



")
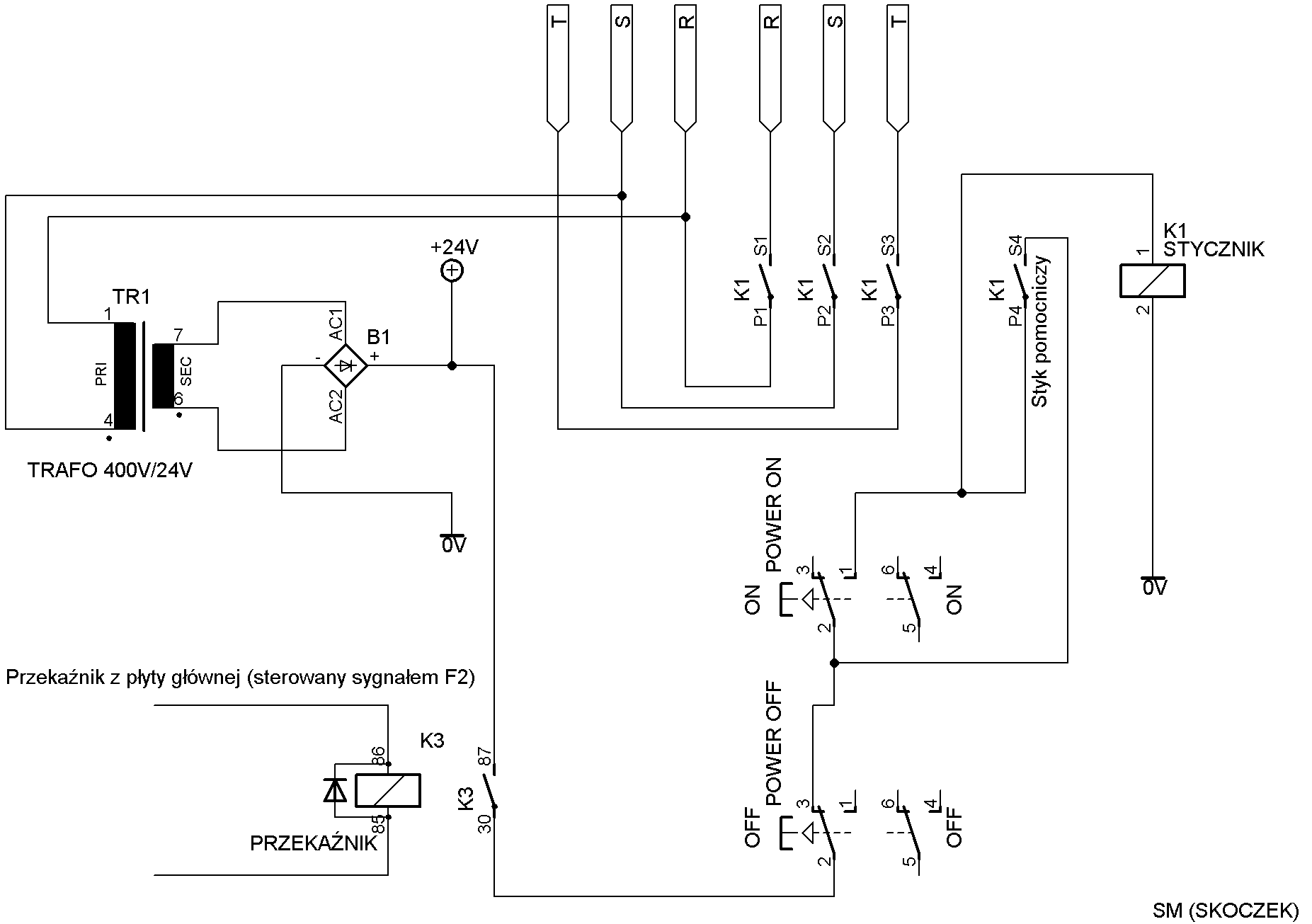
Przekaźnik z płyty głównej można wywalić albo zastosować. Jeżeli zastosujesz to musisz sobie w linuxcnc w halu podpiąć sygnał od MACHINE POWER (F2) (jest opisane na sieci jak to zrobić). Jak już masz to zrobione to włączasz komputer i zasilanie na włączniku głównym maszyny. Z włącznika głównego lecisz fazami R, S, T na stycznik. Gdy włączy się linuxcnc klikasz standardowo F1, F2 (wtedy włączy się przekaźnik płyty głównej) i możesz wciskać przycisk chwilowy POWER ON. Styk pomocniczy podtrzyma obwód więc przycisk można od razu zwolnić. Rozłączyć zasilanie można albo F2 albo przyciskiem POWER OFF. Jeżeli linuxcnc się nie włączy to równocześnie nie uruchomisz wrzeciona ani napędów.
Brzmi trochę jak procedura startu promu kosmicznego
Pozdrawiam,
skoczek



")







