



Frezarka biurkowa budżetowa
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:


-
 Alvar4
Alvar4
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 14
- Posty: 1361
- Rejestracja: 18 sie 2010, 10:58
- Lokalizacja: Okolice Łodzi
Nudy na forum.....
No to ja Was trochę rozweselę
Ostatnio miałem do precyzyjnego nawiercenia stalowe płyty więc założyłem wiertło węglikowe 3.175 i po prostu płytę powierciłem. Wiertło wchodziło jak w masełko.
 .
.
Ale to w sumie nic takiego.
Miałem do zrobienia następną robotę i myślę sobie - a co mi tam!
Patrzcie jak mnie teraz poniosło.....
 .
.
 .
.
 .
.
 .
.
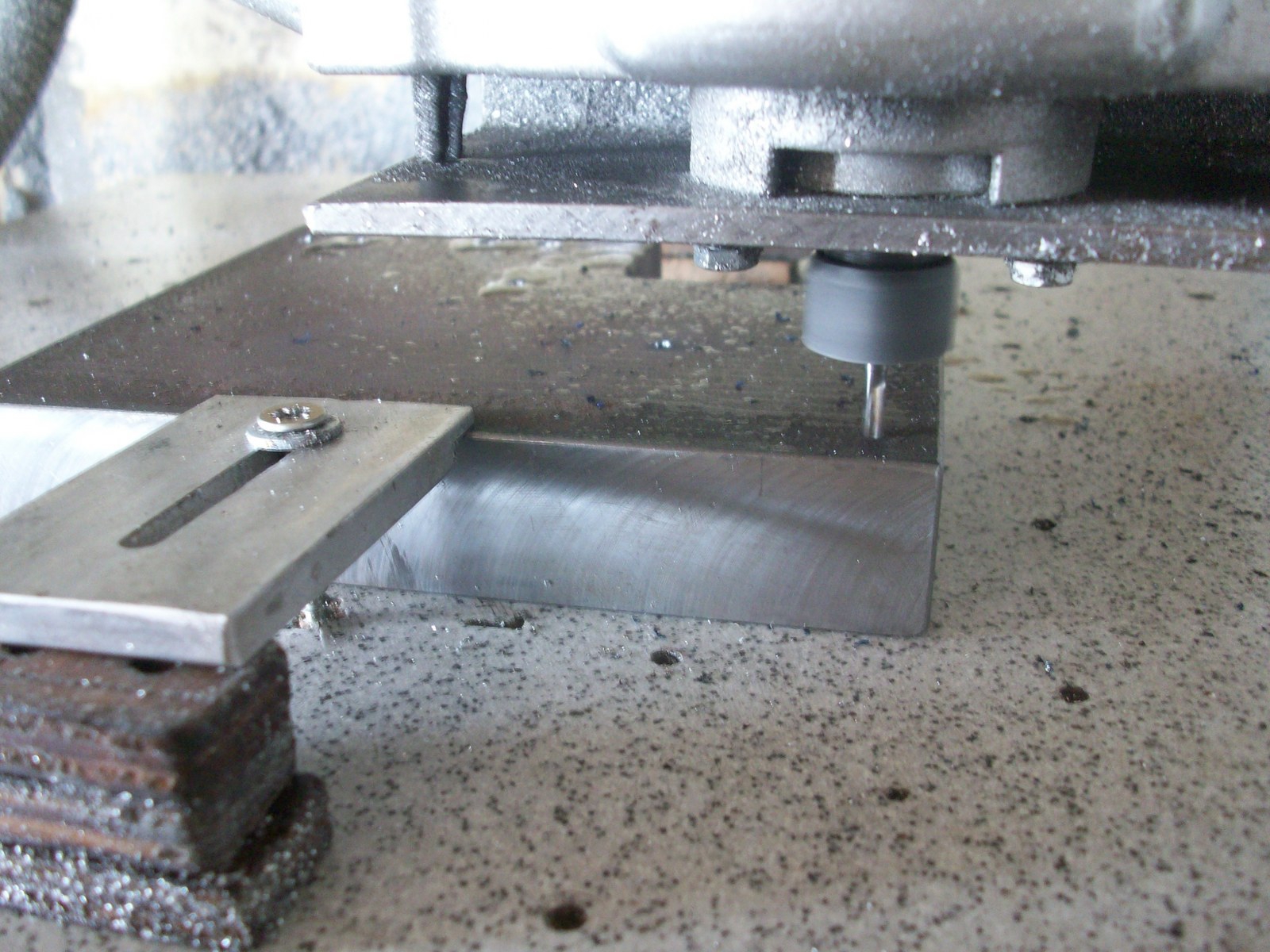
Gryzienie stali Pany.
Blacha grubości 15mm gatunku bliżej nie znanego ale raczej to zwykła stal.
Frezik dwupiórowy węglik 3.175 z allegro za 11 zł.
Obroty około 12000 rpm, mniej nie mogę bo to minimalne na pokrętle obrotów wrzecionka.
Prędkość 450mm/min.
Przybieranie po 0.15mm w głąb materiału.
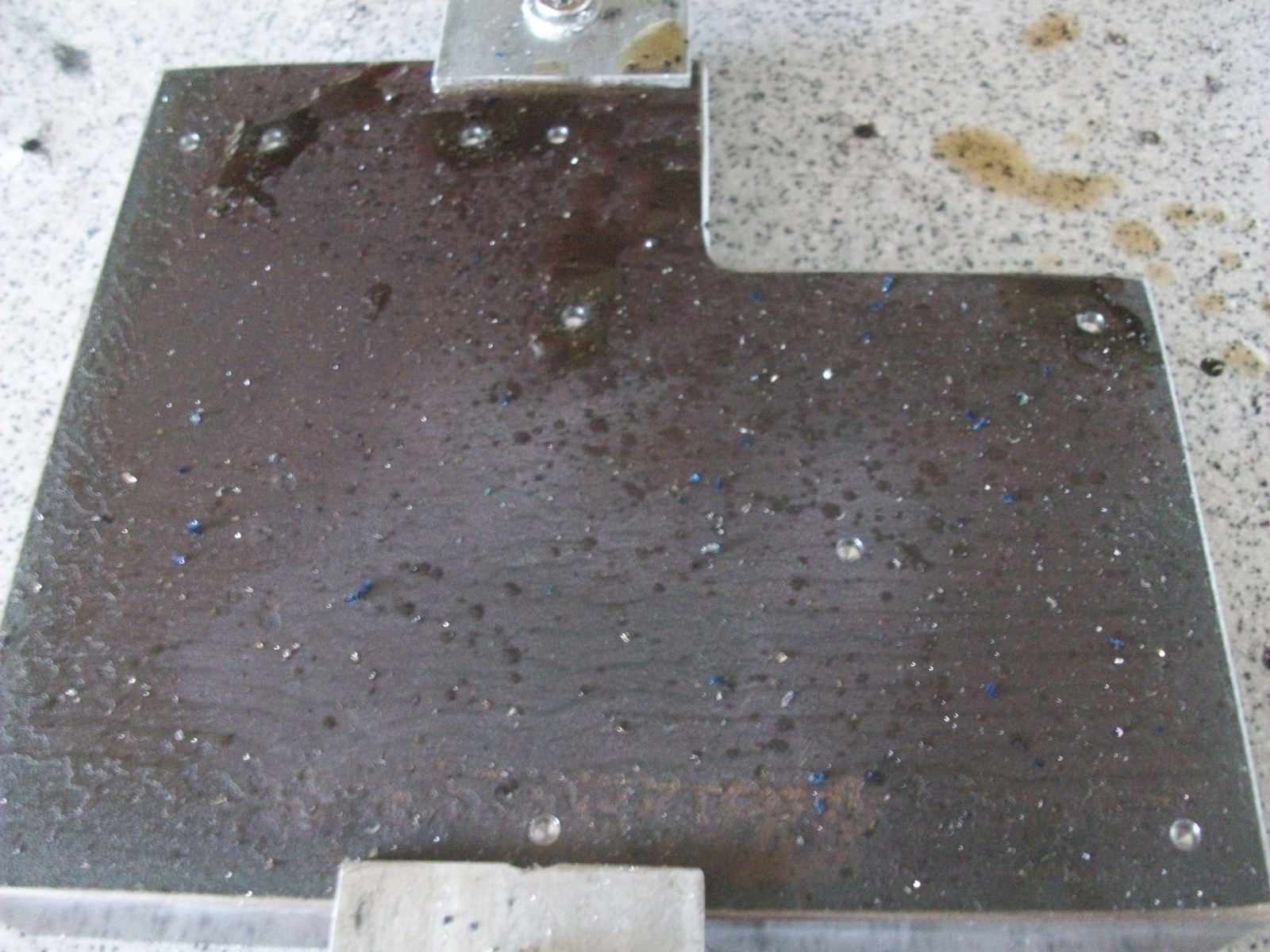
Wrażenia: Pogłębienia pod śruby wyszły bajkowo (frez był jeszcze bardzo ostry). Obrys zewnętrzny tak do połowy głębokości szedł całkiem przyjemnie. Oczywiście do czasu aż się frez nie stępił i zaczął puszczać znaki dymne a potem rzucał ostrzegawcze flary świetlne w postaci iskier. Frezowanie w 2/3 zatrzymałem i frezik przeostrzyłem diamentową ścierniczką na dremelku po czym wrócił na maszynę i dokończył wycinanie.
Powierzchnia zewnętrzna elementu nie wyszła za pięknie, widać wyraźnie ślady wierszowania i drgań frezarki ale ta powierzchnia mnie nie interesuje więc mi to nie przeszkadza akurat.
Otwory maiły wyjść w miarę precyzyjnie i takie wyszły.
Jestem zadowolony. Jutro pewnie puszczę lustrzane odbicie tej blachy bo potrzebuje jeszcze jeden taki element.
I niech mi tera kto powie że się stali nie da na takim wynalazku frezować to go zwymyślam....

No to ja Was trochę rozweselę
Ostatnio miałem do precyzyjnego nawiercenia stalowe płyty więc założyłem wiertło węglikowe 3.175 i po prostu płytę powierciłem. Wiertło wchodziło jak w masełko.
.Ale to w sumie nic takiego.
Miałem do zrobienia następną robotę i myślę sobie - a co mi tam!
Patrzcie jak mnie teraz poniosło.....
....Gryzienie stali Pany.
Blacha grubości 15mm gatunku bliżej nie znanego ale raczej to zwykła stal.
Frezik dwupiórowy węglik 3.175 z allegro za 11 zł.
Obroty około 12000 rpm, mniej nie mogę bo to minimalne na pokrętle obrotów wrzecionka.
Prędkość 450mm/min.
Przybieranie po 0.15mm w głąb materiału.
Wrażenia: Pogłębienia pod śruby wyszły bajkowo (frez był jeszcze bardzo ostry). Obrys zewnętrzny tak do połowy głębokości szedł całkiem przyjemnie. Oczywiście do czasu aż się frez nie stępił i zaczął puszczać znaki dymne a potem rzucał ostrzegawcze flary świetlne w postaci iskier. Frezowanie w 2/3 zatrzymałem i frezik przeostrzyłem diamentową ścierniczką na dremelku po czym wrócił na maszynę i dokończył wycinanie.
Powierzchnia zewnętrzna elementu nie wyszła za pięknie, widać wyraźnie ślady wierszowania i drgań frezarki ale ta powierzchnia mnie nie interesuje więc mi to nie przeszkadza akurat.
Otwory maiły wyjść w miarę precyzyjnie i takie wyszły.
Jestem zadowolony. Jutro pewnie puszczę lustrzane odbicie tej blachy bo potrzebuje jeszcze jeden taki element.
I niech mi tera kto powie że się stali nie da na takim wynalazku frezować to go zwymyślam....



-
Alvar4
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 14
- Posty: 1361
- Rejestracja: 18 sie 2010, 10:58
- Lokalizacja: Okolice Łodzi
Chłodzenie było, co jakiś czas polewałem olejem. Wydmuch był, co jakiś czas dmuchałem jak się nazbierało wiórów. Czasowo to pogłębienia i otworki wyszło około 45 minut, gabaryt to niecałe 2 godziny rycia. Maszynka frezowała a ja stałem obok i naprawiałem reduktor z Jeepa. Więc byłem na bieżąco. Oczywiście praca w słuchawkach bo hałas był okrutny dla uszu. Do tego pootwierane okna bo jak frez zaczął dymić palonym olejem to się siwo zrobiło w pomieszczeniu. Proponuje testy robić na czymś cieńszym niż te 15 mm. 
Frez nadaje się na śmietnik bo wygląda nieciekawie. Zabiły go drgania (za mała sztywność maszynki) i obroty 2 razy za wysokie ( jak skończyłem frezowanie to Dudi policzył że bezpiecznie powinno być jakieś 6000 rpm a nie 12000 ale ja o tym na szczęście nie wiedziałem bo tak to bym pewnie nie frezował)
Edit:
Freznąłem tym samym frezem też drugą taką samą płytkę tyle że lustrzane odbicie. Frez węglikowy na prawdę daje radę. Jestem pełen podziwu że mimo katowania się nie złamał.
Frezy kupuję od Iksmodiwa z łallegro jak by kto pytał
Frez nadaje się na śmietnik bo wygląda nieciekawie. Zabiły go drgania (za mała sztywność maszynki) i obroty 2 razy za wysokie ( jak skończyłem frezowanie to Dudi policzył że bezpiecznie powinno być jakieś 6000 rpm a nie 12000 ale ja o tym na szczęście nie wiedziałem bo tak to bym pewnie nie frezował)
Edit:
Freznąłem tym samym frezem też drugą taką samą płytkę tyle że lustrzane odbicie. Frez węglikowy na prawdę daje radę. Jestem pełen podziwu że mimo katowania się nie złamał.
Frezy kupuję od Iksmodiwa z łallegro jak by kto pytał
Ostatnio zmieniony 03 cze 2014, 22:08 przez Alvar4, łącznie zmieniany 1 raz.
-
 GrafRamolo
GrafRamolo
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 707
- Rejestracja: 03 sty 2011, 23:18
- Lokalizacja: warszawa
- Kontakt:
")
-
 bartuss1
bartuss1
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
może raczej klobucka? bo do Klobucka jezdziłem, ale do Kłobudzka?
mowisz alvar ze rozwaliłes to "elektrowrzeciono", cud jakiś ze tej igly nie polamałeś, 0,15 i 2 godziny? ile tego posuwu? albo sie zara okaże ze detal wielkosci pudelka zapalek a maszyna na biurku stoi z dodatkowym "tlem"
mowisz alvar ze rozwaliłes to "elektrowrzeciono", cud jakiś ze tej igly nie polamałeś, 0,15 i 2 godziny? ile tego posuwu? albo sie zara okaże ze detal wielkosci pudelka zapalek
https://www.etsy.com/pl/shop/soltysdesign
-
 ursus_arctos
ursus_arctos
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 2083
- Rejestracja: 11 cze 2011, 18:29
- Lokalizacja: Warszawa / Lublin






