



Witam!
Zmajstrowałem sobie uchwyt do frezowania na tokarce.
Mam kilka pytań o dobór parametrów. No bo tak:
biorę frez np 8mm walcowy HSS. Chcę nim wyfrezować kanałek w płycie.
Odczytuję sobie prędkość skrawania dla stali węglowej 16 m/min (daję najmniejszą bo mała sztywność maszyny) i ustawiam najbliższe obroty na tokarce (wychodzi chyba 450 u mnie). I teraz pozostaje kwestia posuwu - jak go dobrać?
Bo w Poradniku Frezera piszą że dla moich warunków posuw na ostrze powinien wynosić około 0,2-0,1 mm na ostrze, przy czym tabela odnosi się do frezowania przeciwbieżnego a kanałek jak frezuję to jest chyba przeciwbieżny i współbieżny jednocześnie.
Tymczasem jak przeglądałem forum to ludzie pracują z posuwami np 0.05 albo nawet 0.02 na ostrze. Czy nie prowadzi to do szybkiego stępienia freza?
Jak dobrać ten posuw na ostrze?
Frezowanie na tokarce


-
Mat3ys
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1911
- Rejestracja: 26 lis 2011, 18:44
- Lokalizacja: Radom

Tu masz fajny kalkulatorek :
https://megawrzuta.pl/download/c3e0a28b ... b2eb5.html
Nie wiem czemu nie mogę załączyć jako pliku na forum.
https://megawrzuta.pl/download/c3e0a28b ... b2eb5.html
Nie wiem czemu nie mogę załączyć jako pliku na forum.
Ostatnio zmieniony 02 wrz 2016, 10:57 przez Mat3ys, łącznie zmieniany 5 razy.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Co do obliczania posuwu ogólnego jeśli chcesz mechaniczny, to podstawiasz dane do kalkulatora (posuw na ząb dla HSS- wartość dolna)
http://artykulytechniczne.pl/blog/parametry-skrawania/
przy czym są to typowe wartości do uzyskania dla frezarek, z tokarkami trzeba wybrać wartości bliższe mniejsze (posuwy poprzeczne maja zazwyczaj mniejszy zakres wartości)
A w praktyce najczęściej robi się to "z czuciem" ręcznie, gdyż rowki do wpustów nie są zazwyczaj zbyt długie.. I oczywiście chłodzenie, jeśli nie ciągłe emulsją, to chociaż olejem (ręcznie). Oszczędza frez.
inne
http://www.sandvik.coromant.com/pl-pl/k ... r-app.aspx
https://www.google.pl/search?q=kalkulat ... 8wfOjrOADw
http://artykulytechniczne.pl/blog/parametry-skrawania/
przy czym są to typowe wartości do uzyskania dla frezarek, z tokarkami trzeba wybrać wartości bliższe mniejsze (posuwy poprzeczne maja zazwyczaj mniejszy zakres wartości)
A w praktyce najczęściej robi się to "z czuciem" ręcznie, gdyż rowki do wpustów nie są zazwyczaj zbyt długie.. I oczywiście chłodzenie, jeśli nie ciągłe emulsją, to chociaż olejem (ręcznie). Oszczędza frez.
inne
http://www.sandvik.coromant.com/pl-pl/k ... r-app.aspx
https://www.google.pl/search?q=kalkulat ... 8wfOjrOADw
pozdrawiam,
Roman
Roman
-
kuba1985
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 3
- Posty: 30
- Rejestracja: 25 lut 2012, 21:40
- Lokalizacja: Mazowsze
Dziękuję wszystkim za odpowiedzi. Obawiam się niestety że źle nakreśliłem problem - mając dane umiem policzyć parametry skrawania. Ale nie wiem jaką wartość posuwu na ząb mam przyjąć - z braku doświadczenia. Wydaje mi się że 0,1 mm na ząb będzie zbyt dużo - z drugiej strony Poradnik Frezera podaje że zbyt mały posuw na ząb spowoduje gwałtowne zużycie freza.
Jakich posuwów na ząb wy używacie?
EDIT
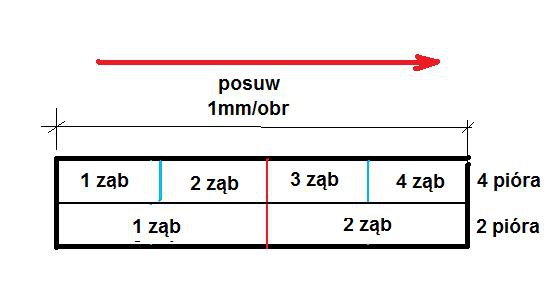
Jeszcze takie pytanie świeżaka - posuw na ząb podaje się w mm/min czy w mm/obrót freza?
Tzn czy jak ustawie na tokarce posuw - 1mm/obrót wrzeciona to dla freza dwuzębnego posuw wynosi 0,5mm/ząb czy też źle to rozumiem?
EDIT 2
Co oznacza na frezie oznaczenie HSSAL? Czy to jest frez do aluminium?
Jakich posuwów na ząb wy używacie?
EDIT
Jeszcze takie pytanie świeżaka - posuw na ząb podaje się w mm/min czy w mm/obrót freza?
Tzn czy jak ustawie na tokarce posuw - 1mm/obrót wrzeciona to dla freza dwuzębnego posuw wynosi 0,5mm/ząb czy też źle to rozumiem?
EDIT 2
Co oznacza na frezie oznaczenie HSSAL? Czy to jest frez do aluminium?
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
W średnio twardej (dla HSS) stali możesz śmiało piłować dużo wiecej,
Ja frezując czteropiórowym frezem zębatym HSS-E ø16mm przy ap=1-2,5mm i 700obr/min daję (ręcznie) ok 0,5-1,5mm/s (30-90mm/min), co niejest szczytem jego możliwosci, ale bezpieczne dla trwałości.
tu jeszcze jeden kalkulator
http://www.kennametal.com/en/resources/ ... ators.html
na minutę, bo inaczej nie doszedłbyś do ładu z zależnościami średnic i ilości zębów (to tak jak dla frezu jednopiórowego)
ale nie można mylić tego z obrotami i posuwami na minutę...
Ja frezując czteropiórowym frezem zębatym HSS-E ø16mm przy ap=1-2,5mm i 700obr/min daję (ręcznie) ok 0,5-1,5mm/s (30-90mm/min), co niejest szczytem jego możliwosci, ale bezpieczne dla trwałości.
tu jeszcze jeden kalkulator
http://www.kennametal.com/en/resources/ ... ators.html
Jeszcze takie pytanie świeżaka - posuw na ząb podaje się w mm/min czy w mm/obrót freza?
na minutę, bo inaczej nie doszedłbyś do ładu z zależnościami średnic i ilości zębów (to tak jak dla frezu jednopiórowego)
dokładnie, dla 4 piórowego 0,25mm/ząb, dla jednopiórowego 1mm/zab...Tzn czy jak ustawie na tokarce posuw - 1mm/obrót wrzeciona to dla freza dwuzębnego posuw wynosi 0,5mm/ząb czy też źle to rozumiem?
ale nie można mylić tego z obrotami i posuwami na minutę...
pozdrawiam,
Roman
Roman
-
Majster70
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Wydaje mi się, że posuw na ząb dla frezów podaje się w mm (na 1 ząb/pióro.)RomanJ4 pisze:Cytat:
Jeszcze takie pytanie świeżaka - posuw na ząb podaje się w mm/min czy w mm/obrót freza?
na minutę, bo inaczej nie doszedłbyś do ładu z zależnościami średnic i ilości zębów (to tak jak dla frezu jednopiórowego)
W mm/min podaje się posuw dla freza.
Czyli np dla twojego freza HSS ø8mm 2 pióra dla twoich obrotów 450/min dla posuwu 0,05mm/zab(pióro) masz:
2(bo frez 2 piórowy)x0,05mm/obr x 450 obr/min = 45 mm/min
Czyli posuw wynosi teoretycznie 45mm/min dla twojego przypadku, ale dla niezbyt dużego ap(głębokości skrawania) dla dobrze zamocowanego detalu na sztywnej frezarce gdzie nie frezujesz całą szerokością freza, czyli dla frezowania rowka posuw bym jeszcze zmniejszył.
Nastawy powinieneś brać z katalogu producenta narzędzi, są one przedstawione dla pracy freza(czy innego narzędzia) dla idealnych warunków dla danego narzędzia/freza. Czyli posuw na ząb dla freza ø8 będzie inny(mniejszy) niż dla "takiego samego" freza ø20. W rzeczywistej pracy parametry zazwyczaj trzeba korygować mocno w dół, szczególnie prędkość skrawania Vc.
U ciebie frezujesz na tokarce, która jest przeznaczona jak sugeruje nazwa głównie do toczenia. Czyli dobierasz parametry pracy z dolnego zakresu, bo frez pracuje w trudnych warunkach - prawdopodobnie brak sztywności, oraz fezujesz rowek, gdzie frez ma tendencję do "zapychania" się wiórami i w konsekwencji tego do łamania zębów lub urywania się. Do rowków w stali lepiej używać frezów 2-piórowych bo mają więcej "pustego" miejsca na wióry. Przy frezach 4-piórowych, aby wiórów było mniej i frez się nie zapychał nimi, skrawa się mniejszą warstwą (ap). Tobie również radzę skrawać mniejszą warstwą i możliwie małym posuwem bo frez lżej pracuje, a ty frezujesz jednak na tokarce.
Ogólnie, to tak ci radzili ludzie najbardziej polegaj na odczuciach "organoleptycznych" czyli słuchaj jak twoja obrabiarka pracuje z danym narzędziem, a rady z forum traktuj orientacyjnie.






