")
Jeżeli ustawiasz bazę przed obrotem, a tak zrobisz to najdokładniej to musisz znać wymiary konstrukcyjne imadła oby wiedzieć w który punkt przesunie się G54.ArturMAZAK pisze: a czy za pomocą takiej podzilnicy, której akurat używam, mam możliwość złapania bazy g54 i nastepnie obrócenie o dany kąt i znalezienie tej bazy w CAMIE?
muszę znać wumiary imadła do osi obrotu tak?
http://www.narzedzia-24.pl/att/STOL-POD ... 0-4679.pdf
(wzg. jakiego pkt. obraca i przesuwa się G54)
Dla imadeł sinusowych te wartości są podane.
Jeżeli chodzi o imadło i podzielnicę na kołysce to pytanie z jaka dokładnością chcesz wykonać kat=4,97
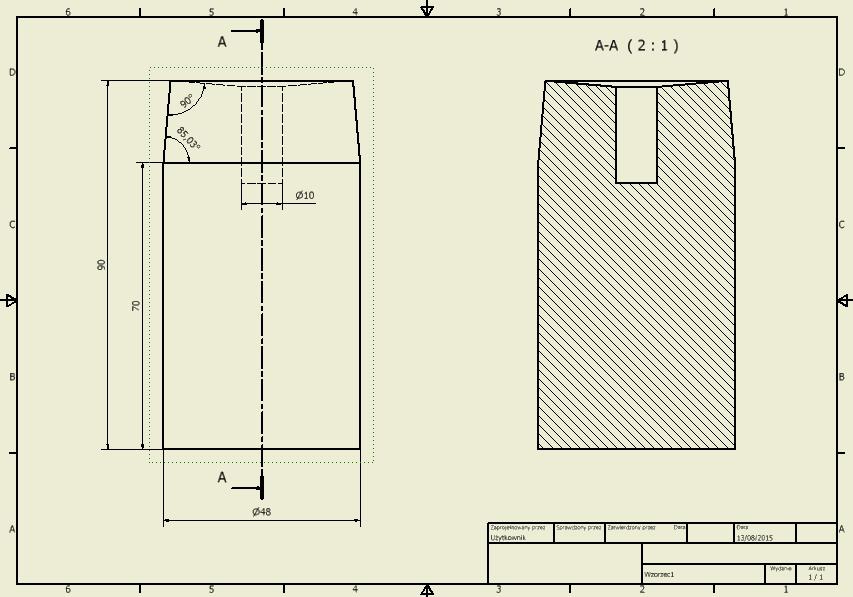
Jeżeli chodzi przygotowanie tej obórki w CAM dla frezarki 3 oś, to robisz szkic lub ustawiasz detal(bryłę- dla wyciągnięcia potrzebnych krawędzi) ustawione już pod katem
roboczym w płaszczyźnie XZ lub YZ.zero jest na środku czoła. Wyciągasz potrzebne do obróbki krawędzie.
Obracasz je względem punktu konstrukcyjnego imadła (obróbka leży na płaszcz XY i
prostopadła do Z ) i już bez indeksowania osi robisz obróbkę.
Ale z palca będzie szybciej machnąć program na podstawie szkicu CAD.



")