



")
Ale robi to z trzema różnymi prędkościami. Na filmach innych wygląda jakby cały czas szybko chodził. Nie wiem czy to mach jest gdzieś źle optaszkowany
Np. tak to wygląda.
Małą zębatkę przekręciłem do góry nogami. Dzięki, nie wpadłem na to. No faktycznie podstawa pod ząbki jest ładniejsza ale wypełnienie wyszło mi najgorzej z wszystkich testów.
Dałem też 4 perimeters i zwiększyłem retraction length do 2,4mm.
Kilku zębatek na raz albo z czymś innym nie próbowałem jeszcze.
Piszesz o nadtapianiu. Ja w ogóle nie mam żadnego wiatraka zamontowanego - z nadzieją że może się w końcu stopi razem

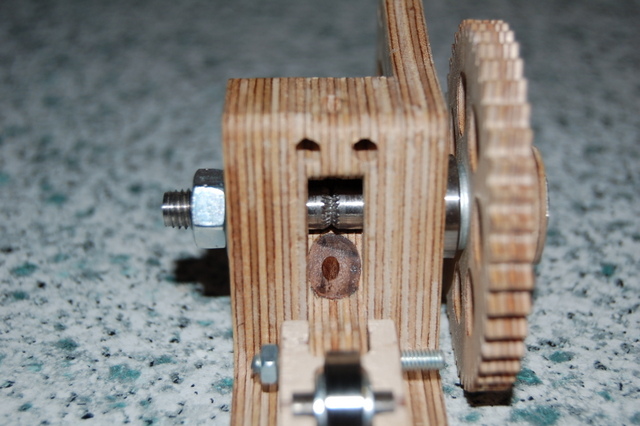
Znajomy wytoczył mi parę nowych rzeczy. 3 długie nakrętki, żeby extruder można było szybciej odkręcić, zamiast małymi nakrętkami się bawić.
Zrobiłem też 2 otwory na nakrętki na samej górze obudowy ekstrudera, tak jak w oryginale.
I znajomy przetoczył śrubę M10 na 7,98mm i zrobił ząbki, trochę grubsze od moich. Już nie ma luzu w łożysku. Trzeba przetestować niedługo.



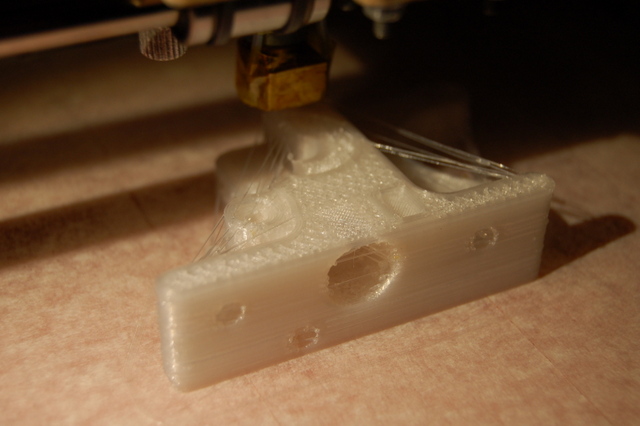
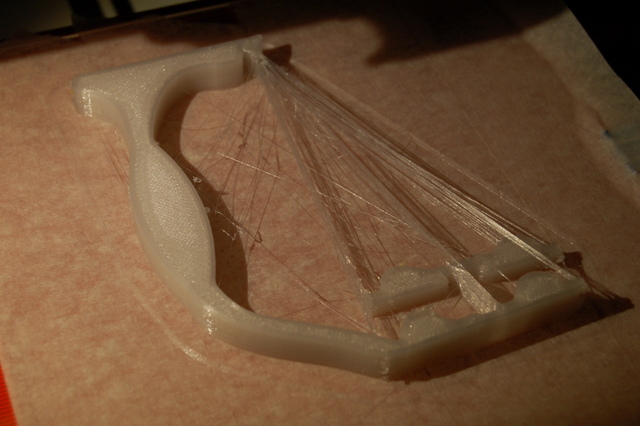
Mój ostatni test, obudowa extrudera, nie ciekawie wyszedł. 6 godzin i 8 minut drukowania. Za dużo pajęczyny.
Jak zeruję czubek hotendu na stoliku to mi często druga warstwa zdrapuje tą pierwszą, dlatego ustawiam z 0,1 nad stolikiem. Wysokość warstwy 0,2mm a średnica dyszy 0,35mm.

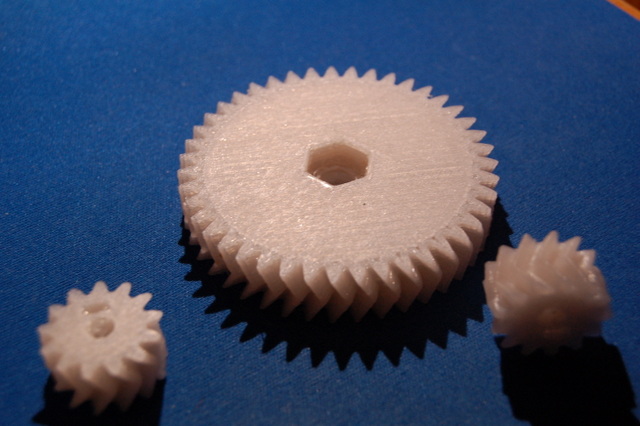
Zrobiłem też polski patent zębatki Citroena, nawet ładnie wyszło. Ale z ciekawości zmierzyłem średnicę i jest trochę mniejsza od średnicy na rysunku cad.
Wszystko co robię jest o pare dziesiątych mniejsze.
Czyżby plastik się kurczył tak bardzo po wystygnięciu? Ciekawe czy slicery biorą to pod uwagę.
Może spróbuje po raz kolejny linuxa skonfigurować.



")




")







