



I to są rzeczy którymi można się chwalić, byle by jeszcze w odpowiednim temacie, np u siebie, we własnym założonym. Zero skowytu, taki poziom by tu bardzo odpowiadał.
Teraz mnie zaskoczyła taniość cięcia na laserze. Można by porównać do cięcia laserem co2? Ale to już może we własnym temacie? Bo się śmietnik wszędzie robi.
Zakup lasera do blach -relacja z targów


-
www.kimla.pl_
- Posty w temacie: 46
Laser Kimla też był wystawiany na tych targach i nawet Złoty Medal zdobył, więc cały czas jest w temacie. 
Różnica w kosztach cięcia w porównaniu z laserami CO2 jest bardzo duża.
Nie ma gazów laserowych, nie ma lamp, pomp próżniowych, turbin, luster do wymiany i justowania, ale najważniejsza jest chyba sprawność energetyczna laser fiber ma kilkukrotnie większa sprawność. Np.: laser CO2 4kW moc ok 90kW to samo w wersji fiber ok 20kW.
Tylko te czynniki powodują, że cięcie fiberem jest 3-4 razy tańsze niż CO2.
Kolejny czynnik to szybkość cięcia.
Przy blachach powyżej 6mm fiber nie tnie szybciej niż CO2 ale fiber cały czas 3-4 razy taniej.
Jednak przy cienkich blachach fiber potrafi ciąć 2x szybciej niż CO2 przy tej samej mocy co powoduje że koszt wycięcia takiego detalu może być niższy o 6-8 razy niż na CO2.
Ale zobacz jak ważne jest również przyspieszenie i dynamika maszyny.
Zmniejszyłem znacznie przyspieszenia w ustawieniach maszyny do poziomu innych maszyn oferowanych na rynku.
Zobacz co się stało z czasem i kosztem wycięcia tego arkusza:
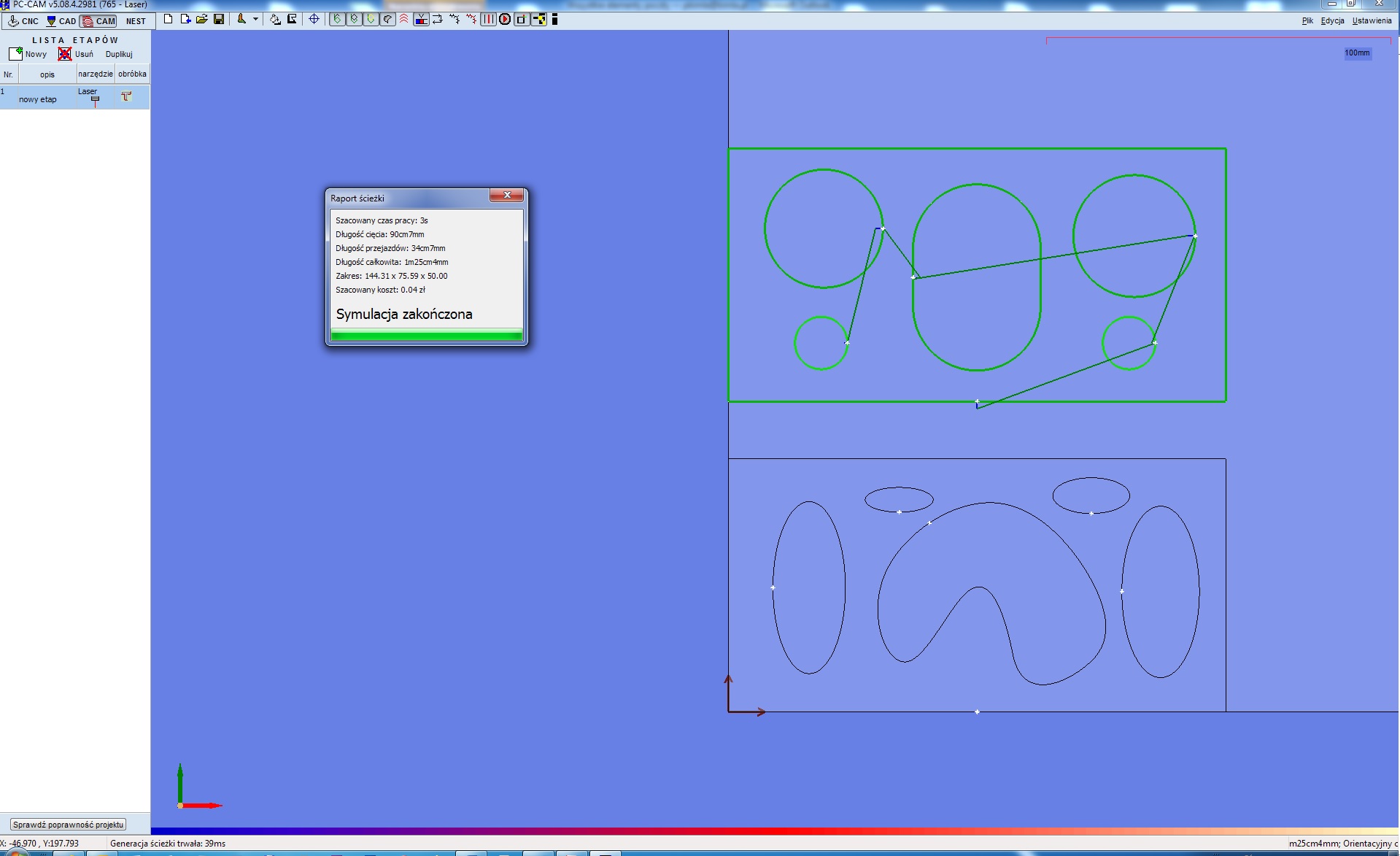
W tym przypadku dynamika maszyny jest istotna ale nie tak bardzo ponieważ są tu głównie duże detale o prostych kształtach.
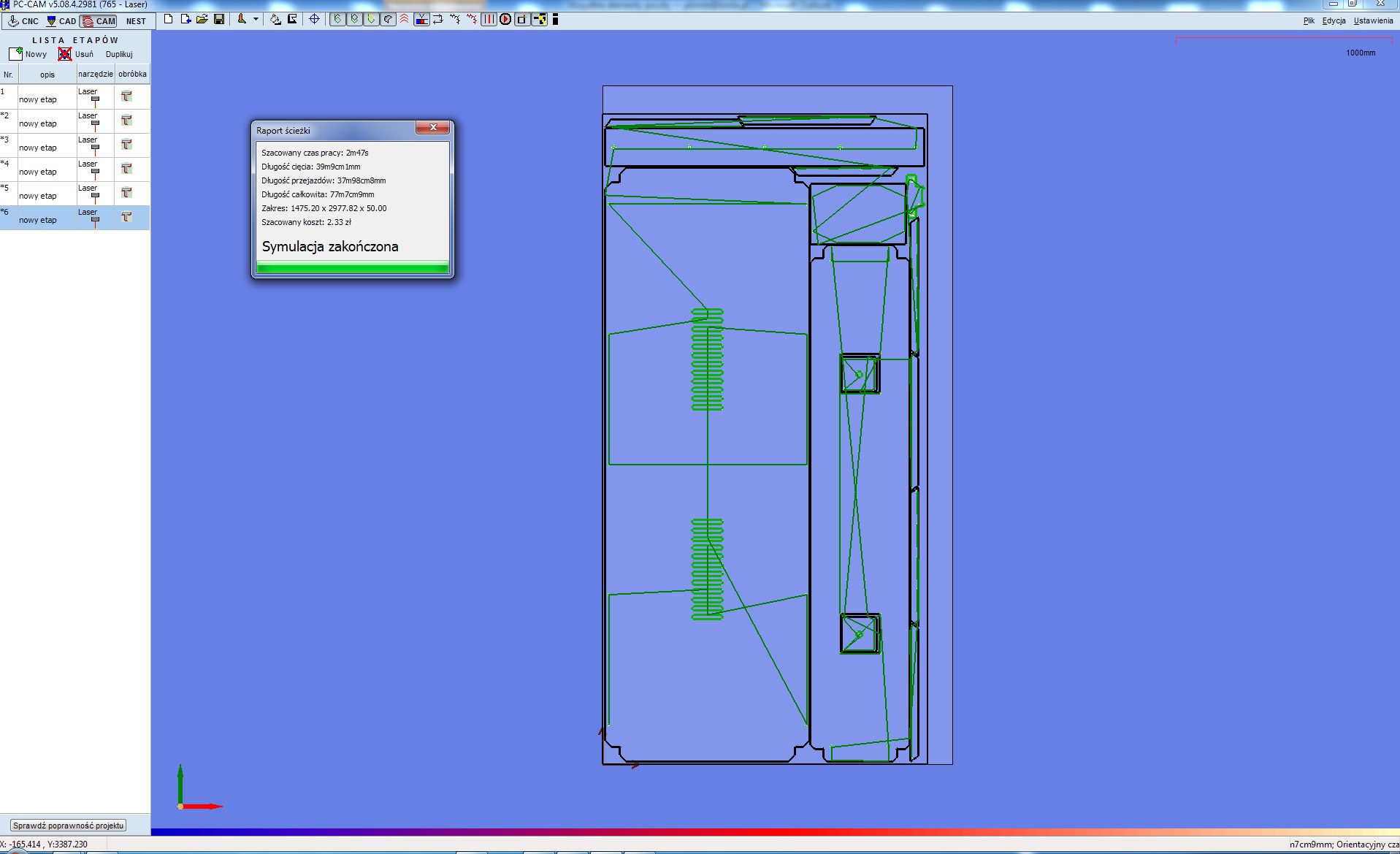
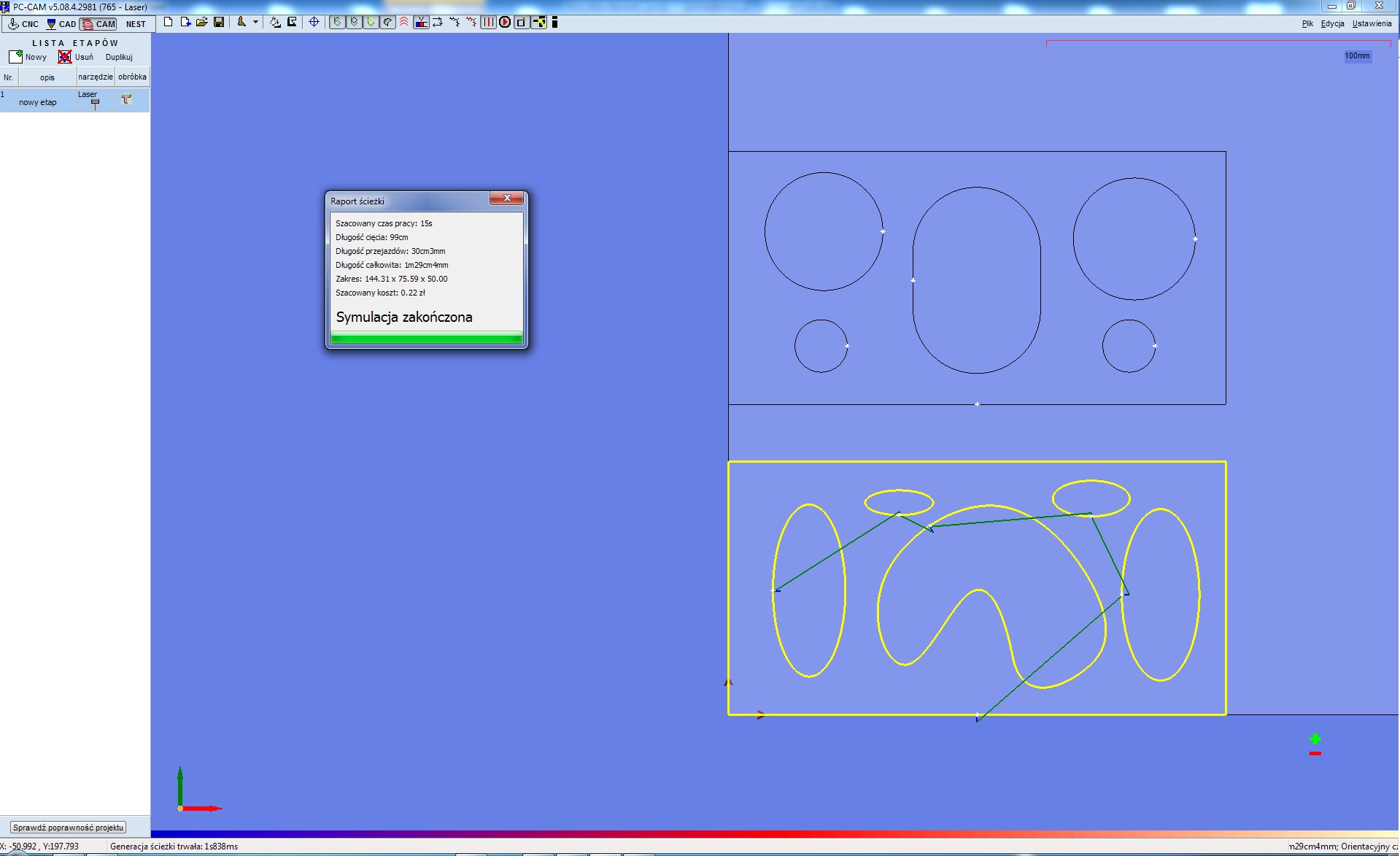
Zobacz co się stanie z czasem i co za tym idzie kosztem cięcia jeśli zaczniemy wycinać detale o drobnych i skomplikowanych kształtach:
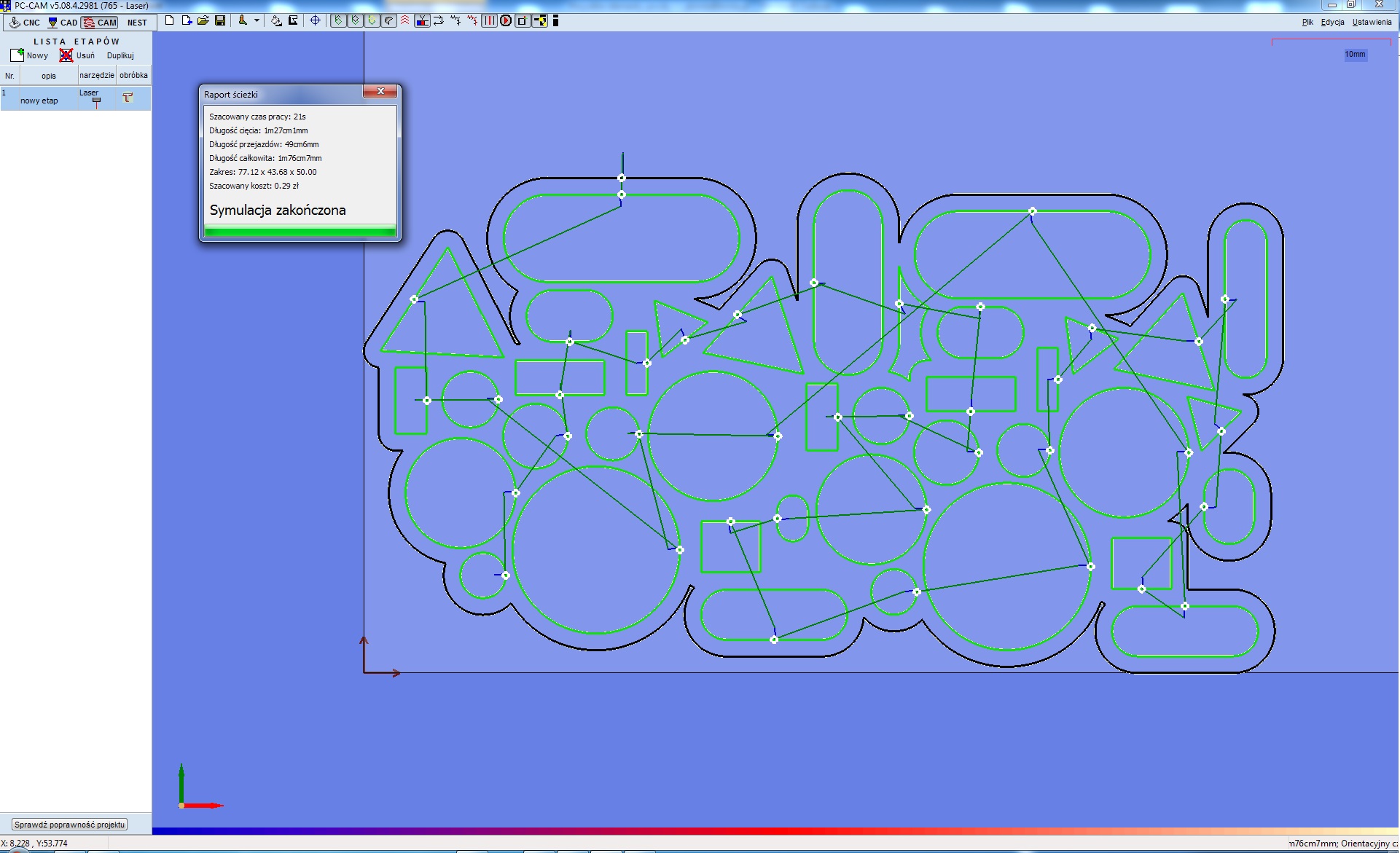
Niska dynamika:
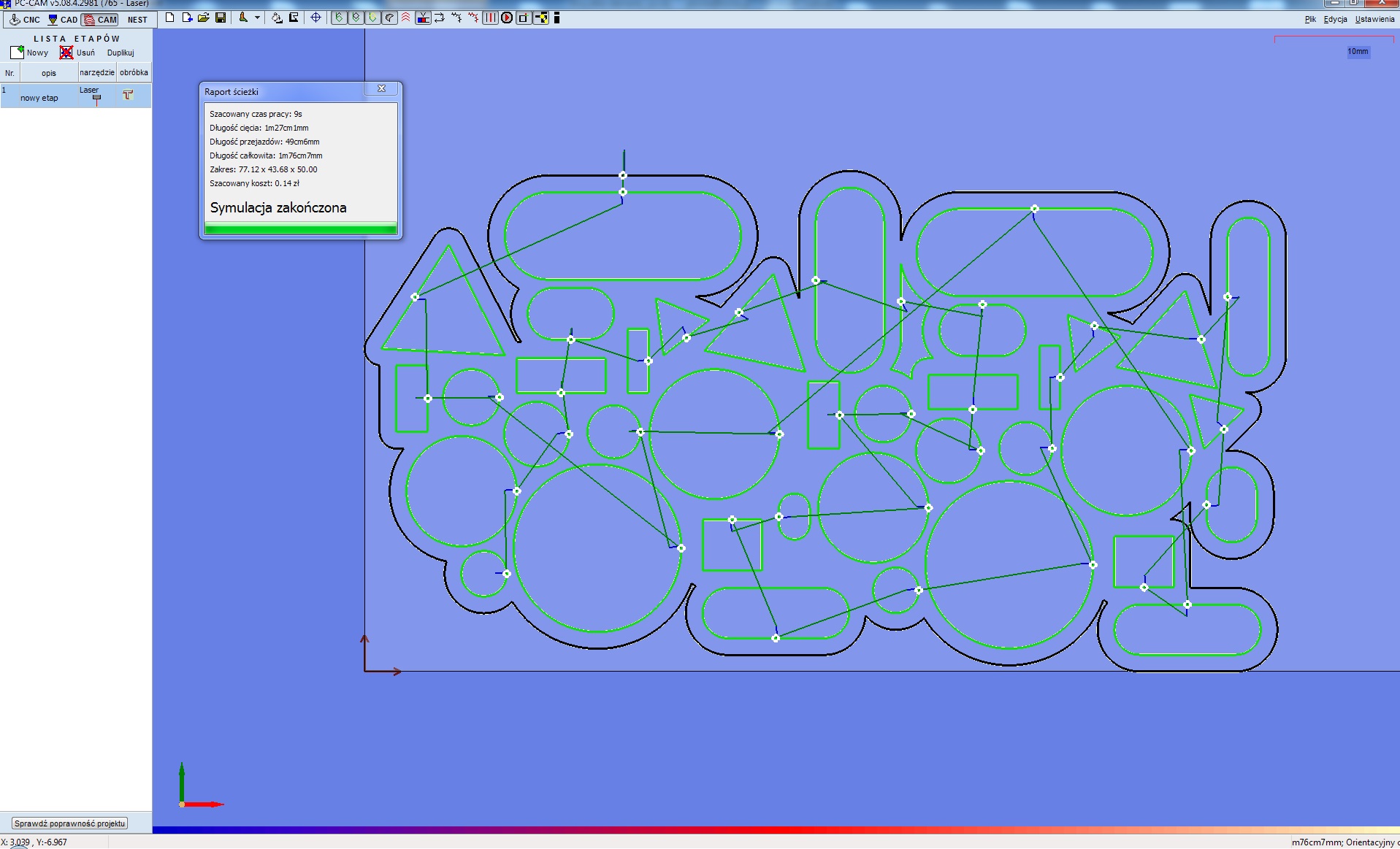
Wysoka dynamika:
W takim przypadku to właśnie dynamika pracy maszyny ma kluczowe znaczenie jeśli chodzi o wydajność cięcia takich detali.
Różnica w kosztach cięcia w porównaniu z laserami CO2 jest bardzo duża.
Nie ma gazów laserowych, nie ma lamp, pomp próżniowych, turbin, luster do wymiany i justowania, ale najważniejsza jest chyba sprawność energetyczna laser fiber ma kilkukrotnie większa sprawność. Np.: laser CO2 4kW moc ok 90kW to samo w wersji fiber ok 20kW.
Tylko te czynniki powodują, że cięcie fiberem jest 3-4 razy tańsze niż CO2.
Kolejny czynnik to szybkość cięcia.
Przy blachach powyżej 6mm fiber nie tnie szybciej niż CO2 ale fiber cały czas 3-4 razy taniej.
Jednak przy cienkich blachach fiber potrafi ciąć 2x szybciej niż CO2 przy tej samej mocy co powoduje że koszt wycięcia takiego detalu może być niższy o 6-8 razy niż na CO2.
Ale zobacz jak ważne jest również przyspieszenie i dynamika maszyny.
Zmniejszyłem znacznie przyspieszenia w ustawieniach maszyny do poziomu innych maszyn oferowanych na rynku.
Zobacz co się stało z czasem i kosztem wycięcia tego arkusza:
W tym przypadku dynamika maszyny jest istotna ale nie tak bardzo ponieważ są tu głównie duże detale o prostych kształtach.
Zobacz co się stanie z czasem i co za tym idzie kosztem cięcia jeśli zaczniemy wycinać detale o drobnych i skomplikowanych kształtach:
Niska dynamika:
Wysoka dynamika:
W takim przypadku to właśnie dynamika pracy maszyny ma kluczowe znaczenie jeśli chodzi o wydajność cięcia takich detali.
-
lewy10psdw
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 346
- Rejestracja: 26 sie 2008, 13:07
- Lokalizacja: Koszalin
- Kontakt:
-
www.kimla.pl_
- Posty w temacie: 46
No właśnie kolega poruszył bardzo ważną kwestię.
Oprogramowanie pokazywane przeze mnie jest oprogramowanie systemy sterowania a nie zewnętrznym oprogramowaniem CAM, które nie wie nic o dynamice maszyny.
Dlatego przy detalach z cienkiej blachy i skomplikowanych kształtach czasy rzeczywisty i symulowany mogą różnić się o połowę. O połowę!
W systemach firmy Kimla czasy te wylicza nie zewnętrzny CAM tylko sam system sterowania uwzględniając nastawy dynamiki maszyny.
Dam przykład:
Ten sam detal z wykonanym wyliczeniem czasu cięcia na parametrach uzyskiwanych na maszynach konkurencyjnych czyli z wyłączoną dynamiczną analizą wektorów:
i na normalnych ustawieniach lasera Kimla:
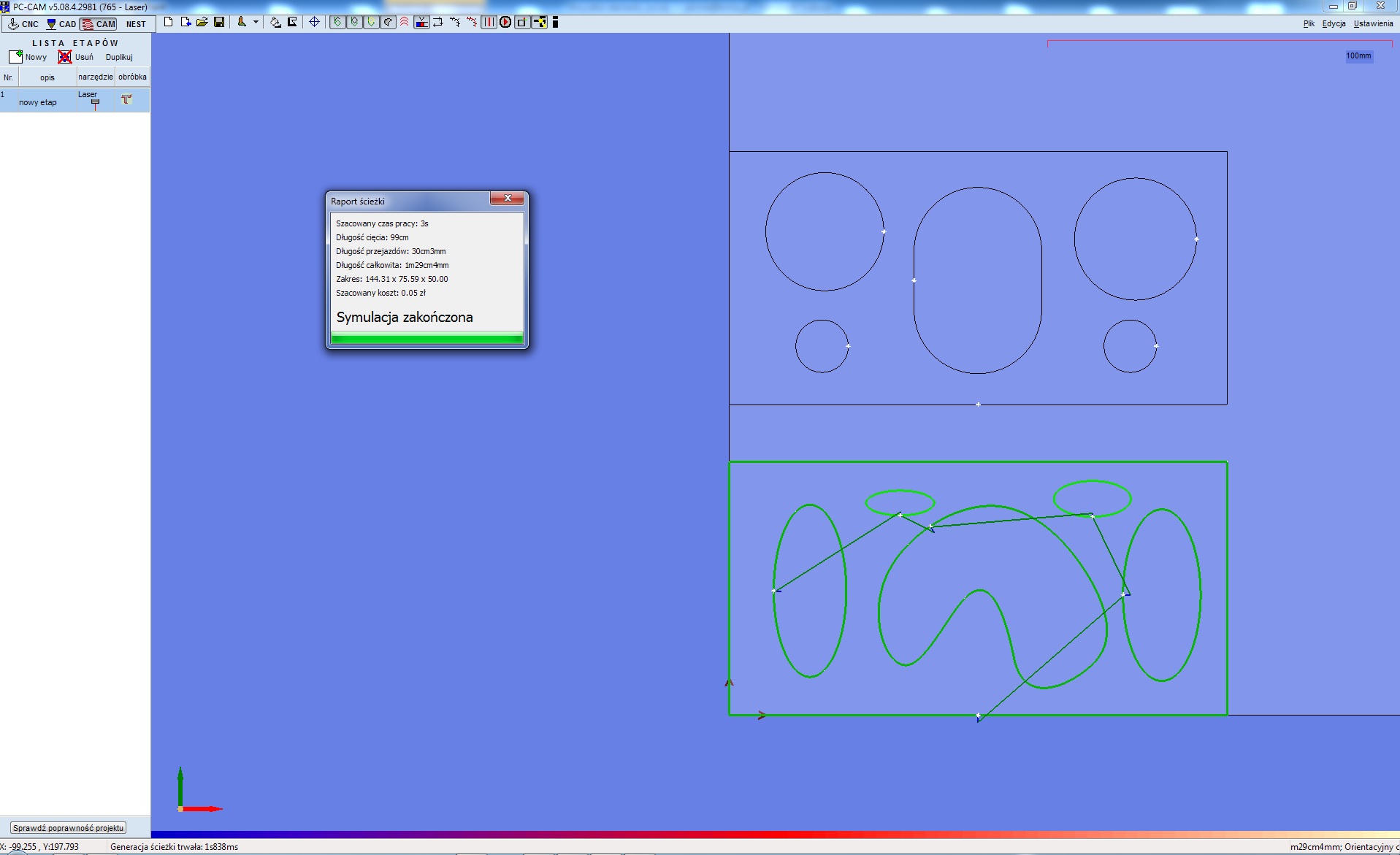
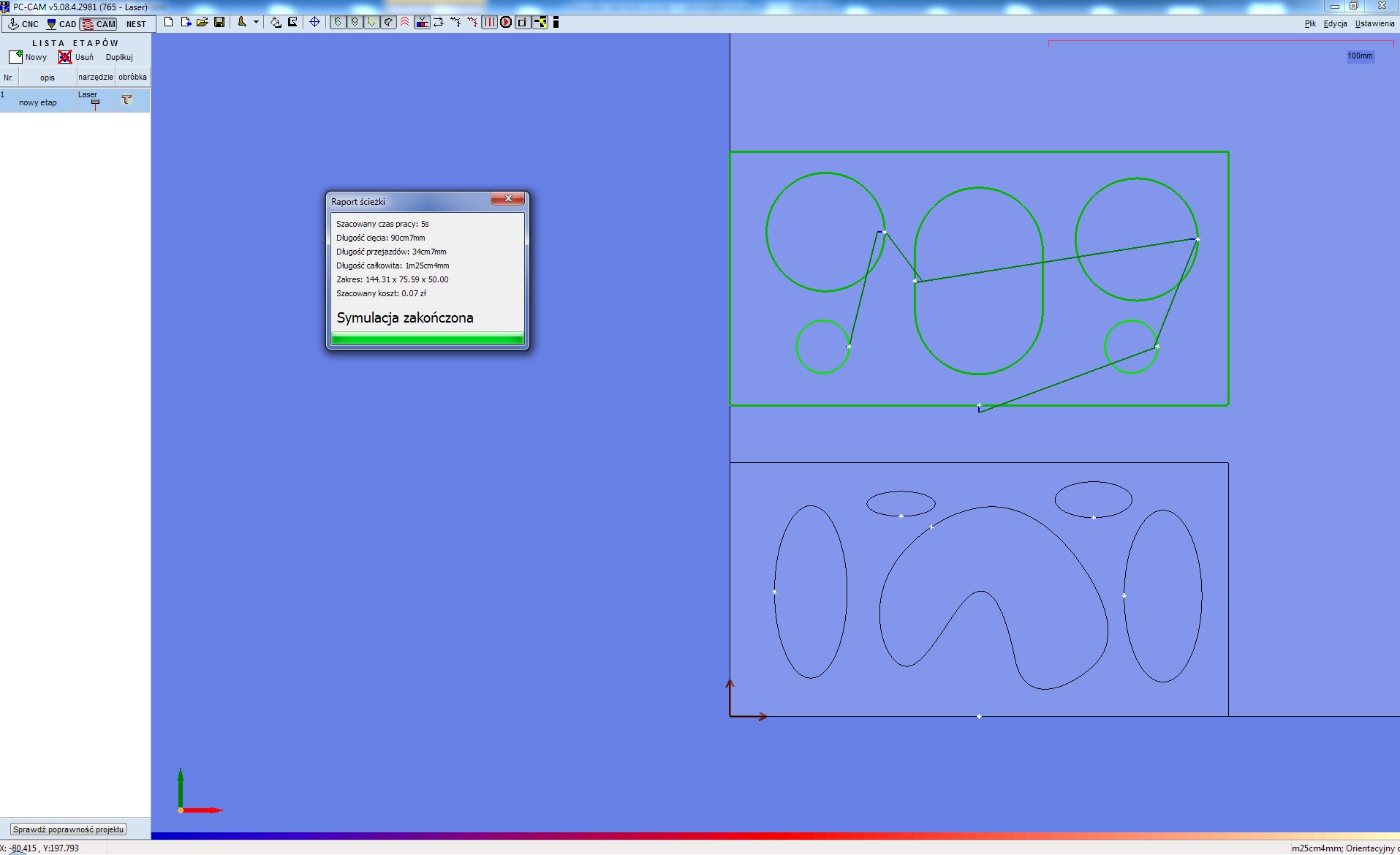
Jak widać w maszynach Kimla czas cięcia nie zależał od tego czy kształty są łukami czy splinami lub poliliniami.
Przy podobnej długości obrysów czas się nie różni niezależnie od rodzaju krzywej.
Ale przy wyłączonej funkcjonalności opracowanej w firmie Kimla od razu widać kolosalną różnicę.
to jest właśnie to co opisał kolega Lewy:
I to jest to o czym piszę.
W laserach Kimla nie trzeba zamieniać na łuki, ani nic nie musi wracać do poprawki aby maszyna poprawnie wycinała takie detale.
Oprogramowanie pokazywane przeze mnie jest oprogramowanie systemy sterowania a nie zewnętrznym oprogramowaniem CAM, które nie wie nic o dynamice maszyny.
Dlatego przy detalach z cienkiej blachy i skomplikowanych kształtach czasy rzeczywisty i symulowany mogą różnić się o połowę. O połowę!
W systemach firmy Kimla czasy te wylicza nie zewnętrzny CAM tylko sam system sterowania uwzględniając nastawy dynamiki maszyny.
Dam przykład:
Ten sam detal z wykonanym wyliczeniem czasu cięcia na parametrach uzyskiwanych na maszynach konkurencyjnych czyli z wyłączoną dynamiczną analizą wektorów:
i na normalnych ustawieniach lasera Kimla:
Jak widać w maszynach Kimla czas cięcia nie zależał od tego czy kształty są łukami czy splinami lub poliliniami.
Przy podobnej długości obrysów czas się nie różni niezależnie od rodzaju krzywej.
Ale przy wyłączonej funkcjonalności opracowanej w firmie Kimla od razu widać kolosalną różnicę.
to jest właśnie to co opisał kolega Lewy:
Panie Kimla, pisze pan o tych elipsach i okręgach, sterowanie na naszych laserach nie obsługuje elips ani splajnów (wcale to nam nie przeszkadza), czasami programista zapomni wygładzić taki kontur zamieniając go na łuki. Maszyna wpada wtedy w wibracje a krawędź składa się z dużej ilości odcinków, no i oczywiście czas programu jest bardzo wydłużony (program taki wraca od razu do poprawki).
I to jest to o czym piszę.
W laserach Kimla nie trzeba zamieniać na łuki, ani nic nie musi wracać do poprawki aby maszyna poprawnie wycinała takie detale.
-
Zanixi
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 593
- Rejestracja: 12 kwie 2011, 16:07
- Lokalizacja: Siedlce
No ale tu widać faktyczną zaletę lasera, i to bez opluwania konkurencji. I to jest ok ^^. Zalety-przykład-porównanie-wady konkurentych laserów (na poziomie!). Ma coś takiego ktokolwiek inny na rynku?
Kolego Kimla, jeżeli jeszcze uda się Koledze nie wrócić do nawyku ujeżdżania w tak nieprzyzwoity sposób konkurencji to będzie bardzo ok. Niech to robią użytkownicy laserów konkurencji a nie Twoja firma/osoba.
Kolego Kimla, jeżeli jeszcze uda się Koledze nie wrócić do nawyku ujeżdżania w tak nieprzyzwoity sposób konkurencji to będzie bardzo ok. Niech to robią użytkownicy laserów konkurencji a nie Twoja firma/osoba.
-
www.kimla.pl_
- Posty w temacie: 46
No to znalazłem następny przykład:
W załączniku jest dxf z mapą Finlandii.
Kiedyś klient przywiózł mi ten plik i dał do wycięcia.
Nie miałem go wcześniej aby móc się przygotować, poupraszczać czy obłukować czy co tam się z tym na innych laserach robi.
Po prostu wczytałem i wyciąłem:
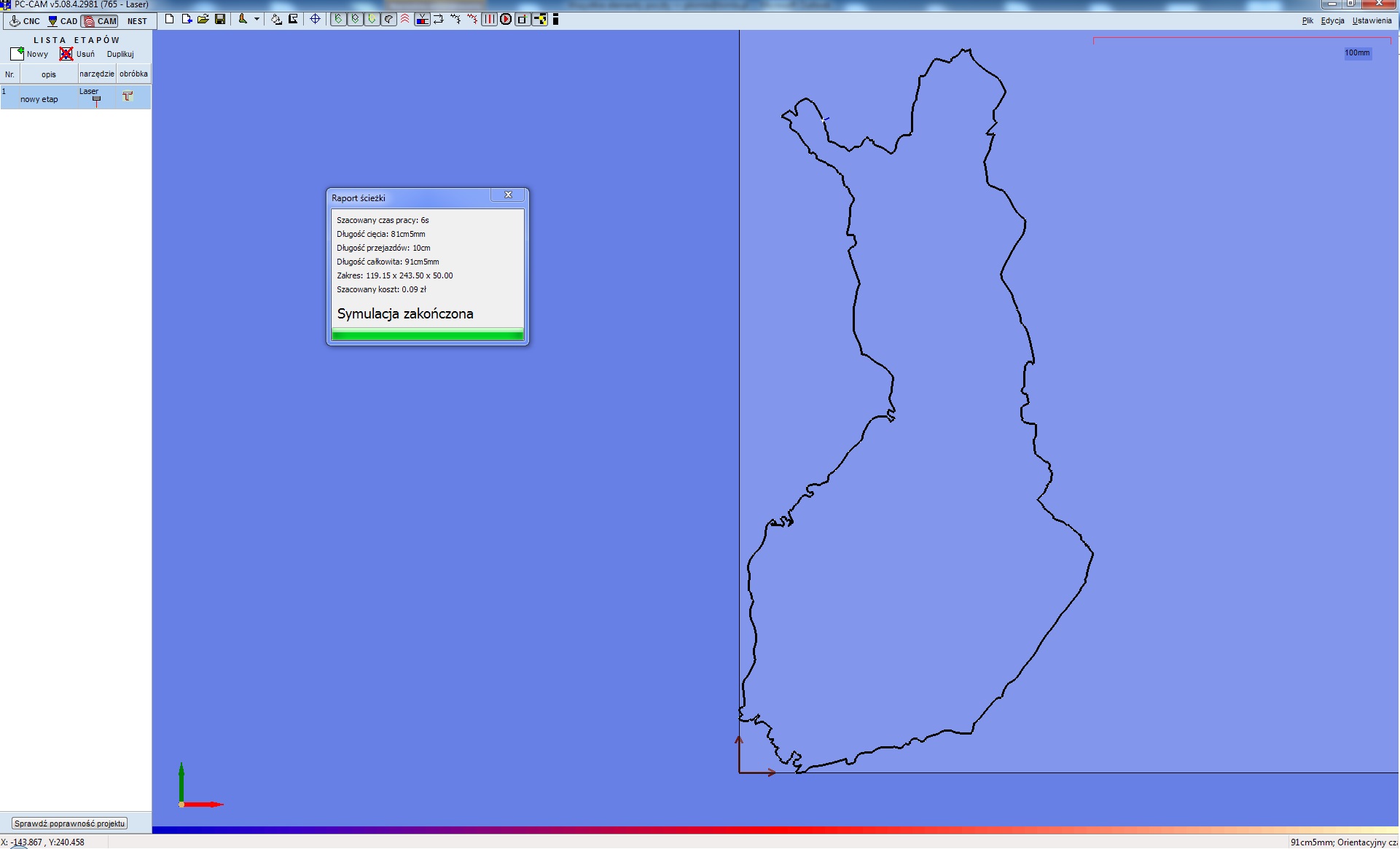
i to samo z wyłączona dynamiczna analiza wektorów:
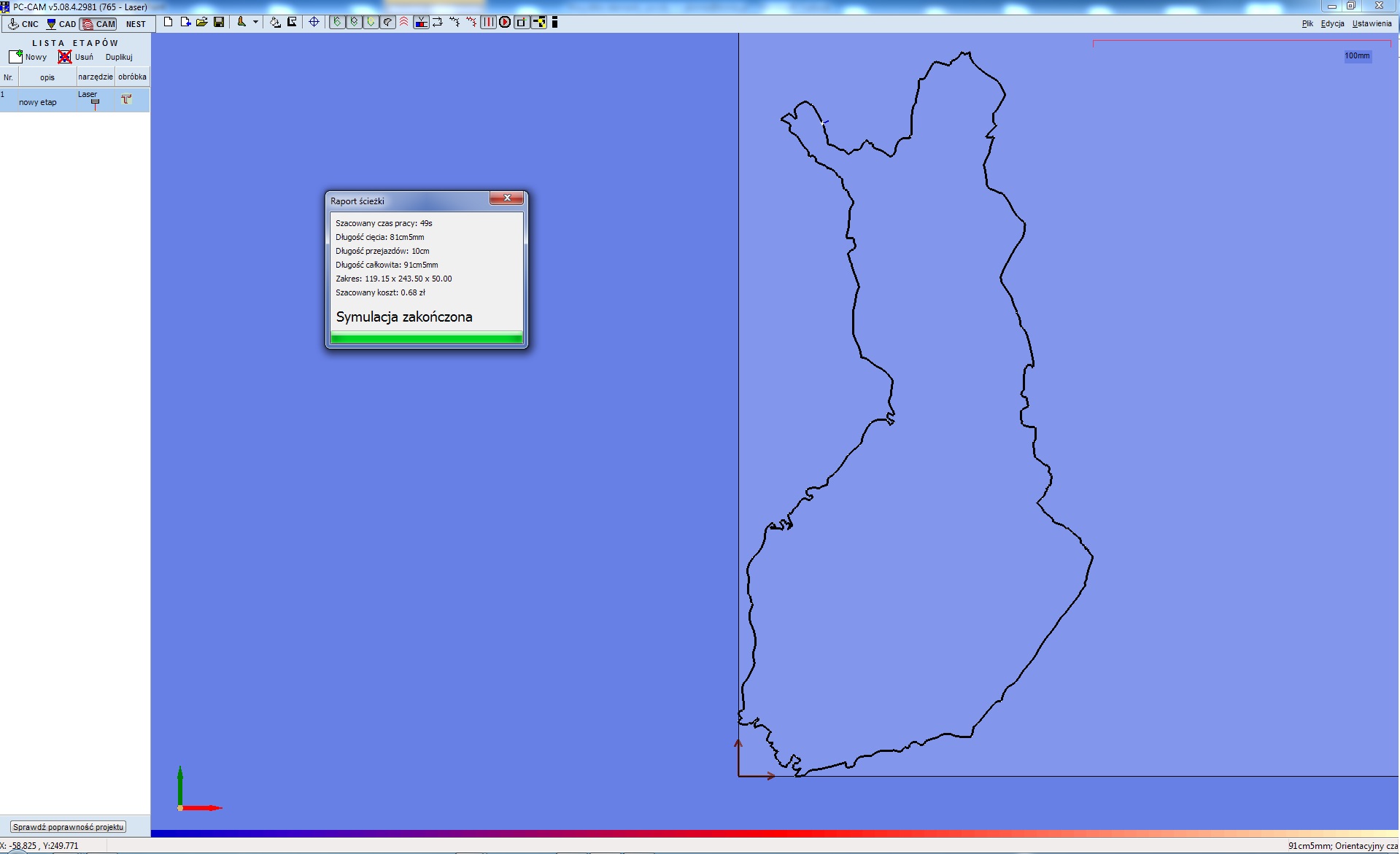
Oczywiście jest to ekstremalny przypadek, ale są to rzeczywiste różnice występujące pomiędzy laserami Kimla a innymi urządzeniami oferowanymi na rynku.
W załączniku jest dxf z mapą Finlandii.
Kiedyś klient przywiózł mi ten plik i dał do wycięcia.
Nie miałem go wcześniej aby móc się przygotować, poupraszczać czy obłukować czy co tam się z tym na innych laserach robi.
Po prostu wczytałem i wyciąłem:
i to samo z wyłączona dynamiczna analiza wektorów:
Oczywiście jest to ekstremalny przypadek, ale są to rzeczywiste różnice występujące pomiędzy laserami Kimla a innymi urządzeniami oferowanymi na rynku.
- Załączniki
-
- fin.dxf
- Mapa Finlandii
- (182.98 KiB) Pobrany 221 razy
-
 pitsa
pitsa
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 4472
- Rejestracja: 13 wrz 2008, 22:40
- Lokalizacja: PL,OP
Podziwiam i zastanawiam się co nowego i szybszego można jeszcze zrobić.
Kolejny etap to może będzie laser-line-punching? Ograniczeniem jest teraz punkt skupienia promienia laserowego. Przy cieńszych blaszkach punkt skupienia można rozciągnąć do odcinka i rzeźbić wachlarzem bez jakiegokolwiek zwalniania. Można liczyć, na to że Kimla znów nas kiedyś czymś nowym zadziwi. Może soczewka skupiająca wiązkę lasera w splajny?
Mam jednak wrażenie, że teraz najtrudniejsza sztuka to dotrzeć do klienta, który być może niewiele rozumie z techniki jaka użyta jest w laserze czy w innych maszynach, ale zwracać trzeba uwagę na to, czego producent może się wcale nie spodziewać. Na przykład klient widzi jedynie "większe - lepsze":
"Na targi EAGLE przywiózł laser 6 kw, a konkurencie 2-3kw, EAGLE pokazał wszystko na co go stać, a konkurenci tylko opowiadali że oni też to ...."
i nie jest w stanie pojąć różnicy między "markowe" a "przebojowe".
I być może stąd Kimla swoimi wpisami oswaja swoich klientów wiedzą o technologii budowy maszyn i sterowania. Kiedyś były napędy helikalne, teraz gigaflopsy systemu pozycjonowania. I to jest dobre.
Kolejny etap to może będzie laser-line-punching? Ograniczeniem jest teraz punkt skupienia promienia laserowego. Przy cieńszych blaszkach punkt skupienia można rozciągnąć do odcinka i rzeźbić wachlarzem bez jakiegokolwiek zwalniania. Można liczyć, na to że Kimla znów nas kiedyś czymś nowym zadziwi. Może soczewka skupiająca wiązkę lasera w splajny?
Mam jednak wrażenie, że teraz najtrudniejsza sztuka to dotrzeć do klienta, który być może niewiele rozumie z techniki jaka użyta jest w laserze czy w innych maszynach, ale zwracać trzeba uwagę na to, czego producent może się wcale nie spodziewać. Na przykład klient widzi jedynie "większe - lepsze":
"Na targi EAGLE przywiózł laser 6 kw, a konkurencie 2-3kw, EAGLE pokazał wszystko na co go stać, a konkurenci tylko opowiadali że oni też to ...."
i nie jest w stanie pojąć różnicy między "markowe" a "przebojowe".
I być może stąd Kimla swoimi wpisami oswaja swoich klientów wiedzą o technologii budowy maszyn i sterowania. Kiedyś były napędy helikalne, teraz gigaflopsy systemu pozycjonowania. I to jest dobre.
Ostatnio zmieniony 29 wrz 2013, 21:02 przez pitsa, łącznie zmieniany 1 raz.
zachowanie spokoju oznacza zdolności do działania
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ߡ






