



")
No ja właśnie o tym.
Zobacz płytkę do takiego wiertła: http://www.die-werkzeugprofis.de/product/4215987610/
To jest dokładnie do 25 mm. Czy te promyki, jakimi płytka jest zaokrąglona, dadzą radę z toczeniem dokładnym? Moim zdaniem będzie się ślizgać i drżeć.
Wytaczanie długiego otworu Tokarka CNC precyzyjny otwór jak?


-
macaron
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 1
- Posty: 27
- Rejestracja: 09 mar 2008, 19:32
- Lokalizacja: stad
Rozumiem, ze ta operacja przeprowadzana jest metoda "nieruchome wiertlo"? Jezeli tak, to mozna (od biedy bo 5D) uzyc wiertla skladanego, takiego jak corodrill 880 o srednicy 25mm a naddatek
wytaczac. To wiertlo nadaje sie do uzycia jako wytaczak, choc przy tej glebokosci (5D) i wymaganej tolerancji uzylbym jakiegos sztywnego wytaczaka z trzonkiem z weglika.
W linku
http://www2.sandvik.com/sandvik/2700/In ... 3-2005.pdf
wytaczac. To wiertlo nadaje sie do uzycia jako wytaczak, choc przy tej glebokosci (5D) i wymaganej tolerancji uzylbym jakiegos sztywnego wytaczaka z trzonkiem z weglika.
W linku
http://www2.sandvik.com/sandvik/2700/In ... 3-2005.pdf
-
CNC-Fan
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 3
- Posty: 96
- Rejestracja: 12 lis 2013, 20:30
- Lokalizacja: Poznań
Tak cały czas jest używane wiertło składane/płytkowe 5d fi25 i otwór robiony jest "na gotowo" za jednym przejściem.
Problem tylko jest taki, że to wiertło jest stricte pod ten jeden detal.
Po puszczeniu dość sporej ilości sztuk wiertło które ciągle pracuje tylko jedną płytką po prostu przestaje być sztywne i zaczyna się zużywać.
Zbieram obecnie wyceny o właśnie wytaczak węglikowi bo przyznam szczerze, nie znałem wcześniej tego rozwiązania...
Problem tylko jest taki, że to wiertło jest stricte pod ten jeden detal.
Po puszczeniu dość sporej ilości sztuk wiertło które ciągle pracuje tylko jedną płytką po prostu przestaje być sztywne i zaczyna się zużywać.
Zbieram obecnie wyceny o właśnie wytaczak węglikowi bo przyznam szczerze, nie znałem wcześniej tego rozwiązania...
Lepiej pytać niż błądzić
-
piotrasss
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 6
- Rejestracja: 29 paź 2016, 23:16
- Lokalizacja: Bydgoszcz
Jeśli problem nadal nie rozwiązany to polecam na dwa wytaczaki. żadnych wierteł skoro otwór juz jest, wytaczaki średnicy 22-23 mm iscarami się barszo dobrze robi , mamy takie długości i spokojnie obsłuża te 120 mm długości , zgrubnie na jeden przejazd i zostawić naddatku od 0,2mm do 0,6 na srednicy , polecam spróbować od 0,4 . a ta tolerancja 0,065 to żadna dokładnoś , w pracy toczymy takie otwory na H7 czyłi 0,021 bez problemu ,
, w razie potrzeby mogę podać dokładne modele wytaczaków, polecam wytaczaki sandvika silent tool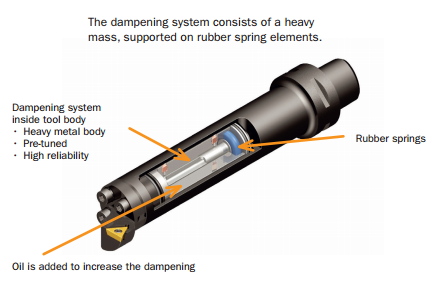

pozdrawiam
, w razie potrzeby mogę podać dokładne modele wytaczaków, polecam wytaczaki sandvika silent tool
pozdrawiam






