



")
Gwintownik dojezdza do Z+2 i od tej odleglosci rozpoczyna cykl gwintowania, zamiast dojechac do bezpiecznej odlglosci ustawionej w parametrze P01 0.3 i z tej odleglosci zaczac gwintowac.( pracuje w calach a nie mm).
Ponizej podaje fragment programu. Pracuje na maszymie TOS VARNSDORF ze sterowaniem
TNC 424 CB
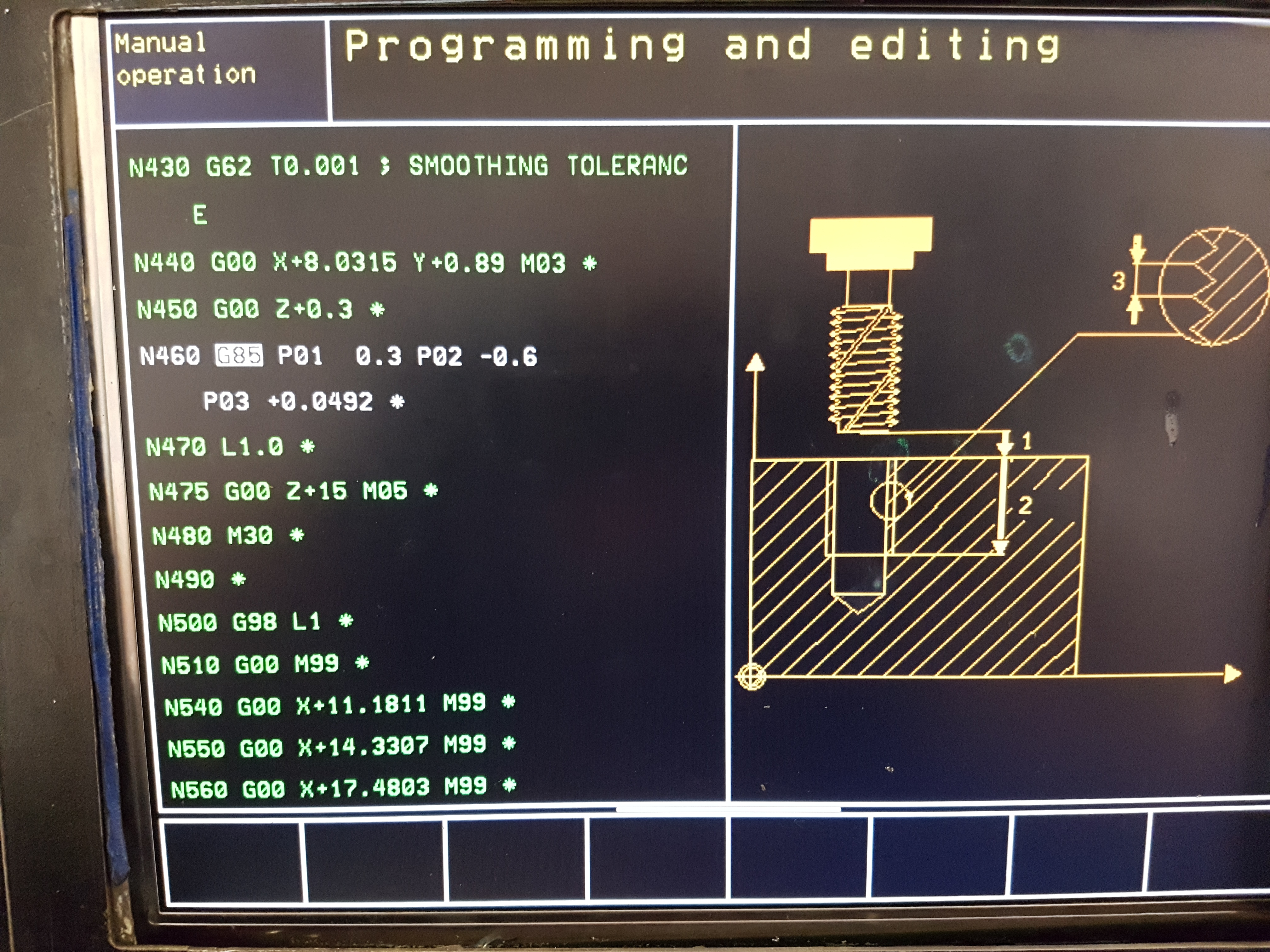
N430 G62 T0.001 ; SMOOTHING TOLERANCE*
N440 G00 X+8.0315 Y+0.89 M03*
N450 G00 Z+2.0*
N460 G85 PO1 0.3 P02-0.6 P03+0.0492*
N470 L1.0*
N475 G00 Z+15 M05*
Moge oczywiscie zmienic to Z+2.0 na mniejsza odleglos ale wtedy ryzykuje kolizje z uchwytami etc.
Czy ktos moze mi pomoc jak to rozwiazac?


")






