05
G69
G91G28Z0
G91G28Y0B0
G0G90G53X-1810.
M01
T16M6 (Obróbka zgrubna frez płytkowy 20MM D+0.25 )
M01
G0G90G54B-90.C0.
G0G90G54Y0S1500M3
G68X-200.05Y0Z0I0J1.K0R-90.
G43D16X82.55Z150.M8
G00Z10.
G01Z0F200.
M98P901L40
G0G90Z150.M09
M05
G69
G91G28Z0
G91G28Y0B0
G0G90G53X-1810.
T12M6 (frez 12mm finish )
M01
G0G90G54B-90.C0.
G0G90G54Y0S1500M3
G68X-200.05Y0Z0I0J1.K0R-90.
G43D12X82.55Z150.M8 (+)
G01Z0F200.
M98P902L1(+)
G0G90Z150.M09
M05
G69
G91G28Z0
G91G28Y0B0
G0G90G53X-1810.
T20 M6 (Wiertło 16.5)
M01
G00 G90 G54 B-90.C180.
G00 G90 G54 Y0 S1000 M03
G68 X-200.05 Y0 Z0 I0J1K0 R-90.
G43 X95.682 Z50. M8
G83G98Z-25.R3.Q1.F60.
G0G80Z150.M09 (+)
M05
G69
G91G28Z0
G91G28Y0B0
G0G90G53X-1810.
M01
T16M6 (Frez na płytki obróbka zgrubna 20MM D+0.25 )
M01
G0G90G54B-80.C180.(+)
G0G90G54Y0S1500M3
G68X-200.05Y0Z0I0J1.K0R-80.
G43D16X95.682Z150.M8
G01Z5.F200.
G91G01G41D16Y31.F200
G03J-31.Z-0.5L44
G03J-31.
G40G01Y-31.
G0G90Z100.
G01Z5.F200. (Odsuniecie 5mm)
G91G01G41D16Y46.F200
G03J-46.Z-0.5L44
G03J-46.
G40G01Y-46.
G0G90Z150.
G01Z5.F200.
G91G01G41D16Y61.F200
G03J-61.Z-0.5L44
G03J-61.
G40G01Y-61.
G0G90Z150.
G01Z5.F200.
G91G01G41D16Y76.F200
G03J-76.Z-0.5L44
G03J-76.
G40G01Y-76.
G0G90Z150.
G01Z5.F200.
G91G01G41D16Y91.F200
G03J-91.Z-0.5L44
G03J-91.
G40G01Y-91.
G0G90Z150.
G01Z5.F200.
G91G01G41D16Y106.F200
G03J-106.Z-0.5L44
G03J-106.
G40G01Y-106.
G0G90Z150.
G01Z5.F200.
G91G01G41D16Y121.F200
G03J-121.Z-0.5L44
G03J-121.
G40G01Y-121.
G0G90Z150.
G01Z5.F200.
G91G01G41D16Y134.F200
G03J-134.Z-0.5L44
G03J-134.
G40G01Y-134.
G0G90Z150.
M05
G69
G91G28Z0
G91G28Y0B0
G0G90G53X-1810.
M01
T12M6 (Frez 12MM )
M01
G0G90G54B-80.C180.(+)
G0G90G54Y0S1500M3
G68X-200.05Y0Z0I0J1.K0R-80.
G43D12X95.68Z150.M8(?) (+)
G01Z0F200.
G91G01G41D12Y134.42F200 (+)
G03J-134.42Z-20. (+)
G03J-134.42
G40G01Y-134.42
G0G90Z10
M05
G69
G91G28Z0
G91G28Y0B0
G0G90G53X-1810.
M01
M30
%
Podprogram na slota
O901
(SL0T zgrubny)
G91G01Z-0.5F200.
G90G41D8Y-15.085
X111.915
G03Y15.085R15.085
G01X53.185
G03Y-15.085R15.085
G01X100.(+)
G40Y0
X82.55
M99
O902 (+)
(SL0T finiszowy)
G91G01Z-20.F200.
G90G41D12Y-15.085(+)
X111.915
G03Y15.085R15.085
G01X53.185
G03Y-15.085R15.085
G01X100.(+)
G40Y0
X82.55
M99








