



dziwne zjawisko frezowania
-
 ursus_arctos
ursus_arctos
- Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 2083
- Rejestracja: 11 cze 2011, 18:29
- Lokalizacja: Warszawa / Lublin


-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Wbrew pozorom chcę Ci pomóc, tylko po prostu nie dostałem drugiego życia na to, żeby je marnować na domyślanie się i kręcenie po omacku.Dawar pisze:tuxcnc jeżeli ci zawracam gitarę to nie odpowiadaj. Ustawiam tak jak podajecie i dlatego tak to wychodzi. Piszesz żebym poustawiał wszystko tak jak powinno być. Gdy bym umiał innaczej ustawić niż jest to bym to zrobił. Załączyłem ustawienia (zrzuty) wszystkich osi, jeżeli widzisz że któryś parametr jest źle ustawiony to powiedz co w danym miejscu mam zmienić, a nie mów że jadę na przypadkowych ustawieniach. Nie gniewaj się , ale ja nie jestem fachowcem, tylko amatorem i o wielu dla Was oczywistych skrótach, czy potocznych nazwach ja nie mam zielonego pojęcia. Już sam czytam od początku po kilka razy wszystkie wypowiedzi żeby coś zrozumieć.
W osi Z sprawa jest chyba dość prosta.
Silnik który tam jest zamontowany nie da więcej niż 0,5 Nm, ale to też stojąc w miejscu.
Wraz z prędkością obrotową jego moment będzie malał, jest to normalne zjawisko.
Słaby silnik nie wyrabia dużych prędkości i tyle.
Kup taki sam silnik jak w pozostałych osiach.
Na zabawę z tym co jest szkoda życia, lepiej robić coś innego.
Co do osi X i Y to wychodzi na złe ustawienia w programie.
Trudno powiedzieć który parametr jest zły, nie wiedząc nic o konstrukcji maszyny i rzeczywistych prędkościach osiąganych przez silniki i osie.
Jeżeli te parametry są prawidłowe, to silniki się kręcą 480 obr/min, co jest rozsądną wartością, ale pod warunkiem że zasilacz daje wystarczające napięcie, a pewnie dałeś taki jaki był pod ręką ...
Co do dziwnego zachowania maszyny w czasie wykonywania programu, to pewnie program jest kiepskiej jakości.
Rozwiązaniem jest zawsze g-kod G64, tylko nie wiem czy PicoCNC go obsługuje.
.
-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
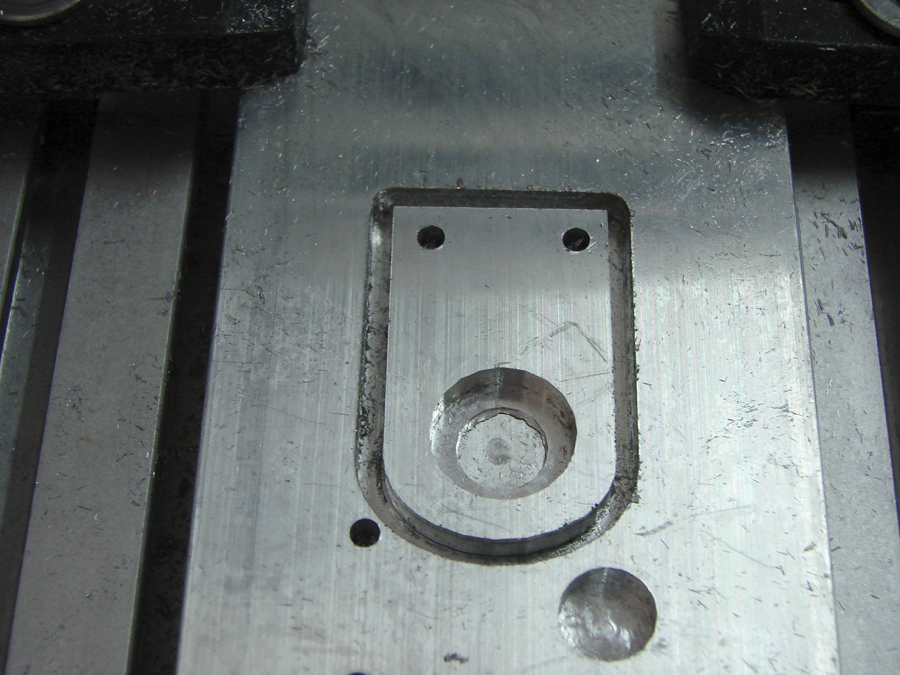
PikoCAM dobrze generuje kod na taką kieszeń. Autor wątku coś spartolił w parametrach wybierania kieszeni, że jest taki efekt.zacharius pisze: PS co to za CAM który tak generuje kod na kieszeń okrągłą? (żebym przypadkiem go nie użył nigdy)
[ Dodano: 2013-08-02, 22:08 ]
O ile mi wiadomo to nie obsługuje.tuxcnc pisze:Rozwiązaniem jest zawsze g-kod G64, tylko nie wiem czy PicoCNC go obsługuje.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
 Dawar
Dawar
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 24
- Posty: 151
- Rejestracja: 20 lut 2009, 17:00
- Lokalizacja: Chorzów
Zamykam temat.
Bardzo wszystkim dziękuję za pomoc. Przepraszam za wynikłe sytuacje. Jestem laikiem który poznaje dopiero tematykę cnc. Problem został rozwiązany przez Cosimo. Podpowiedział mi że bym sprawdził połączenia między sterownikiem Pico, a sterownikiem silników. Okazało się że we wtyczce tej która przychodzi do sterownika Slim, odskoczyły przewody od nóżki masy.
Po poprawieniu wszystkich lutów problem ustąpił. Jeszcze raz WSZYSTKIM BARDZO DZIĘKUJĘ!
Bardzo wszystkim dziękuję za pomoc. Przepraszam za wynikłe sytuacje. Jestem laikiem który poznaje dopiero tematykę cnc. Problem został rozwiązany przez Cosimo. Podpowiedział mi że bym sprawdził połączenia między sterownikiem Pico, a sterownikiem silników. Okazało się że we wtyczce tej która przychodzi do sterownika Slim, odskoczyły przewody od nóżki masy.
Po poprawieniu wszystkich lutów problem ustąpił. Jeszcze raz WSZYSTKIM BARDZO DZIĘKUJĘ!
KW


-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Trochę to dziwne, bo w takiej sytuacji maszyna powinna całkiem oszaleć.Dawar pisze:Okazało się że we wtyczce tej która przychodzi do sterownika Slim, odskoczyły przewody od nóżki masy.
No ale skoro tak było, to najwyraźniej jest to możliwe.
Co do silnika w zetce, to go wymień jak pisałem wcześniej.
Taki silnik kosztuje stówkę, jak zmarnujesz drogi materiał i wiele godzin pracy, to szlag Cię trafi.
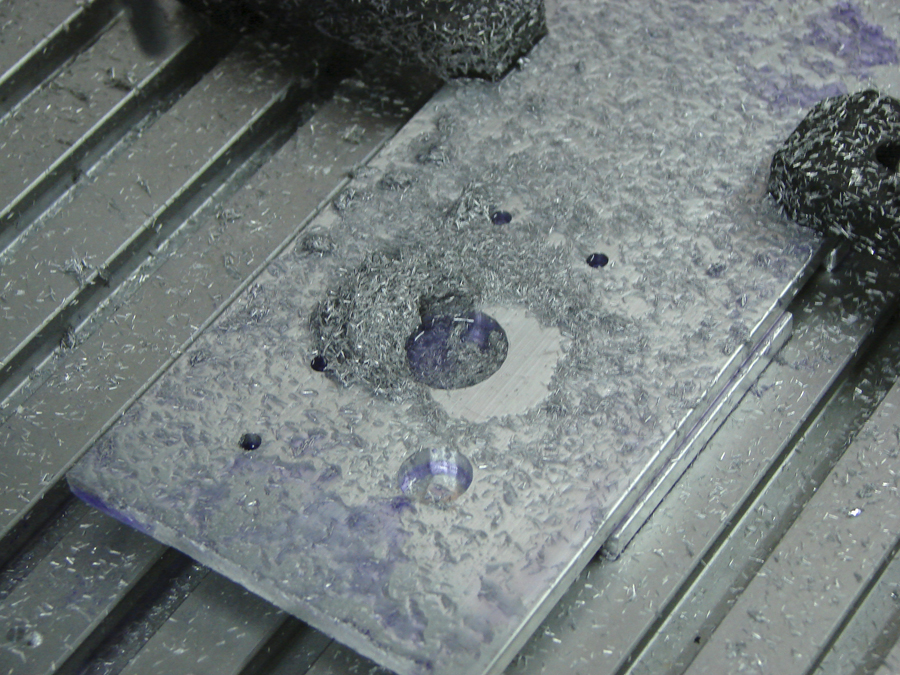
Co do jakości kodu, to teraz wyraźnie widać że jest badziewny.
Zasadniczo to się tego spodziewałem, ale teraz jest dowód że łuki składa z odcinków, przy braku G64 zawsze będzie masakra.
Szybko dostaniesz wielokąt zamiast koła, a jak dostaniesz w przybliżeniu koło, to będzie godzinami rzeźbić.
Na krótkich odcinkach maszyna nie zdąży się rozpędzić a już musi hamować ...
Dopytaj autora programu czy da się z tym coś zrobić, a jeśli nie, to poszukaj innego.
.
-
ezbig
- Lider FORUM (min. 2000)
- Posty w temacie: 18
- Posty: 2097
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
Chyba to będzie właściwe rozwiązanie w tej sytuacji. Silnik nie jest zły tylko sterownik do niego za słaby. Miałem taki w budowanej pick&place i chciałem sprawdzić czy da się go zatrzymać. Mimo że to był napęd paskowy to kroku nie zgubił, a ja już do końca dnia żadnej śrubki ręką nie mogłem dokręcićtuxcnc pisze:Co do silnika w zetce, to go wymień jak pisałem wcześniej.
Taki silnik kosztuje stówkę, jak zmarnujesz drogi materiał i wiele godzin pracy, to szlag Cię trafi.
Z tego co czytałem, to program analizuje ścieżkę z wyprzedzeniem i nie zwalnia/przyspiesza jeśli ruch jest w tym samym kierunku (chyba to zależy od kąta między aktualnym a następnym odcinkiem - "kąt hamowania"). Nie wiem czy dobrze to ubrałem w słowa, ale inaczej mówiąc radzi sobie z tym problemem.tuxcnc pisze:Na krótkich odcinkach maszyna nie zdąży się rozpędzić a już musi hamować ...
Dopytaj autora programu czy da się z tym coś zrobić, a jeśli nie, to poszukaj innego.
[ Dodano: 2013-08-03, 15:29 ]
Dawar, weź porozdzielaj "enterami" te fotki, bo forum się rozjeżdża
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
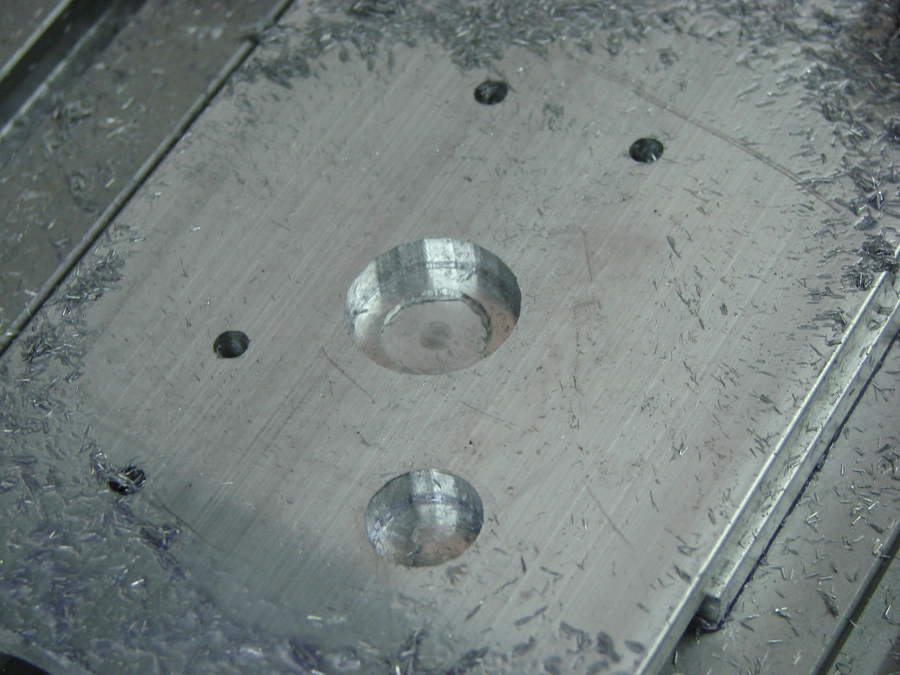
Ewidentnie maszyna tnie wielokąt z ostrymi rogami, więc albo program sobie nie radzi, albo coś jest źle ustawione.ezbig pisze:Z tego co czytałem, to program analizuje ścieżkę z wyprzedzeniem i nie zwalnia/przyspiesza jeśli ruch jest w tym samym kierunku (chyba to zależy od kąta między aktualnym a następnym odcinkiem - "kąt hamowania"). Nie wiem czy dobrze to ubrałem w słowa, ale inaczej mówiąc radzi sobie z tym problemem.
Swoją drogą jeśli PikoCNC ma planer ścieżki, to dlaczego nie obsługuje G64 ?
ArtCAM też się tymi okręgami nie popisał, no chyba że jest tak ustawiony, a powinien inaczej ...
.
-
mc2kwacz
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 2920
- Rejestracja: 27 maja 2013, 22:18
- Lokalizacja: gdzieś
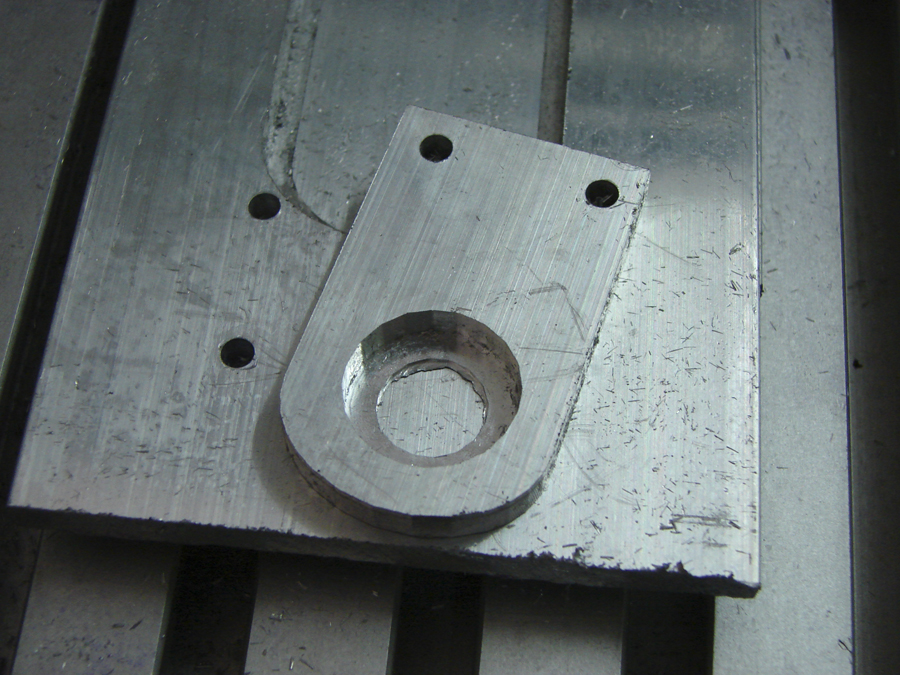
trochę się bawiłem cam-em piko, i faktycznie w pierwszym podejściu otwory miałem "wielokątne. Ale chwilę pogłówkowałem, coś tam przestawiłem, i w drugim czy trzecim podejściu generacji gkodów było już dobrze. Więc można. Tyle że na obecna chwile nie pamiętam już tej historii na tyle, żeby udzielać jakichkolwiek wskazówek.
Pliki były generowane na 99% z HPGL.
Pliki były generowane na 99% z HPGL.




