




")
Brama ujdzie, ale podstawa przekombinowana moim zdaniem.
Czemu mają służyć te malutkie wręgi po bokach? i dlaczego tyle cieniutkich profili, zamiast kilku grubych i solidnych?
[ Dodano: 2014-03-15, 18:37 ]
Dopiero spojrzałem, że to takie wielkie jest i profile są dość duże, ale to nie zmienia faktu, że i tak przekombinowane. Ciężko będzie to wykonać nie krzywiąc przy spawaniu.
Frezarka 700x400x300 łożowa, spawana do alu/grafit/stal


-
Zmierzchun
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 6
- Posty: 35
- Rejestracja: 12 lis 2012, 12:21
- Lokalizacja: InProMech
Czemu nie dasz nóg bramy zlicowanych z brzegiem ramy? Wtedy miałbyś większe pole robocze w X.
DOHC - Kolumny nie są zlicowane z bocznymi profilami bo zależy mi na sztywności w osi X i dlatego tam są wzmocnienia (te spawane do kolumny). A poza tym założone pole robocze nie jest dla mnie aż nadto duże.Czemu mają służyć te malutkie wręgi po bokach? i dlaczego tyle cieniutkich profili, zamiast kilku grubych i solidnych?
wojtek36 - dużo cieniutkich profili hmm... no ja rozumiem że maszyny markowe są z blachy 50 ale nie przesadzajmy profil 180x100x10 czy nawet 100x100x8 to jednak kawał żelastwa. A co do wręg to usiłuję walczyć z siłami w osi X. Jeśliby ich nie było to na choinkę mi sztywna kolumna jak podstawa się chwieje? Ale masz częściowo rację za dużo tego... przemyślę ten element.
Ale prawdziwą zagwozdką to będzie Z-etka... jak utrzymać sztywność na takim wysięgu. Bo jakby nie patrzeć mamy belkę jednostronnie utwierdzoną
-
Zmierzchun
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 6
- Posty: 35
- Rejestracja: 12 lis 2012, 12:21
- Lokalizacja: InProMech
Wiele postów i tematów później, kilkadziesiąt zarwanych nad tym forum nocek i trochę obliczeń projekt mojej frezarki ewoluował do postaci względnie mnie zadowalającej.
Generalnie założenia niewiele się zmieniły no może poza prognozowanym kosztem, który to koszt obecnie prognozuję na bliżej nieokreślony.
Ok, koniec głupot czas na konkrety:
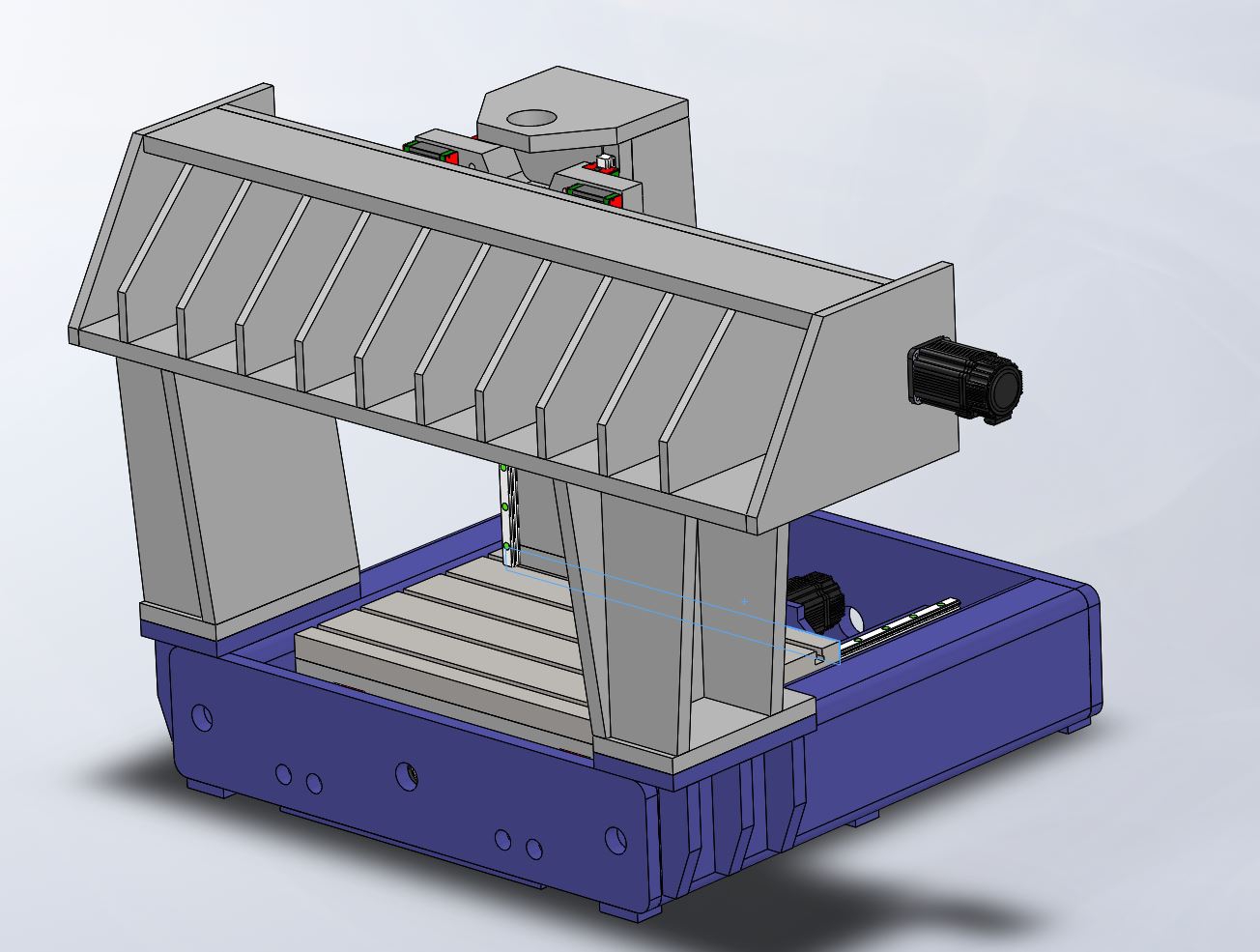
Poniżej kilka obrazków ramy po chyba siódmej iteracji udoskonaleń:
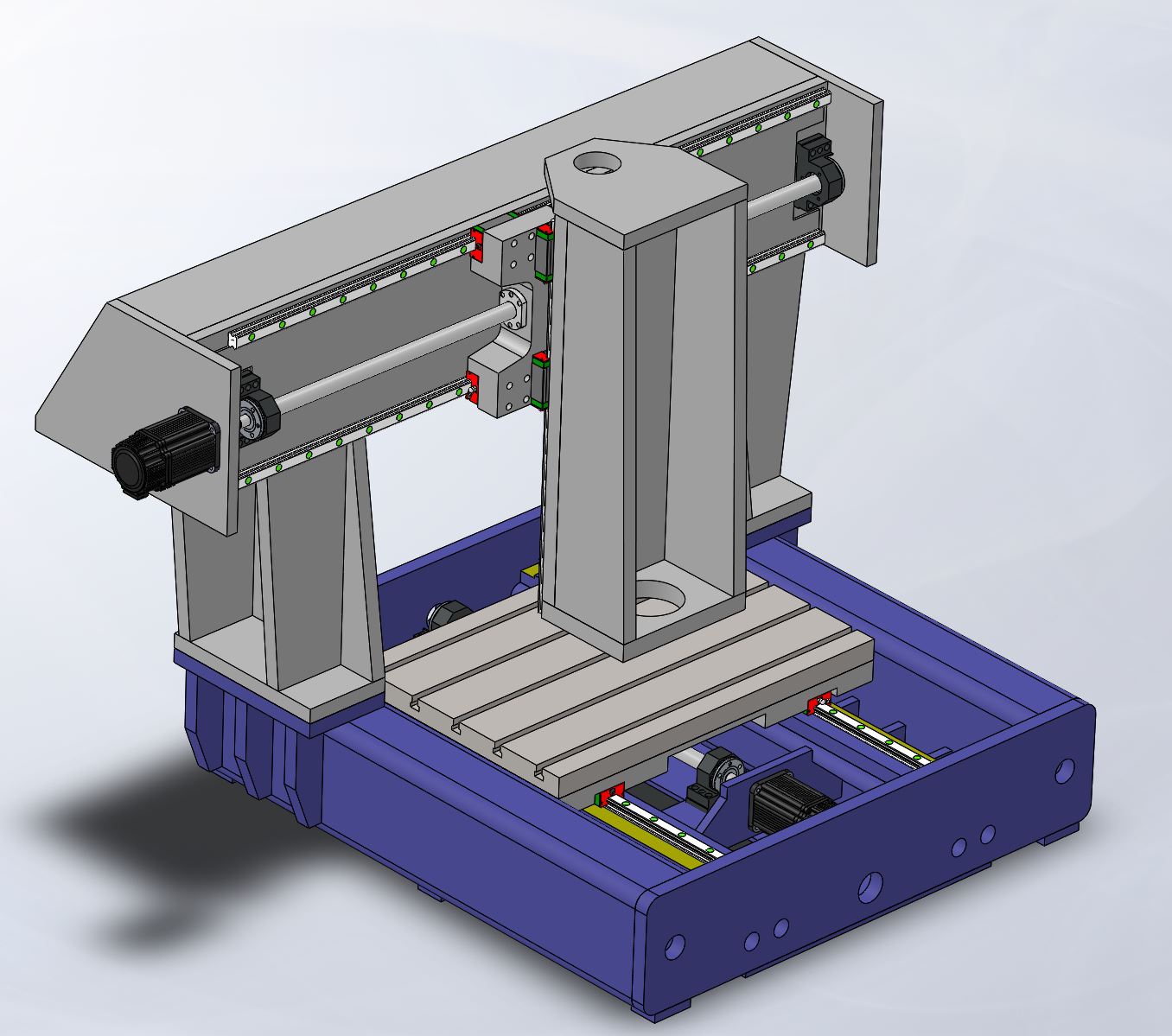
Garść danych:
Pole robocze: 650x450x400
Minimalna odległość końcówki wrzeciona od stołu ok 50 mm.
Masa bez napędów ok. 950 kg.
Max. Ugięcie statyczne ramy przy obciążeniu siłą 1500 N na maksymalnym wysięgu osi Z: 8 mikronów.
Profile 200x100x12 w podstawie zalane epoxybetonem.
Prowadnice & wózki EGH25 (do w miarę wydajnej obróbki aluminium powinno wystarczyć).
Śruby 25 ze skokiem 5 mm Hiwiny obustronnie utwierdzone.
Napęd serwa ESTUN 0,75 kW w osiach X Y i 0,4 w osi Z.
Docelowo wrzeciono (waham się) jamnikowy a'la Dudi albo gotowiec HSD 7,5 kW oba na oprawki ISO30 lub HSK F63.
Wymiary gabarytowe ramy bez napędów:
X 1315 Y 1050 Z 1000
Do w/w zestawu powstanie w moim warsztacie postument betonowy jako blok 1200x1200x600(ponad powierzchnią posadzki) z kotwami do przykręcenia podstawy w 6 miejscach i kantówką ok 15cm poniżej górnej płaszczyzny postumentu w celu montażu osłon blaszanych.
Dalsze planowane udoskonalenia projektu:
- przeprojektowanie belki X tak żeby można było ją zalać epoxybetonem
- porządny projekt osi Z - na razie to jak widać ostra prowizorka.
- przeprojektowanie mocowania serwa w osi X - no jakoś mi się nie podoba...
Wyjaśnienia:
- Belka X jest niesymetryczna, ponieważ chcę mieć możliwość dołożenia w skrajnej lewej pozycji magazynu narzędzi 16/24 szt. z czujnikiem wysięgu narzędzia.
Więcej grzechów nie pamiętam... za resztę konstruktywnie krytykować
Generalnie założenia niewiele się zmieniły no może poza prognozowanym kosztem, który to koszt obecnie prognozuję na bliżej nieokreślony.
Ok, koniec głupot czas na konkrety:
Poniżej kilka obrazków ramy po chyba siódmej iteracji udoskonaleń:
Garść danych:
Pole robocze: 650x450x400
Minimalna odległość końcówki wrzeciona od stołu ok 50 mm.
Masa bez napędów ok. 950 kg.
Max. Ugięcie statyczne ramy przy obciążeniu siłą 1500 N na maksymalnym wysięgu osi Z: 8 mikronów.
Profile 200x100x12 w podstawie zalane epoxybetonem.
Prowadnice & wózki EGH25 (do w miarę wydajnej obróbki aluminium powinno wystarczyć).
Śruby 25 ze skokiem 5 mm Hiwiny obustronnie utwierdzone.
Napęd serwa ESTUN 0,75 kW w osiach X Y i 0,4 w osi Z.
Docelowo wrzeciono (waham się) jamnikowy a'la Dudi albo gotowiec HSD 7,5 kW oba na oprawki ISO30 lub HSK F63.
Wymiary gabarytowe ramy bez napędów:
X 1315 Y 1050 Z 1000
Do w/w zestawu powstanie w moim warsztacie postument betonowy jako blok 1200x1200x600(ponad powierzchnią posadzki) z kotwami do przykręcenia podstawy w 6 miejscach i kantówką ok 15cm poniżej górnej płaszczyzny postumentu w celu montażu osłon blaszanych.
Dalsze planowane udoskonalenia projektu:
- przeprojektowanie belki X tak żeby można było ją zalać epoxybetonem
- porządny projekt osi Z - na razie to jak widać ostra prowizorka.
- przeprojektowanie mocowania serwa w osi X - no jakoś mi się nie podoba...
Wyjaśnienia:
- Belka X jest niesymetryczna, ponieważ chcę mieć możliwość dołożenia w skrajnej lewej pozycji magazynu narzędzi 16/24 szt. z czujnikiem wysięgu narzędzia.
Więcej grzechów nie pamiętam... za resztę konstruktywnie krytykować

")

-
Zmierzchun
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 6
- Posty: 35
- Rejestracja: 12 lis 2012, 12:21
- Lokalizacja: InProMech

-
 ursus_arctos
ursus_arctos
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 2083
- Rejestracja: 11 cze 2011, 18:29
- Lokalizacja: Warszawa / Lublin
-
Zmierzchun
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 6
- Posty: 35
- Rejestracja: 12 lis 2012, 12:21
- Lokalizacja: InProMech
Już spieszę z odpowiedziami. A więc po kolei:
Zienek & ursus_arctos:
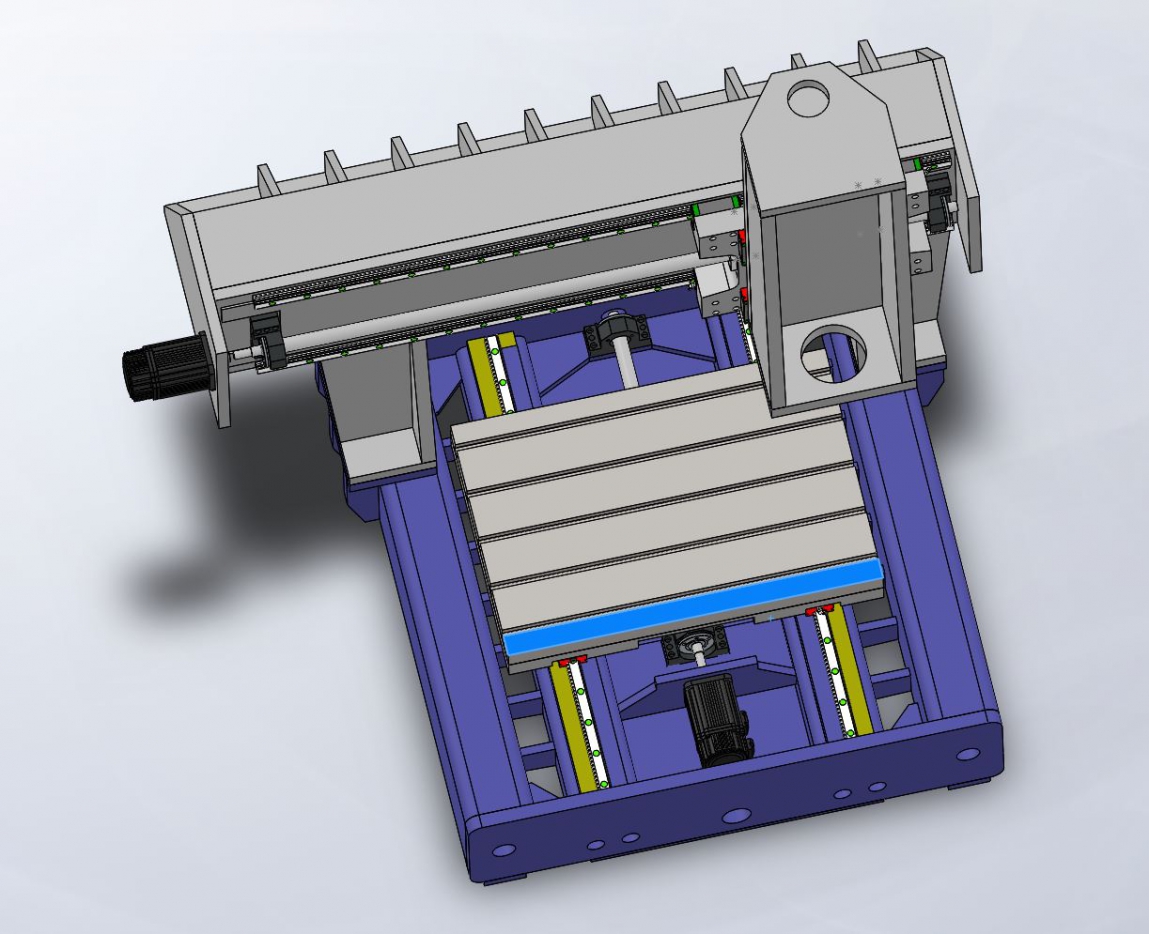
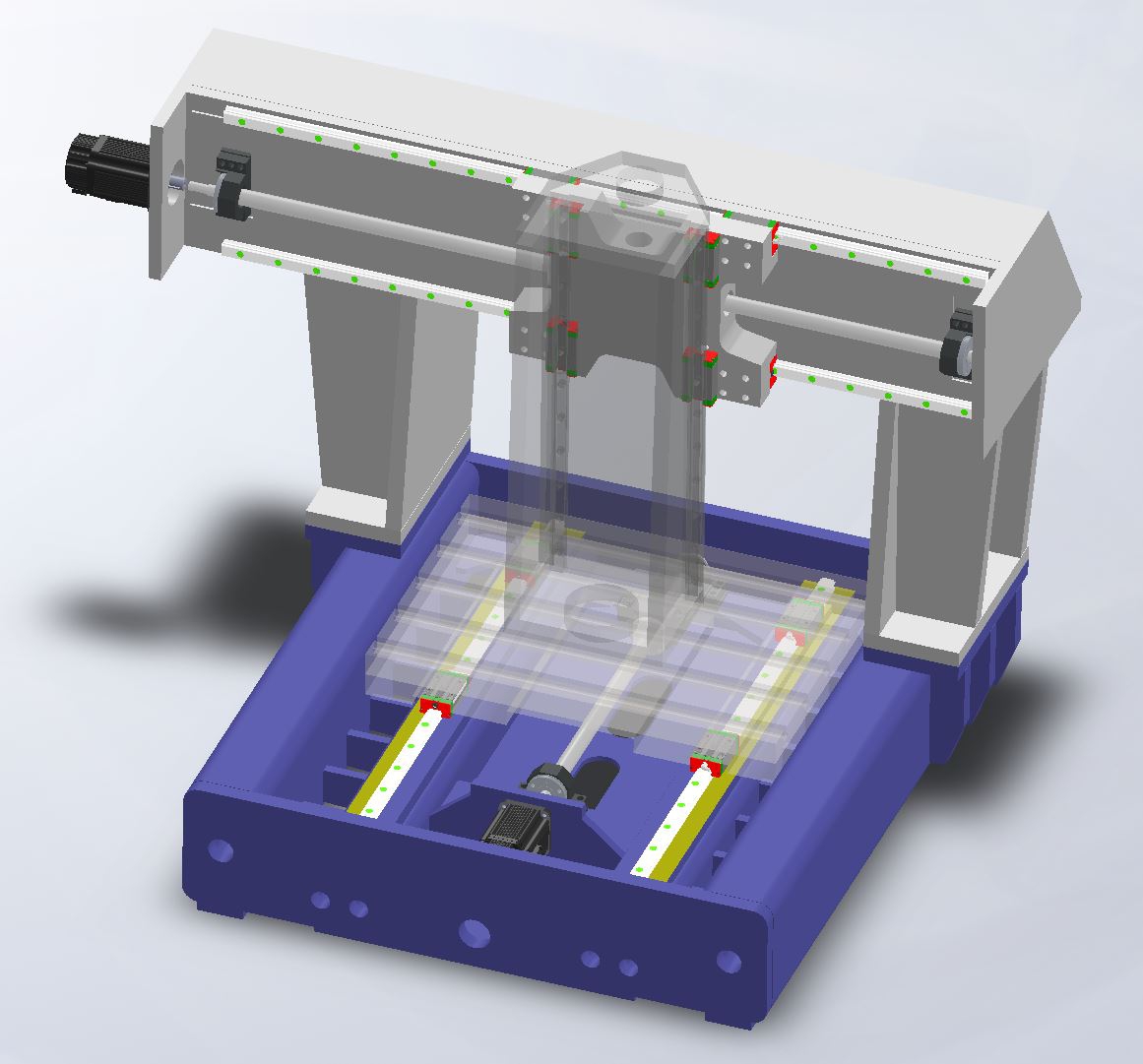
To co widać na załączonych wyżej obrazkach pokazuję ramę z napędami bez klamotów towarzyszących typu osłony itp. mam na uwadze odprowadzanie wiórów i dlatego rama ma "wręgi" nie zabudowane od spodu. Chłodziwo z wiórami ma ściekać ze stołu na boki (z rowków T) i osłony śruby i prowadnic w stronę blach żebrowych i dalej do spodu do zbiornika, któremu myślę zrobić odpowiednio ukształtowane wieko i może jakąś filtrację i przenośniczek wiórów. Środek maszyny ( między profilami pod prowadnice) ma być całkowicie osłonięty i bez kontaktu z wiórem, czy chłodziwem. Ale powoli, niech się zrobi to co jest.
Malaxis:
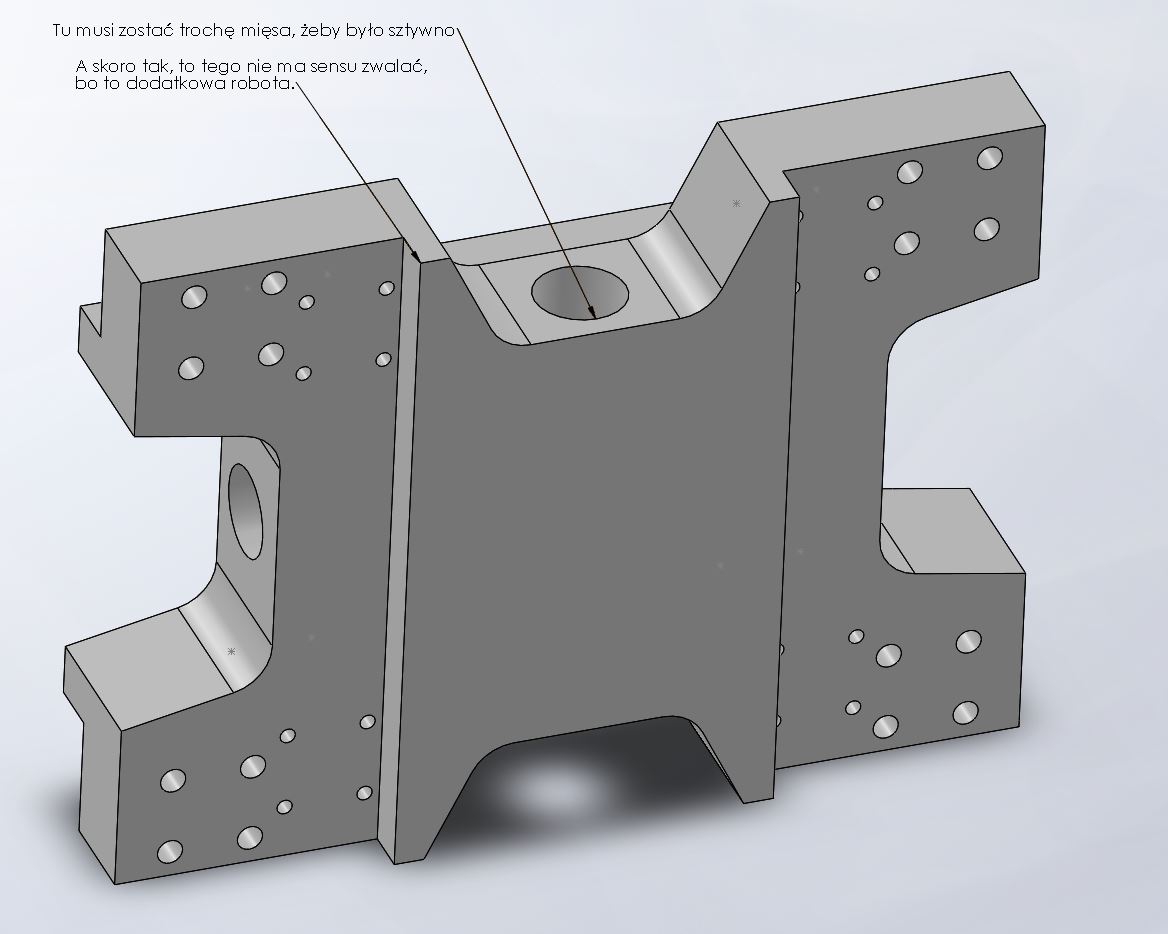
Oczywiście krzyżak to kawał tęgiej płyty 396x296x86. Co do układu wózków wzorowałem się na frezarce CHMER, która miała tak rozstawione wózki, że jakby poprowadzić linie przez środki wózków dla osi X i Z to schodziły się one na osi wrzeciona w jeden punkt, z tym że tam dodatkowo jeszcze wózki na osi X były ustawione na różnych wysokościach względem siebie, co dawało linię przecięcia z osią wrzeciona mniej więcej w środku zakresu Z. Spróbuję to może wieczorem naszkicować.
A co do obróbki krzyżaka to robię "za flaszkę" (tylko szlif zlecę komu trzeba), więc mogę sobie dłużej podłubać, a obniżając jeszcze powierzchnie oporowe dodałbym sobie roboty, bo trzeba by zedrzeć materiał z gabarytu do poziomu powiedzmy 5 mm od bazy wózków - po co?
[/quote]
Zienek & ursus_arctos:
To co widać na załączonych wyżej obrazkach pokazuję ramę z napędami bez klamotów towarzyszących typu osłony itp. mam na uwadze odprowadzanie wiórów i dlatego rama ma "wręgi" nie zabudowane od spodu. Chłodziwo z wiórami ma ściekać ze stołu na boki (z rowków T) i osłony śruby i prowadnic w stronę blach żebrowych i dalej do spodu do zbiornika, któremu myślę zrobić odpowiednio ukształtowane wieko i może jakąś filtrację i przenośniczek wiórów. Środek maszyny ( między profilami pod prowadnice) ma być całkowicie osłonięty i bez kontaktu z wiórem, czy chłodziwem. Ale powoli, niech się zrobi to co jest.
Malaxis:
Oczywiście krzyżak to kawał tęgiej płyty 396x296x86. Co do układu wózków wzorowałem się na frezarce CHMER, która miała tak rozstawione wózki, że jakby poprowadzić linie przez środki wózków dla osi X i Z to schodziły się one na osi wrzeciona w jeden punkt, z tym że tam dodatkowo jeszcze wózki na osi X były ustawione na różnych wysokościach względem siebie, co dawało linię przecięcia z osią wrzeciona mniej więcej w środku zakresu Z. Spróbuję to może wieczorem naszkicować.
A co do obróbki krzyżaka to robię "za flaszkę" (tylko szlif zlecę komu trzeba), więc mogę sobie dłużej podłubać, a obniżając jeszcze powierzchnie oporowe dodałbym sobie roboty, bo trzeba by zedrzeć materiał z gabarytu do poziomu powiedzmy 5 mm od bazy wózków - po co?
[/quote]






