")
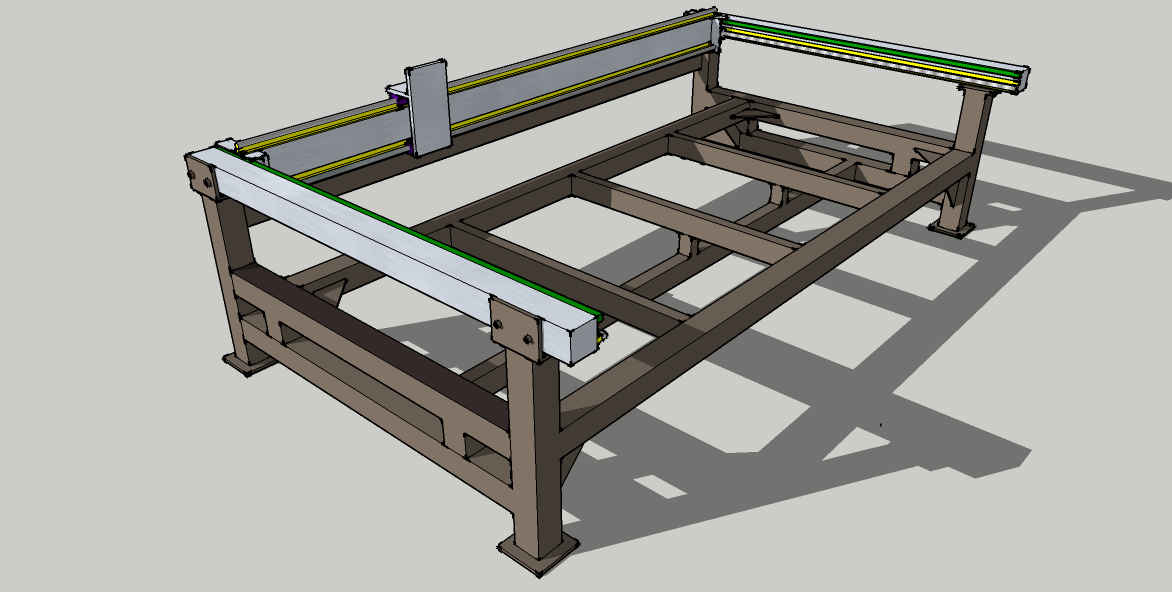
Chciałem dać pasy ale obawiam się o ustawienie prostopadłości maszyny.
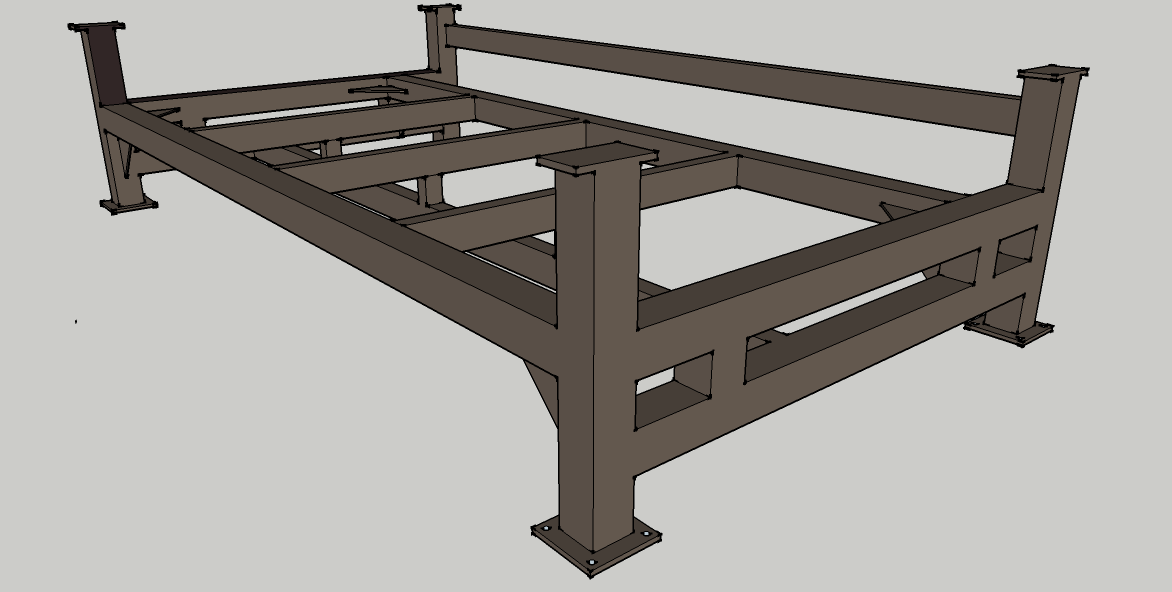
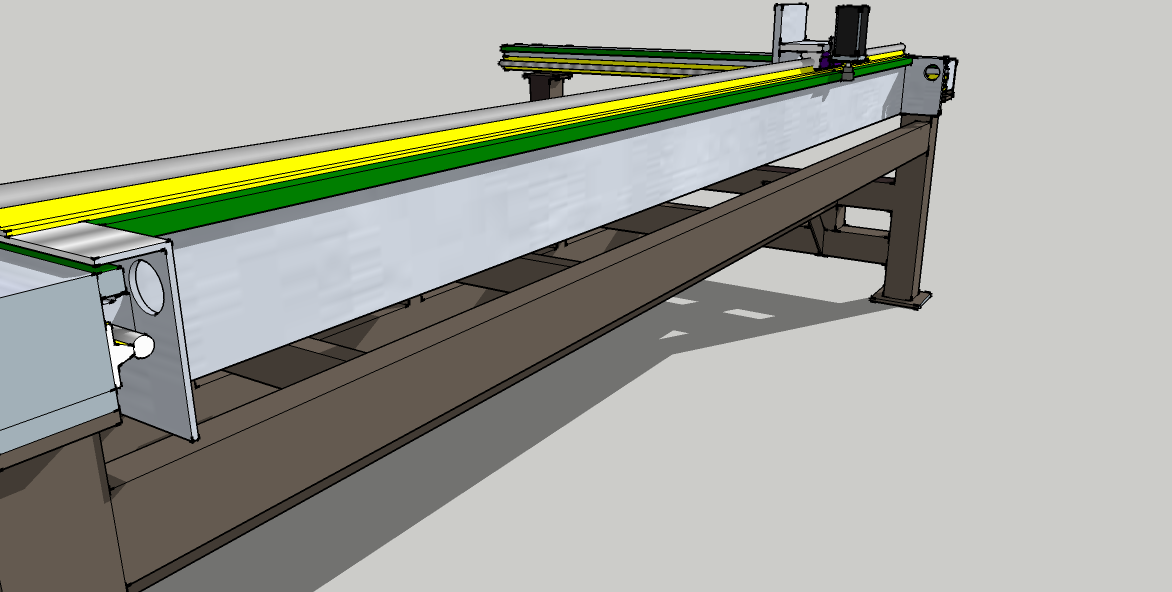
Wałki wiszące wziąłem ze względu na łatwość ich ustawienia a nie mam gdzie splanować tak długich el ramy jednak nie jest to do końca przesądzone. Zawsze mogę wziąć podparte bo o Hiwinkach to na obecną chwilę nie ma mowy. Wszystkie el zamówiłem w Augustowie ale jeżeli mówicie ze można to zrobić lepiej nie zwiększając zbytnio budżetu to jestem otwarty na zmiany
zetki nie kupowałem gotowej bo i poco ja potrzebuje zakres ruchu max 50mm i w tym temacie nie będę się wygłupiał albowiem to ma byc plazma a nie wszystko w jednym, Na frezarkę przyjdzie jeszcze czas ale tam potrzeba innego budżetu
Powstaje kwestia ustawienia prostopadłości maszyny co na listwach wydaje się być prostsze aniżeli na pasach (bynajmniej na listwach wiem jak to zrobić a na pasach?)