




Frezowanie w cienkim materiale
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Frezowanie w cienkim materiale
Jak koledzy sobie radzą gdy trzeba wyfrezować/wyciąć detal w cienkim materiale ≈ 3-5mm grubości  . Konkretnie chodzi mi o mocowanie przygotówki tak aby nie drżało. Jaka podkładka miedzy stół a materiał tani , w miarę sztywny - jakieś tworzywo Tak na szybko kawal drewna ale to nie jest chyba optymalna metoda
. Konkretnie chodzi mi o mocowanie przygotówki tak aby nie drżało. Jaka podkładka miedzy stół a materiał tani , w miarę sztywny - jakieś tworzywo Tak na szybko kawal drewna ale to nie jest chyba optymalna metoda 
Tagi:



-
FTW
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 756
- Rejestracja: 16 gru 2016, 10:44
- Lokalizacja: śląsk
Zapomnij o taśmie i aluminium. Przy frezowaniu taśma mi się odklejała od stołu (do alu musisz używać chłodziwa), a potem nie umiałem tego g.... odkleić od blachy 
Najlepsze co udało mi się wymyślić to mostki lub takie ustawianie detali, żeby potem trafić śrubami w rowki teowe. To co na zdjęciu tez wygląda na dobry patent,drewno jest praktycznie za free, o ile nie puchnie od chłodziwa to będzie ok.
Najlepsze co udało mi się wymyślić to mostki lub takie ustawianie detali, żeby potem trafić śrubami w rowki teowe. To co na zdjęciu tez wygląda na dobry patent,drewno jest praktycznie za free, o ile nie puchnie od chłodziwa to będzie ok.
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Mostki jak najbardziej ale tylko wtedy gdy brzegi detalu nie muszą być idealne (po usunięciu mostków zawsze zostaje jakiś ślad).FTW pisze:
Najlepsze co udało mi się wymyślić to mostki lub takie ustawianie detali, żeby potem trafić śrubami w rowki teowe.
Właśnie aby nie trzeba było trafiać w rowki i nie bać się o "zaczepienie" stołu frezem , wydaje się ze podkładka jest optymalnym rozwiązaniem . Ciekawe czy gruba sklejka ≈20mm by się nadała
-
 Tomciowoj
Tomciowoj
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 662
- Rejestracja: 14 kwie 2013, 21:35
- Lokalizacja: Wielkopolska
Najkorzystniejszej wypada podkładka z aluminium, splanować, nawiercić i nagwintować otwory jak w detalu. Można wyciąć jeden detal z grubszego alu nieco mniejszy niż gotowy i używać do docisku śrubami. Chyba że to jedna dwie sztuki to sklejka też da radę o ile głębokości frezowania nie są wyśrubowane bo spuchnie od chłodziwa.
-
 grg12
grg12
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1765
- Rejestracja: 03 sty 2007, 14:27
- Lokalizacja: Wiedeń
Z taśmą dwustronna mam złe doświadczenia - pod wpływem spirytusu i dragań puszczała w najmniej odpowiednim momencie. Co gorsza - nawet jeśli nie puściła puchła i mocowanie robiło się elastyczne. Próbowałem też kleju "na gorąco" (laski do pistoletów) - na podkładzie za płytyty aluminiowej trzymał mocno ale do uwolnienia i zamocowania detalu trzeba było nagrzać całość i czekać aż wystygnie (szybkie schladzania wodą podczas mocowania osłabiało spoinę), naklejony na drewno - odrywał się w najmniej odpowiednim momencie.
Gdzieś słyszałem że dobrym materiałem na podkład są plastikowe deski do krojenia - tanie i odporne na w zasadzie wszystkie chłodziwa.
W tej chwili testuję następuące rozwiązanie:
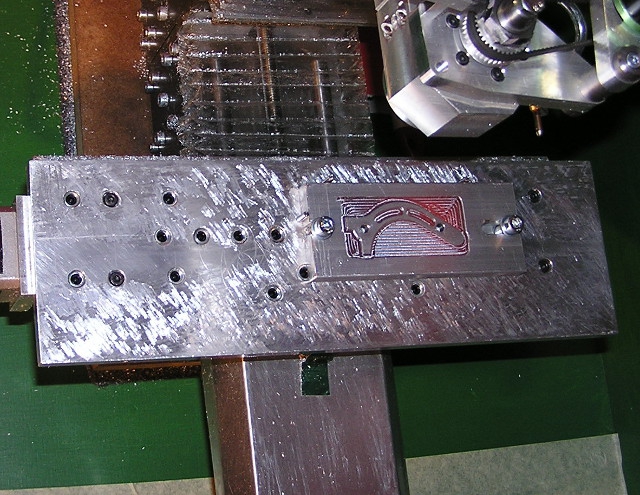
Stolik to płyta aluminowa ze stalowymi insertami M6 - + precyzyjne otwory fi 3mm pod kołki pozycjonujące. Obrabiany materiał jest mocowany śrubami do "paletek" z aluminowego płaskownika. Idea jest taka - pustą paletkę mocuję do stołu dociskając ją do kołków pozycjonujących - następnie znaczę pozycje otworów mocujących (wg. koordynat) i ewentualnie kołków pozycjonujących. Zdejmuję z maszyny, robię otwory mocujące na wiertarce i - zależnie od potrzeby - gwintuję lub robię od spodu pogłebienie pod łeb śruby (w większosci wybieram opcję 2 - w ten sposób nic nie wystaje ponad obrabiany materiał a jeśli grubość materiału jest wystarczająca można zrobić otwor nieprzelotowy i zostawić wierzch materiału czysty). Przykręcam materiał do paletki, paletkę do stołu i - jeśli nie majstrowałem przy offsetach maszyny - w większości przypadków nie muszę nawet szukać krawędzi materiału
Kiedy paletka będzie już tak podziurawiona że braknie miejsca na otwory mocujące albo grubości na planowanie - po prostu zrobię nową (jakieś 5 minut roboty)
Gdzieś słyszałem że dobrym materiałem na podkład są plastikowe deski do krojenia - tanie i odporne na w zasadzie wszystkie chłodziwa.
W tej chwili testuję następuące rozwiązanie:
Stolik to płyta aluminowa ze stalowymi insertami M6 - + precyzyjne otwory fi 3mm pod kołki pozycjonujące. Obrabiany materiał jest mocowany śrubami do "paletek" z aluminowego płaskownika. Idea jest taka - pustą paletkę mocuję do stołu dociskając ją do kołków pozycjonujących - następnie znaczę pozycje otworów mocujących (wg. koordynat) i ewentualnie kołków pozycjonujących. Zdejmuję z maszyny, robię otwory mocujące na wiertarce i - zależnie od potrzeby - gwintuję lub robię od spodu pogłebienie pod łeb śruby (w większosci wybieram opcję 2 - w ten sposób nic nie wystaje ponad obrabiany materiał a jeśli grubość materiału jest wystarczająca można zrobić otwor nieprzelotowy i zostawić wierzch materiału czysty). Przykręcam materiał do paletki, paletkę do stołu i - jeśli nie majstrowałem przy offsetach maszyny - w większości przypadków nie muszę nawet szukać krawędzi materiału
Kiedy paletka będzie już tak podziurawiona że braknie miejsca na otwory mocujące albo grubości na planowanie - po prostu zrobię nową (jakieś 5 minut roboty)
-
grg12
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1765
- Rejestracja: 03 sty 2007, 14:27
- Lokalizacja: Wiedeń
Na zdjęciu w pierwszym poście obrabiane jest jest chyba aluminium. Elektromagnesy przyciągające aluminum wprawdzie istnieją (sam wrzucałem artykół na ten temat) ale w praktyce nie widziałem...atom1477 pisze:Najprościej jest to mocować na uchwycie magnetycznym, tylko pytanie czy to jest do zaakceptowania w obróbce amatorskiej.
-
atom1477
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 3979
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
Widziałeś widziałeś. Każdy silnik trójfazowy indukcyjny tak działa.
Wirujące pole stojana ciągnie za sobą aluminiowy wirnik.
Celowo trochę prowokacyjnie napisałem o elektromagnesie, bo wiedziałem że zaraz ktoś wyskoczy że tam jest aluminium a więc go magnes nie przyciągną. Tylko właśnie, magnes. A więc pole stałe.
A pole z elektromagnesu może być zmienne a takie pole już może przyciągać wszystko (nawet słoną wodę).
Wirujące pole stojana ciągnie za sobą aluminiowy wirnik.
Celowo trochę prowokacyjnie napisałem o elektromagnesie, bo wiedziałem że zaraz ktoś wyskoczy że tam jest aluminium a więc go magnes nie przyciągną. Tylko właśnie, magnes. A więc pole stałe.
A pole z elektromagnesu może być zmienne a takie pole już może przyciągać wszystko (nawet słoną wodę).






