



")
zmagam się z problemem grawerowania otóż wykonałem grawer logotypu w artcam niestety nie jest on najlepszej jakości i są zauważalne przejścia narzędzia, dlatego potrzebne są wskazówki bardziej doświadczonych. Parametry obróbki 12000 obr/min, posuw 600 mm/min
narzędzie grawerskie V kąt 60 stopni, głębokość grawerowania 0,5 mm, wierszowanie 0,96 mm, materiał aluminium PA 6
Poniżej zamieszczam zdjęcie loga.
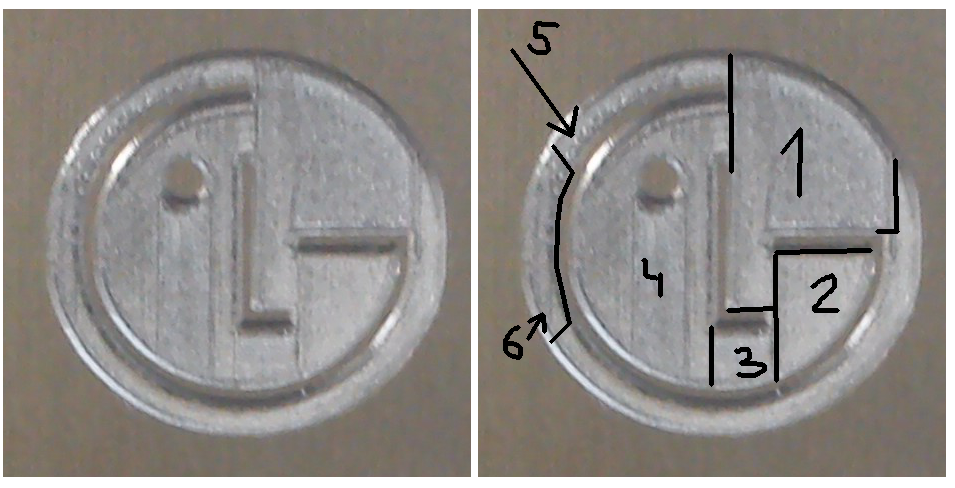
zdjęcie od prawej
P1.
od 1 do 4 są to strefy obróbki narzędzia następujące po sobie gdzie na zdjęciu obok widać wyraźne pozostawienia materiału na styku poszczególnych stref obróbki.
Domyślam się że dzieje się tak ze względu na geometrię narzędzia przy przechodzeniu z jednej strefy obróbki do drugiej w tym wypadku z 1 do 4 rysunek poniżej
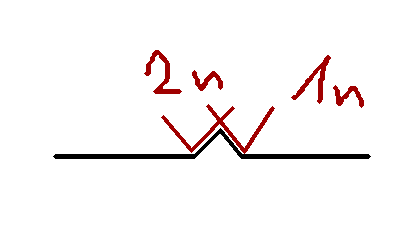
Niestety w artcam podczas symulacji nie ma żadnych śladów tego typu. Jak można to wyeliminować czy zmusić aby obróbka odbywała się od np. prawej do lewej bez żadnych stref.
Dodatkowo widać że powierzchnia każdej strefy jest inna niż poprzednia, w jednej są bardziej widoczne przejścia w kolejnych mniej.
Może zmiana na inne narzędzie ale właśnie jakie kulowe?
P2.
W strefie 5 zauważalne są również zlepienia materiału (gródki) które bardzo okropnie wyglądają, dodam że używałem punktowego chłodzenia narzędzia preparatem WD-40.
P3.
Przy okazji zauważyłem także że podczas obróbki grawerowania np wnętrza obrysu kołowego
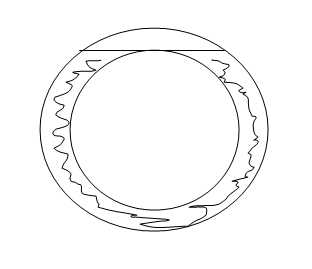
w pierwszej kolejności grawerowana jest 3/4 części w kierunku -Y dopiero później wycinek na górze co jest widoczne w efekcie końcowym i znowu są utworzone 2 strefy gdzie widać jak przebiegała obróbka.
a więc co można z tym zrobić gdyż docelowo chciałbym uzyskać ładny obrys i gładką powierzchnię.
Pozdrawiam


")






