




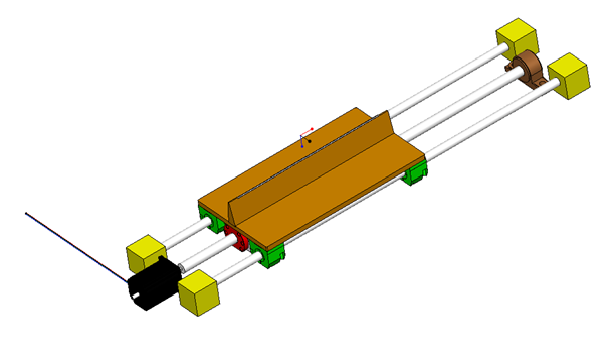
Projektuje swoją własną szlifierkę do obróbki węglików spiekanych. Wykonałem już koncepcyjny model 3D mojej maszyny.
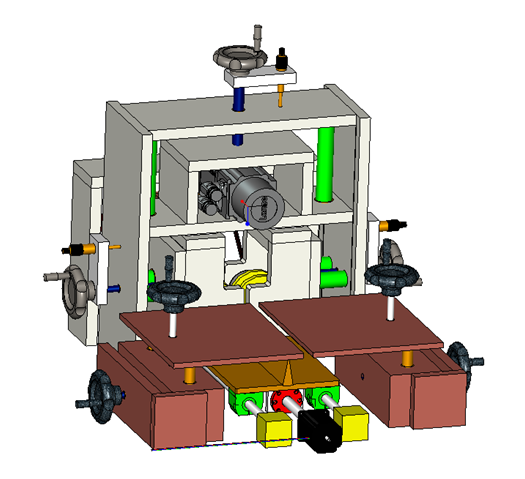
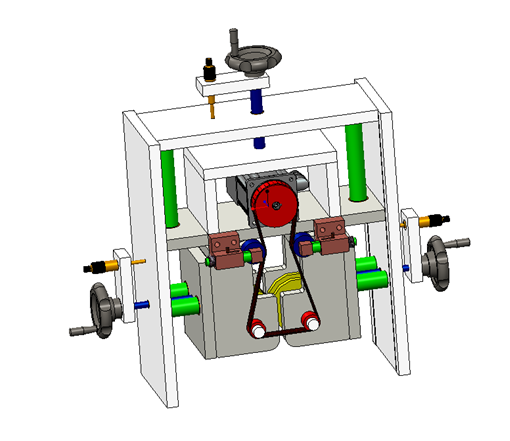
Maszyna ma szlifować obustronnie sztabkę o przekroju poprzecznym 2x2 i długości 315 z węglika spiekanego dla uzyskania odpowiedniego kształtu. Załączam kilka zdjęć obrazujących maszynę.
W internecie ciężko jest znaleźć coś na temat oporu skrawania węglików spiekanych, a co za tym idzie sił skrawania może ktoś miał już do czynienia z tego typu materiałem do obróbki?
Wstępnie pozycjonowanie ściernic będzie odbywało się ręcznie za pomocą śrub drobnozwojnych i głowic mikrometrycznych. Napęd główny zakładam silnikami elektrycznymi jednofazowymi po jednym na każdą stronę ściernic(po 2 ściernice na wałek). Posuw realizowany będzie przy pomocy przekładni śrubowo-tocznej sprzężonej z silnikiem krokowym.
Sterowanie silnikiem krokowym planuje wykonać przy pomocy Mach3.
Może ktoś miał do czynienia z obróbką tego materiału i pomógłby mi w odpowiednim obliczeniu sił skrawania i doborze silnika?
Przy okazji z chęcią opowiem na pytania co do obrabiarki oraz może ktoś ma jakieś cenne uwagi co do maszyny.
")
")

")






