



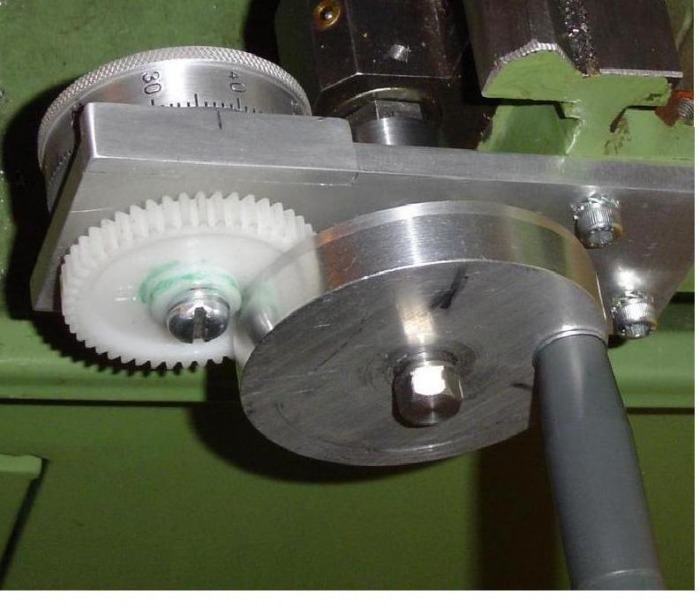
Wszystko się zgadza, chodziło mi o to, że obrót przesuwa suport o ~20mmRomanJ4 pisze:
Kiedy luzy są już "wybrane", wartość przesuwu liniowego suportu zależy już tylko od wartości kąta obrotu pokrętła (uwzględniając przełożenie), a jak geometria uczy, im większy promień tym dłuższy odcinek łuku (długość skali), więc sens jest.
Jeżeli dorobimy skalę o średnicy dajmy na 50mm do długość obwodu będzie ~160m jeśli damy więc podziałkę co 1mm to mamy 160 podziałek.
Jedna podziałka to 0,125mm i do tego momentu wszystko gra, chcemy dokładniej dajemy większy talerzyk z podziałką.
Problem w tym, że żeby obrócić o jedną podziałkę trze zrobić 2,25 stopnia.
dla porównania, suport poprzeczny ma 40 podziałek, czyli jedna podziałka wymaga obrotu o 9 stopni.
Reasumując suport ma podziałkę co 0,025mm i przesunięcie "o jeden" to 9 stopni,
Doróbka (zakładając duży talerz z podziałką co 0,025 ) przesunięcie o 1 daje nam 0,45 stopnia.
Idąc dalej tym tokiem rozumowania talerzyk ze skalą w suporcie poprzecznym ma 32mm średnicy daje 100mm obwodu (po którym wędruje korbka) czyli przesuwając korbkę po obwodzie o 2,5mm mamy jedną podziałkę
Żeby tak było w naszym dorobionym elemencie, talerz z korbą musiałby mieć fi 132mm ale to tylko przy założeniu że mamy 160 podziałek co 0,125. Gdybyśmy chcieli co 0,025 to trza by wstawić talerz z korbką fi 620mm
Uff chyba nic nie pomieszałem.



")





")











