Jest kilka złomowisk w Łodzi ale ja akurat jeżdżę na Romana, masz blisko bo lecisz Pabianicką i skręcasz tak jak do Selgrosa w Prawo ale lecisz dalej prosto, mijasz komisariat, potem z pierwszeństwem w lewo na skrzyżowaniu i za jakieś 300 metrów w lewo w taką dziurawą drogę wyłożoną płytami i za jakieś kolejne 300 metrów po lewej stronie masz skład węgla i złomowisko. Blach teraz nie mają ale jak by były to mogę Ci dać znać jeśli chcesz. Na razie nie ma po co jechać, pusto prawie. Ceny mają zabójcze bo życzą sobie 1.8pln za kilo złomu a w Ksawerowie na przykład klamoty są po 1.5 pln.
Sobota nie zmarnowana, coś tam dłubałem ale nie wiele prace się ruszyły.


Powstała wstępna koncepcja ramy, coś się tam jeszcze zmieni ale już widzę, że jak zwykle miałem zrobić coś delikatnego a wyjdzie kloc ze stali. Kurde, miał być drewniaczek przecież. Po drewniaczku zostanie tylko stolik i to pewnie też nie za długo. Wałki i łożyska na Z-kę kupiłem, a niech chodziarz to będzie porządniejsze. Obudowy łożysk oczywiście sam spatentuje. Łożyska są z regulacją luzu. Obudowa będzie z roztoczonej i przeciętej rury z dospawanymi płaskownikami i jakimś prostym zaciskiem obudowy. Moja tokarka toczy stożki i jak mierzyłem to wychodzi 0.2mm średnicy na 5 centymetrach tulei. Na włączonym posuwie poprzecznym jak ręcznie odjeżdżałem nożem to dało się wytoczyć na okrągło. Na dniach wstawię foto tokarki.
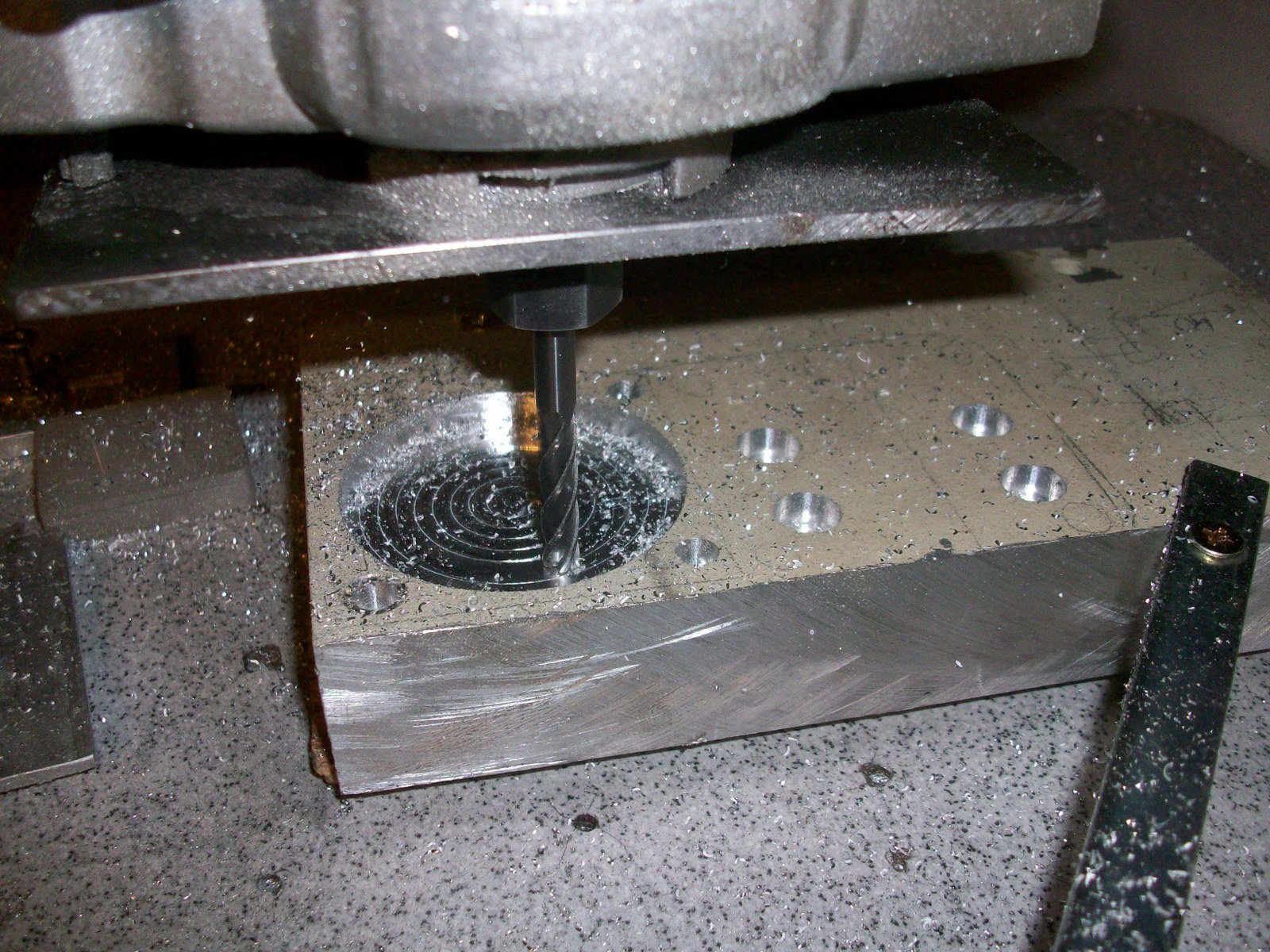
Witam. Coś tam się dzieje i robota idzie do przodu. Strasznie żmudne to zajęcie. Brak frezarki spowolnił prace ale że się nie poddaje tak łatwo to zaprzęgnąłem tokarkę do frezowania.
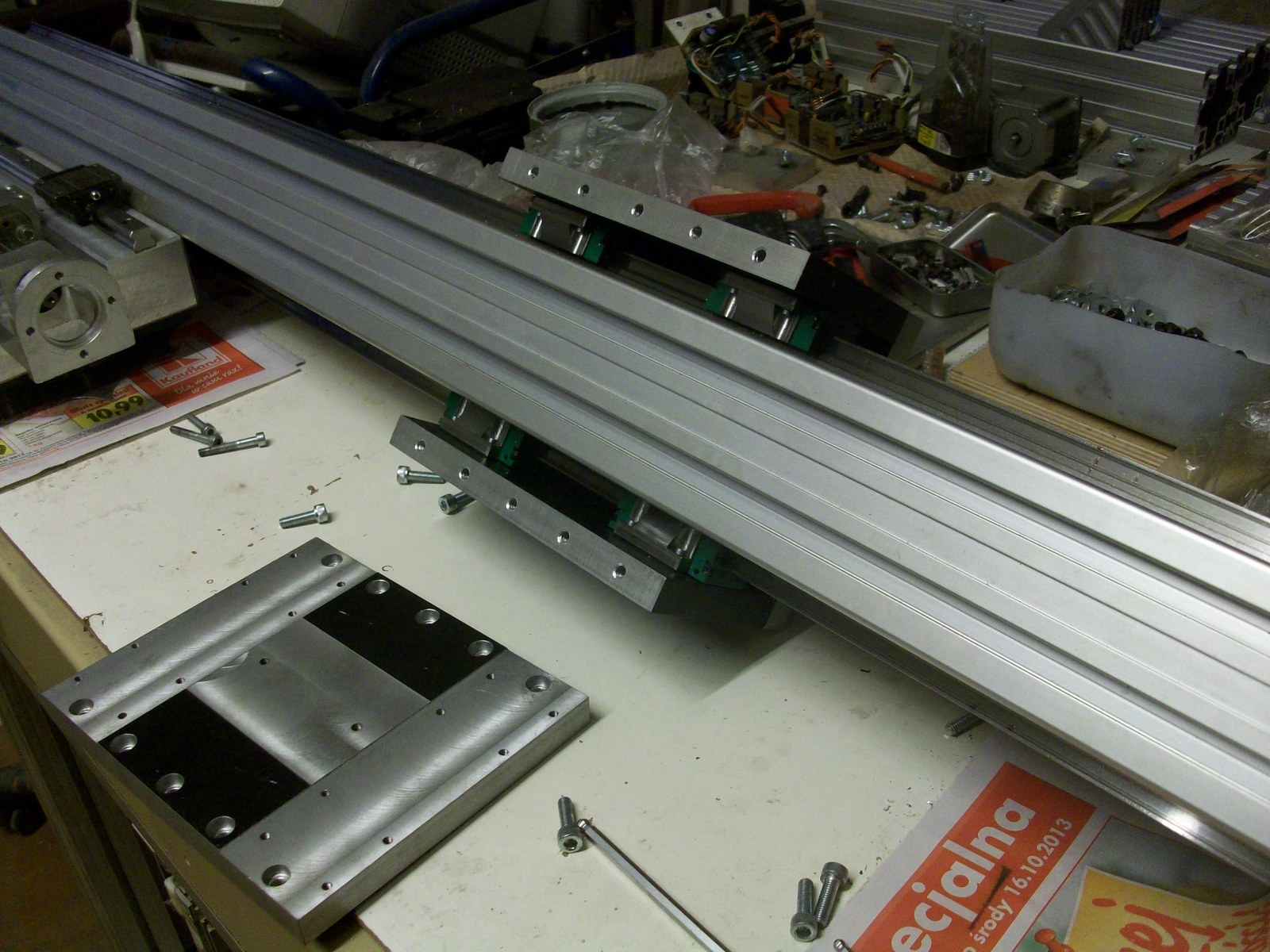
Kątowniki aluminiowe mają być wózkiem osi X tak więc zostały przycięte na odpowiedni wymiar flexem i powstał problem jak splanować powierzchnię cięcia. Ręczne szlifowanie odpada. Dawaj kawał grubej formatki stalowej w imak nożowy, na to kątownik skręcony zaciskiem maszynowym i w uchwyt tokarski nóż wytaczak. tak tokarka przerodziła się w frezarkę. Dwa kątowniki splanowałem i zmieściłem się w 0.1mm błędu. Obudowa osi X zrobiona.

Czas na Z-kę. Panik plazmowy w dłoń. Pacjent to blacha stalowa 10mm.

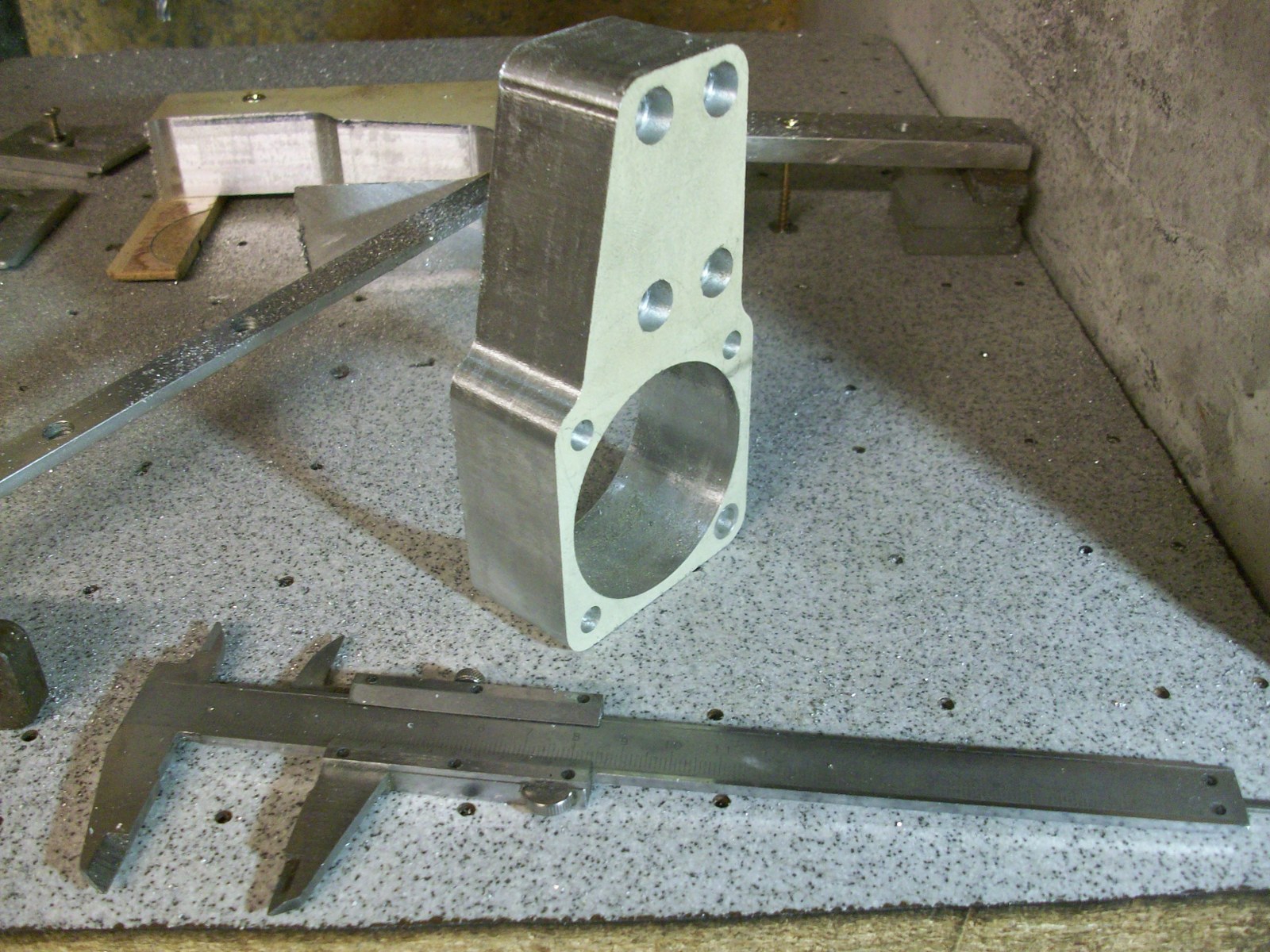
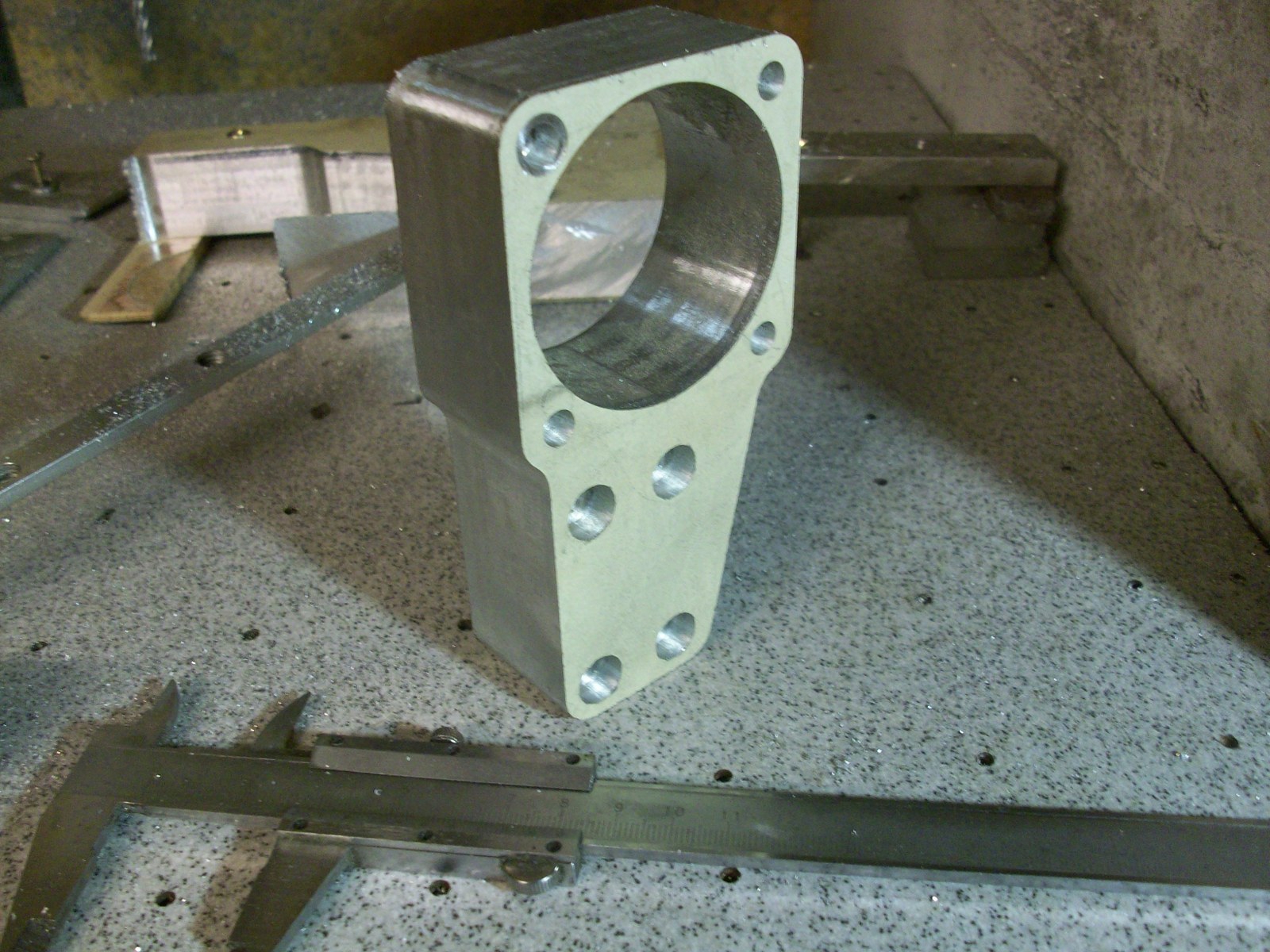
Pufff... i tak powstał materiał na podpory końcowe wałków Z-ki.

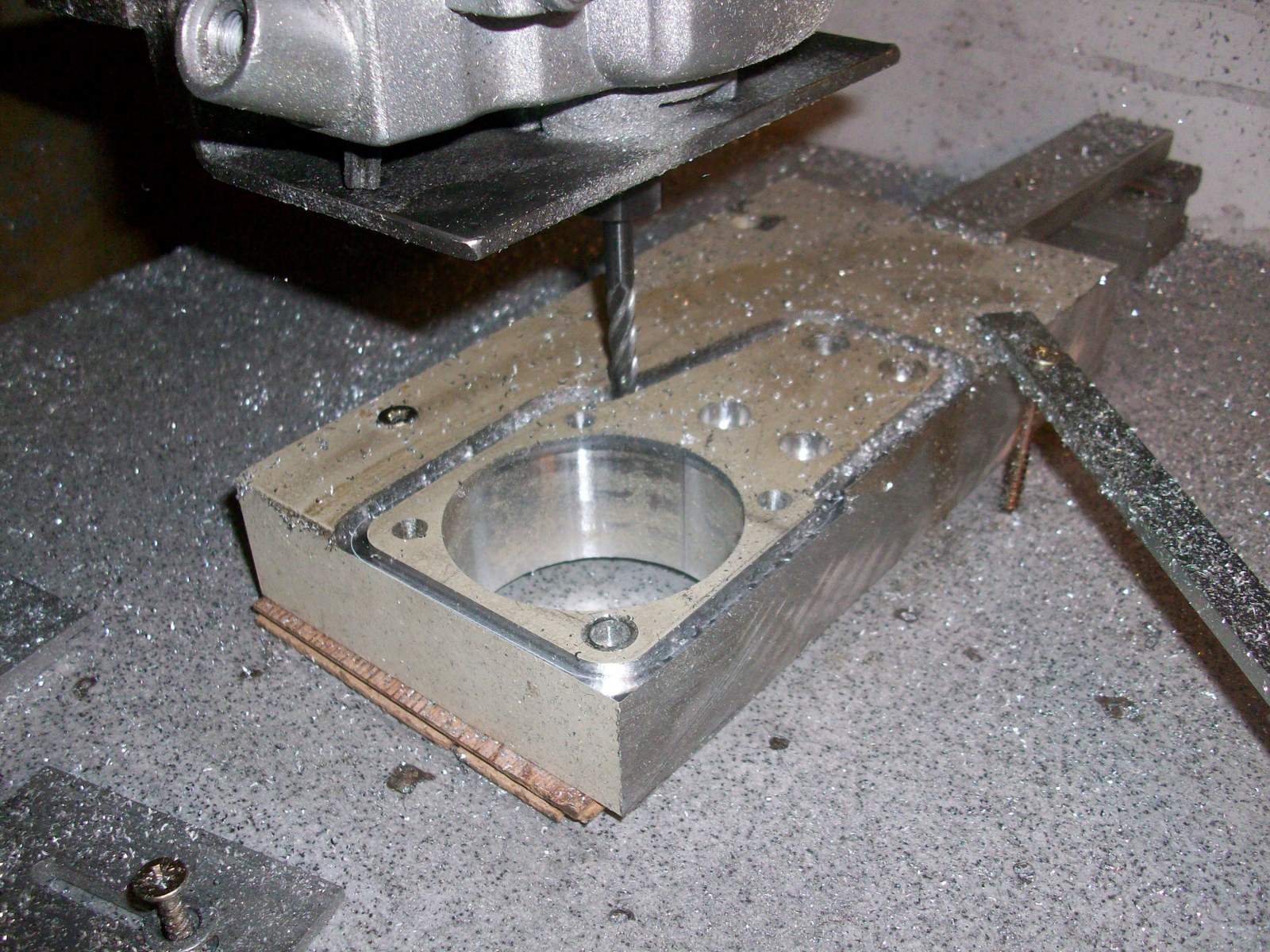
Blachy zostały zespawane ze sobą w dwóch punktach, powiercone i potraktowane rozwiertakiem 20mm, też oczywiście kiedyś wykopanym i przywiezionym ze złomowiska.

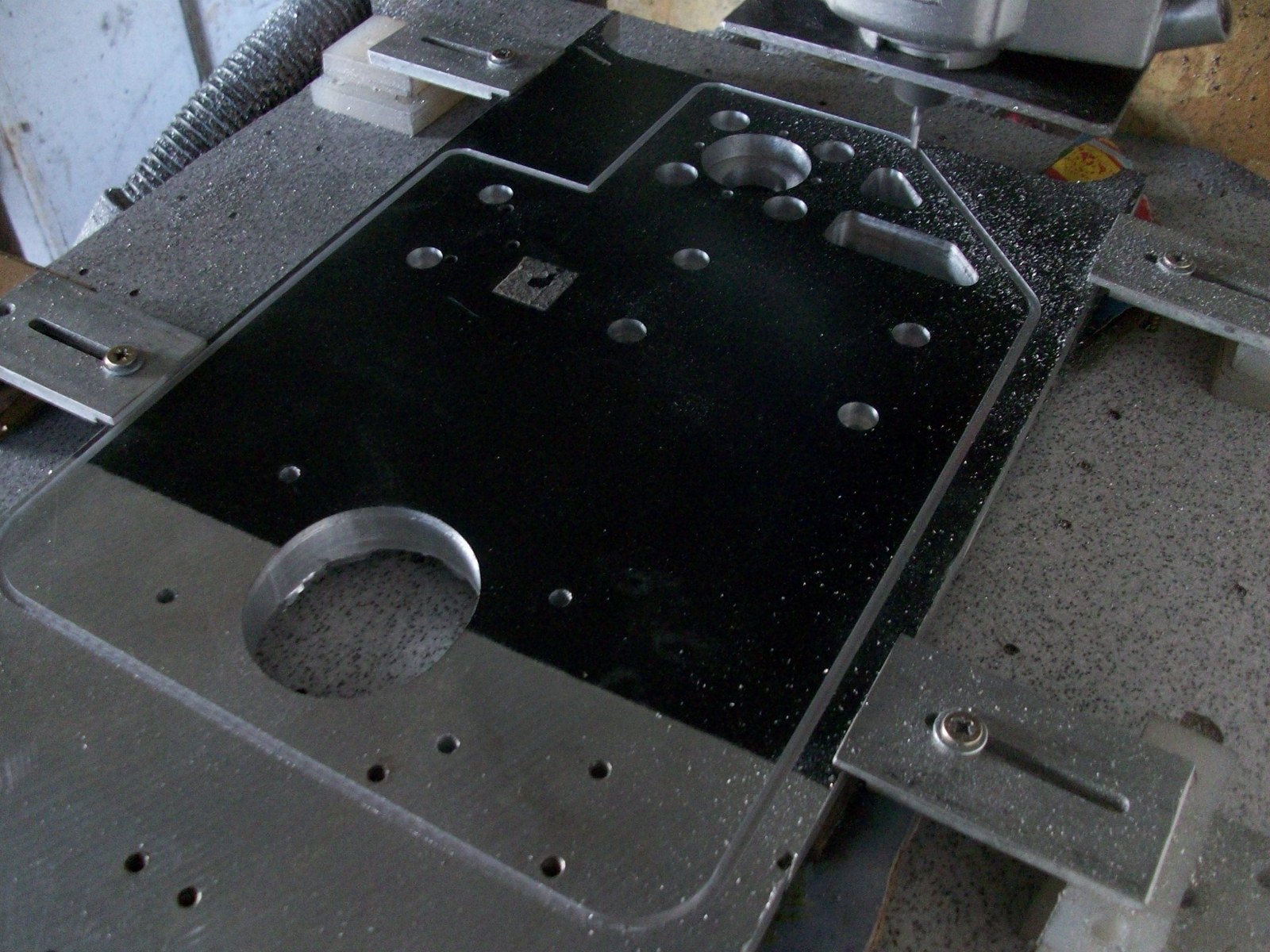
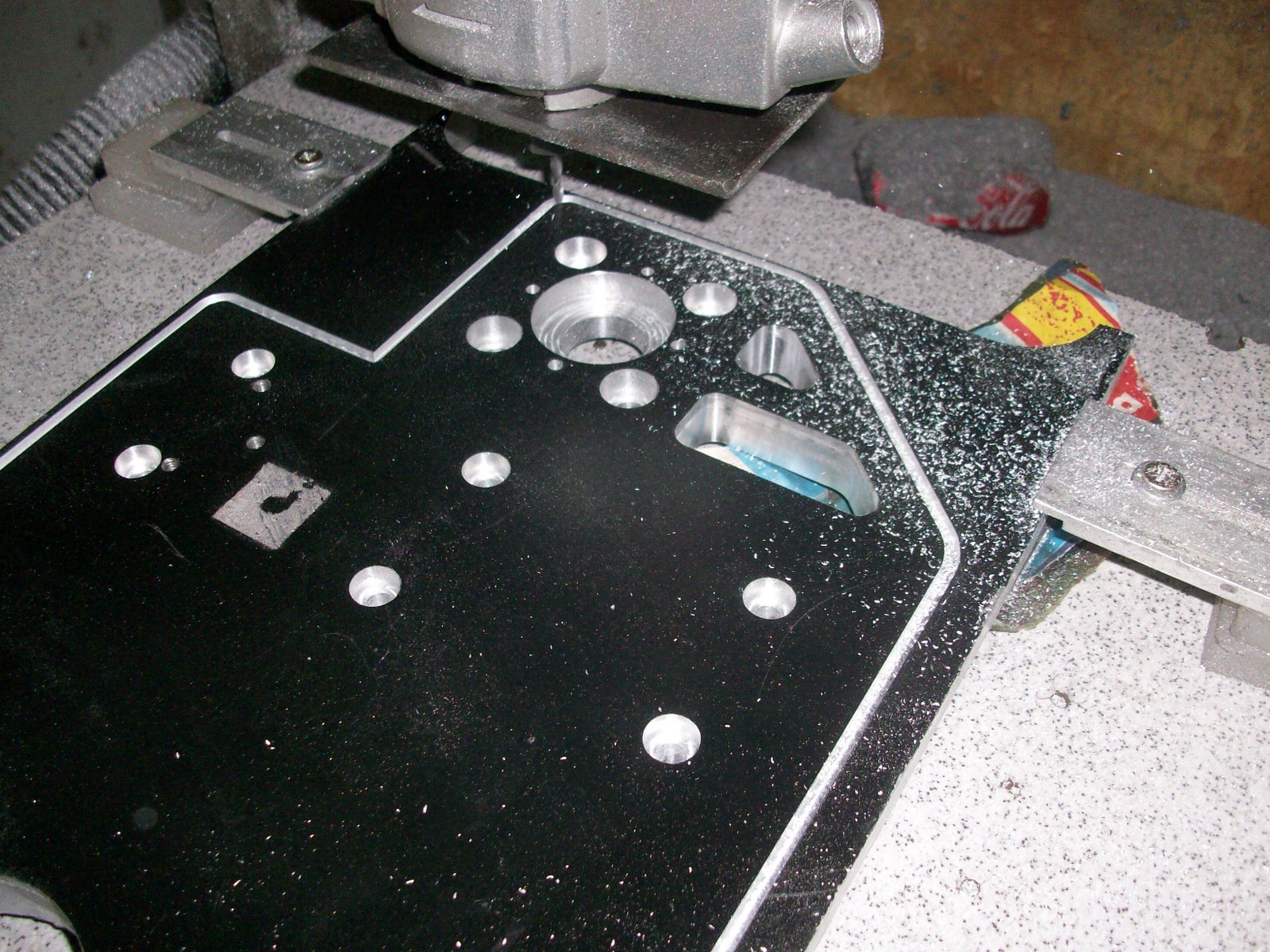
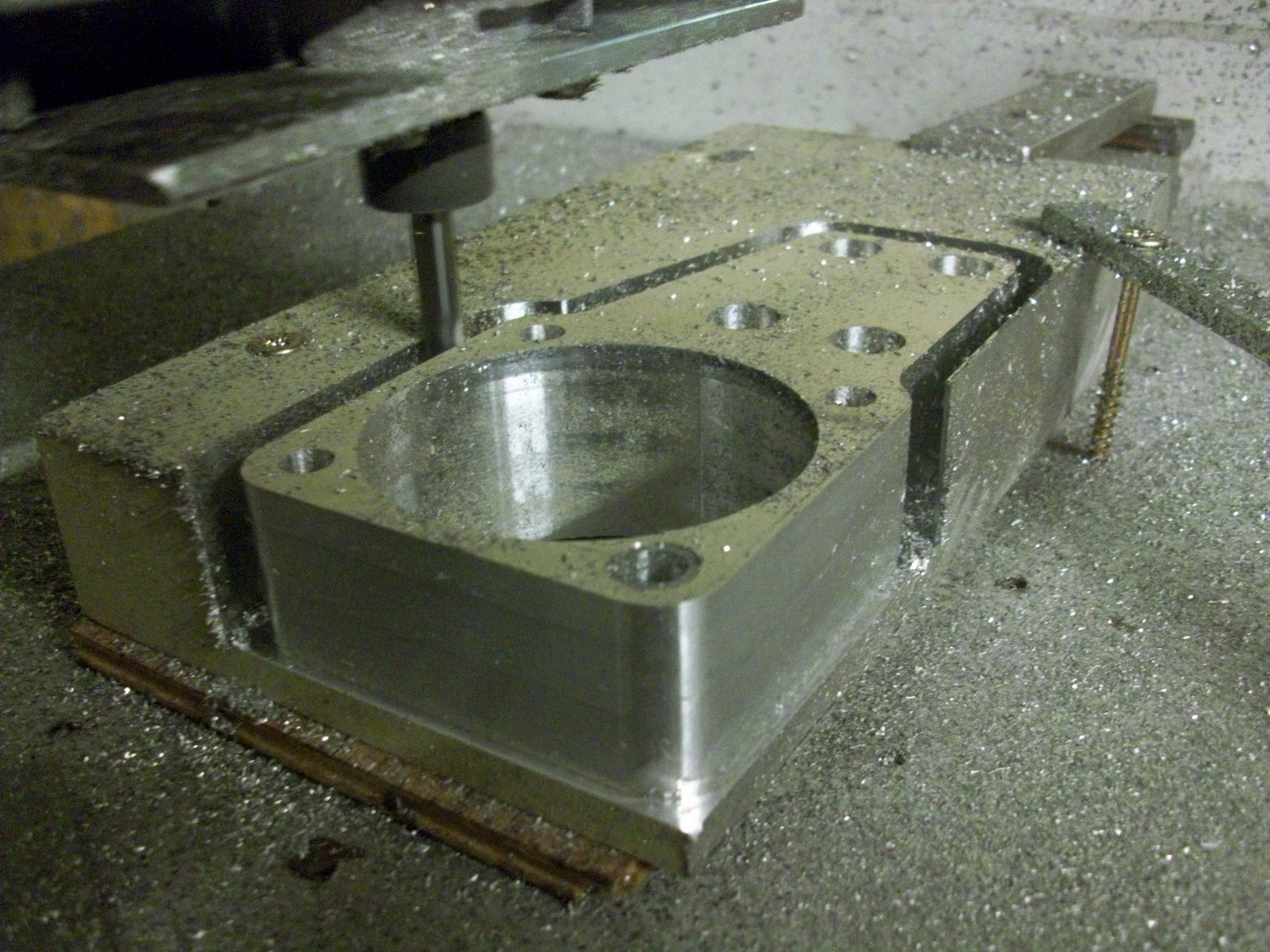
Teraz przyszła kolej na frezowanie. No ale w stali nożem z jedną płytką? Chyba bym do rana to robił. Przypomniało mi się, że przecież ostatnio przywiozłem dwie duże głowice frezerskie. Mniejsza ma 6 noży i akurat dobrze pasuje w uchwyt. No i teraz to już profesjonalnie da się skrawać. Całkiem ładnie się obrabiało, drgania były gdyż tokarka nie jest przystosowana do takiego typu obróbki al operacja się powiodła.



Efekt końcowy dzisiejszego dnia.

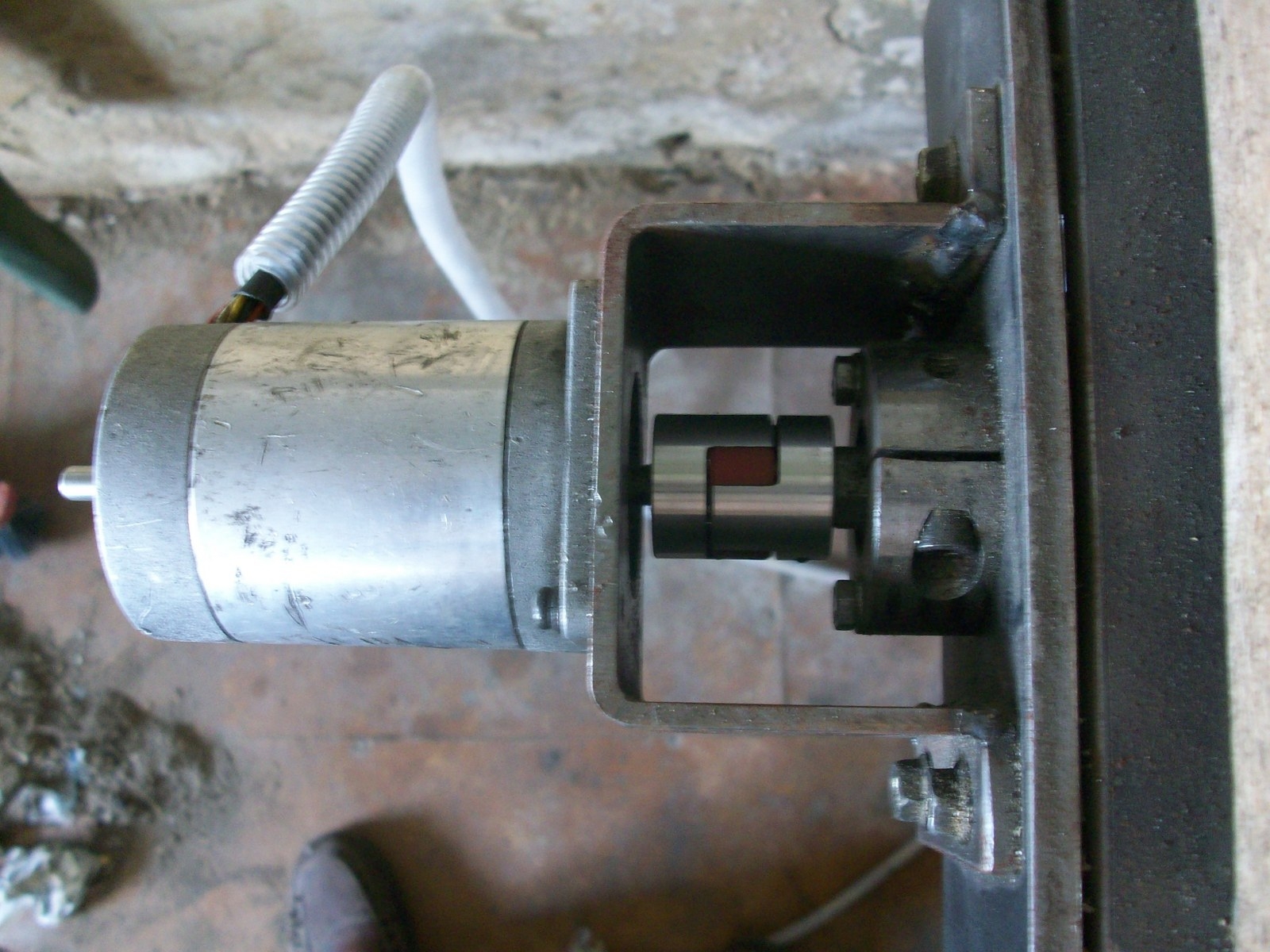
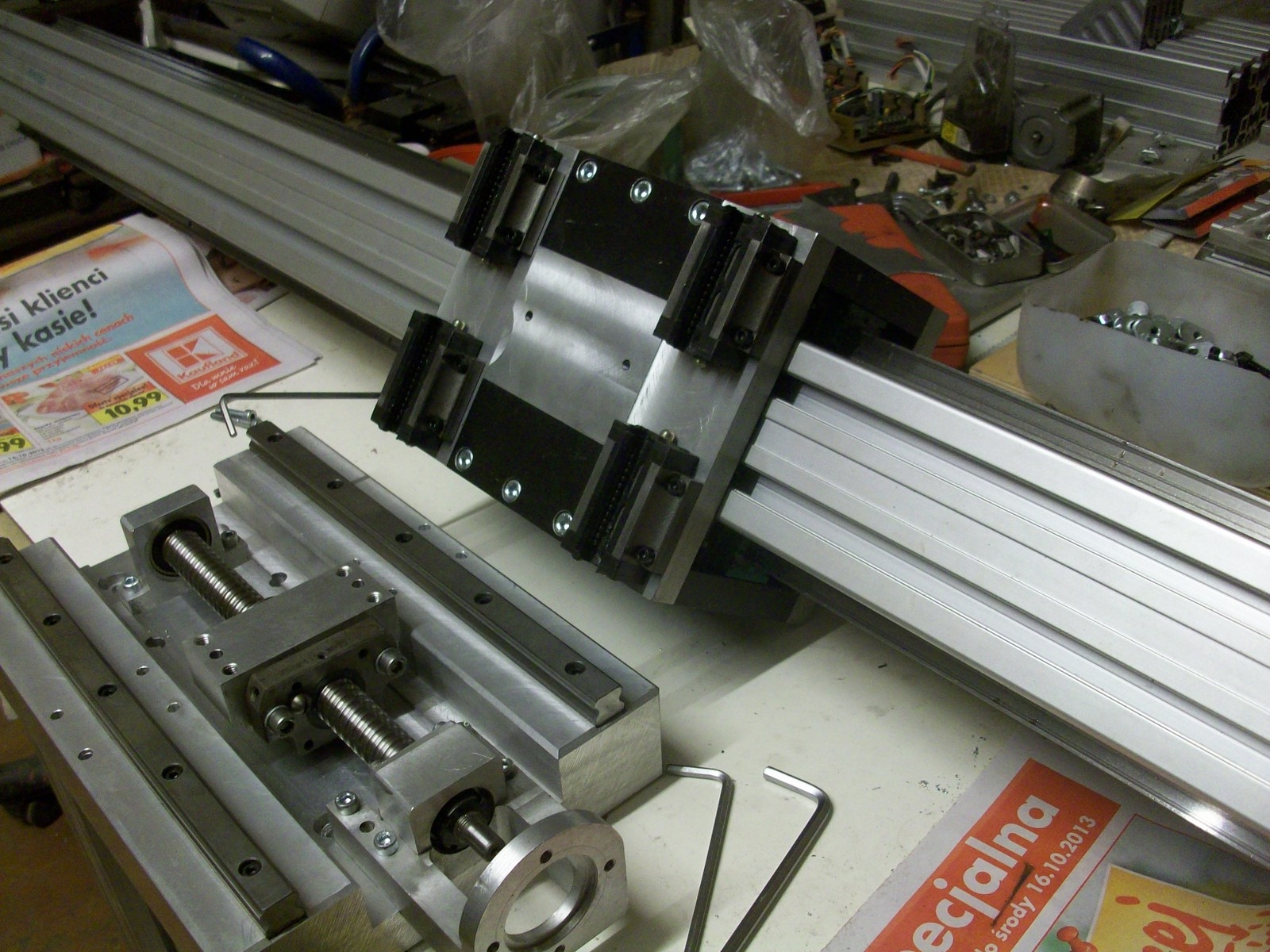
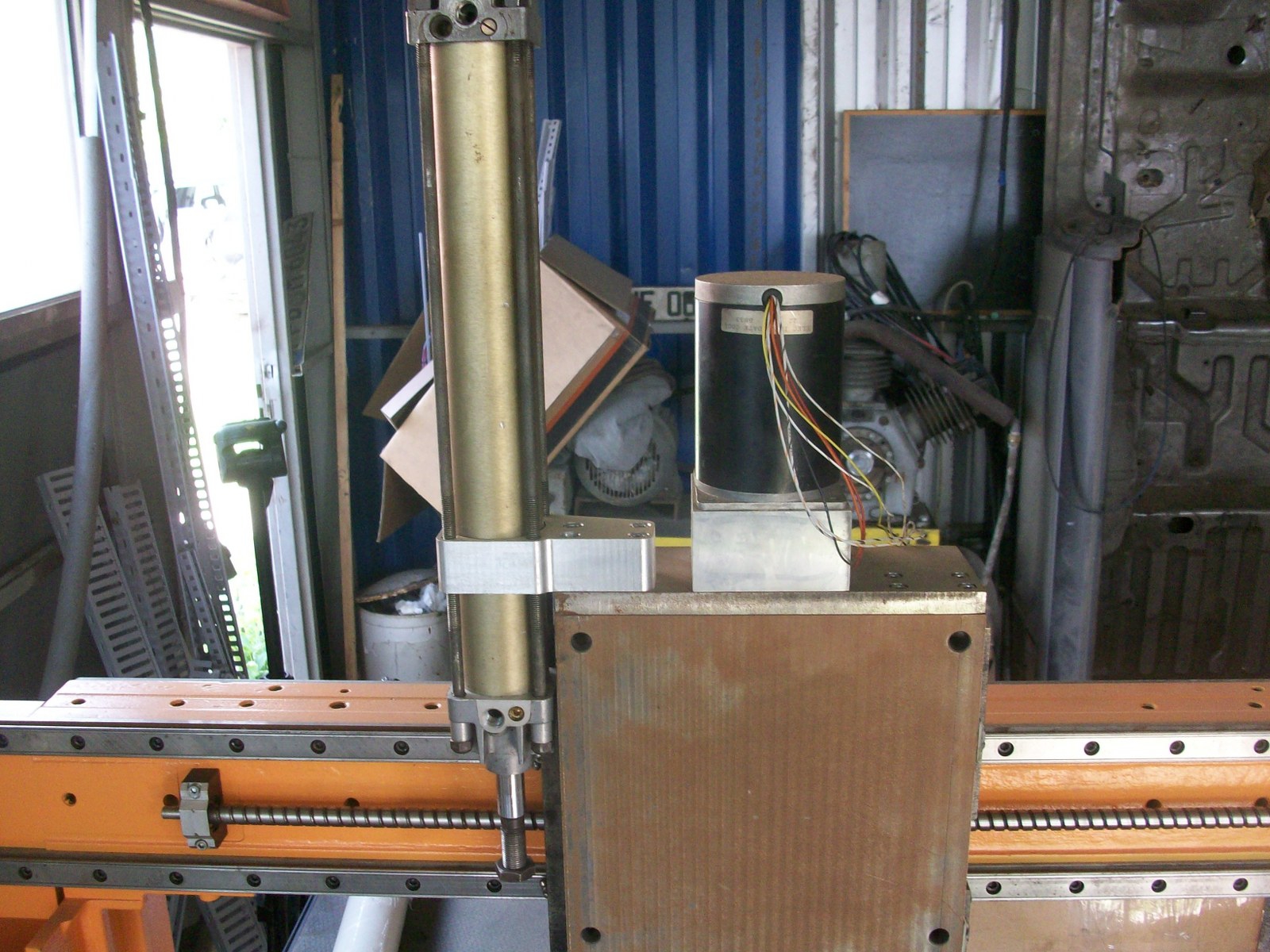
Robota idzie mozolnie, wszystko trzeba trzy razy przemyśleć żeby nie popełnić jakiegoś błędu. Strasznie się ciągnie ta budowa ale już prawie Z-ka skończona. Łożyska dostały obudowy z kasacja luzu, śruba trapezowa osadzona. Jutro montaż nakrętek trapezowych i wymyślenie kasacji luzu. Jak się uda to i sprzęgło jakieś dorobię i może nawet zdążę zamontować silnik krokowy. Tyle na dzisiaj.
 [ Dodano: 2012-03-21, 09:45 ]
[ Dodano: 2012-03-21, 09:45 ]
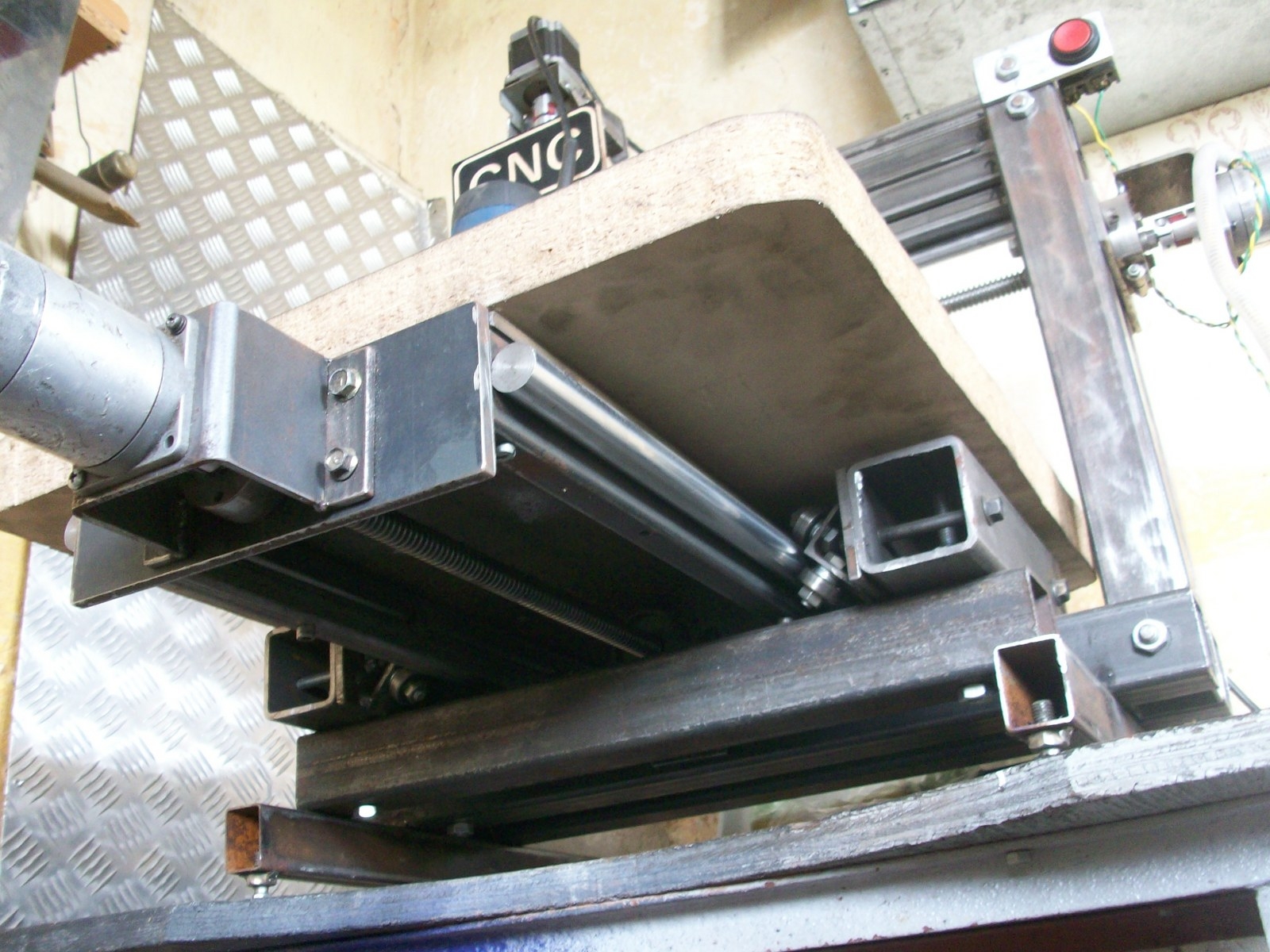
No i prace się na razie zakończyły z powodu braku czasu. Wiosna przyszła i ludziom się o mnie nagle przypomniało. Ale maszynka uruchomiona i nawet działa. Miał być lekki ploterek a wyszedł żelaźniak. We dwóch mieliśmy co robić żeby to wtaszczyć do pokoju, ciężkie strasznie. Teraz czas na zrobienie elektryki bo na razie silniki tylko podłączone na za krótkiej byle jakiej wiązce przewodów. Obudowa do sterowania leży i czeka na ogarnięcie co nastąpi wkrótce. Teraz sobie troszkę rysuje żeby nabrać wprawy w obsłudze urządzenia. Więcej zdjęć z budowy nie mam bo jakoś nie miałem głowy wszystkiego fotografować. Jak będę rozbierał maszynkę do malowania to pstryknę fotki jak to tam w środku wygląda. Opracowałem sobie nawet małe wrzecionko które będzie napędzane starym silniczkiem od pralki mocy jakieś 250W. Dzisiaj jadę po małe paski klinowe. Uzbierałem też troszkę frezów Dremla. Ale zanim zacznę frezować to jeszcze długa droga pre de mną. Ostatnio zdobyłem fajne profile aluminiowe z rowkiem teowym idealne na stolik do frezarki. Oczywiście profile wyrwane ze złomu.


Profile można ułożyć jedne przy drugich jednostronnie lub naprzemianstronnie. Się zobaczy która opcja będzie lepsza.



Moja maszynka odbiega nieco jakością od prezentowanych tutaj wypasionych sprzętów ale tak to jest jak CNC to nie jest jedyne moje hobby i nie jest na razie moim oczkiem w głowie. Ale staram się w wolnej chwili udoskonalać i poprawiać co mogę i na co mi czas pozwala. Tak naprawdę dużo czasu będę miał zapewne przyszłej zimy.
Na razie tyle. Jak coś udoskonalę to wrzucę fotki. Strasznie czasochłonne to całe CNC. Końca nie widać he he. Pozdrawiam.





")



 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.

 .
.
 .
.
")
 .
.
 .
.
 .
.

")






